无痕内衣裤胶膜热轧交接工艺的研究
2022-01-09葛俊伟张北波陈香宇
葛俊伟,李 颖,张北波,陈香宇
(1.成都纺织高等专科学校,四川 成都 611731;2.四川省丝绸科学研究院有限公司,四川 成都 610072)
“天衣无缝” 是我国自古在纺织服装行业中对技术上最淳朴和完美的追求,没有缝合或者少缝合的服饰,可以更好地体现人体的美妙曲线,也会最低程度地影响同时穿着的其他服饰的外观风格。而无痕产品就是在这一方向上追求的技术成果。
无痕服装产品区别于传统的服装加工工艺,目前最常用的方法就是采用弹性面料通过热压融合技术来一次成型,达到无痕的效果(对衣片来说部分或全部去除了缝制)。这种无痕产品因为贴身舒适,凸显人体曲线,受到客户的青睐。
相比传统内裤生产模式来说,无痕内裤以材质粘合代替了传统缝合技术,此种模式使内裤面料基础性能得到了更好的体现和展示,并且有效防止内裤缝隙缝份与皮肤造成摩擦产生不舒适问题,为此,无痕内裤在日常穿着上其舒适感更高。除此之外,无痕内裤由于自身结构上没有缝隙,大部分无痕内裤具有穿着的舒适性和美观性,能够更好地保护皮肤,在与外部服装的搭配上更具有广泛性和灵活性。无痕内裤在结构连接上主要以粘贴代替缝纫,最大限度简化了内裤生产流程与工序,使得内裤在加工过程中更加省时省力。
1 无痕内裤的设计
无痕内裤在方案设计上,面料之间使用粘贴技术工艺,能够更加贴合人体结构,使面料可以更加稳定且其造型更加持久,同时由于无痕内裤生产流程特点与优势,保证面料在特殊位置上更加贴合,比如臀部、侧边处等,为此使用该技术生产出的内裤普遍具备提臀、收腰等相关功效[1]。
对于无痕内裤生产流程来说,热量熨烫压制技术是胶膜粘合工艺的核心环节,经过加热压制的布料贴片已经能够被有效粘贴稳定,即使产生了问题和不足也无法再次调整生产结构,故针对热量熨烫压制来说,其质量控制十分重要,其中加热熨烫压制技术在粘合过程中,要选择适合的工艺参数以及操作技术。同时,在生产环节上,还需要根据面料实际情况和应用特点,选择适合的胶膜型号[2]。
加工工艺中胶膜是无痕产品必不可少的组成部分,其主要成分是聚氨基甲酸酯(简称PU)。这种材料具有高透气、高强耐磨、环保无毒和可回收等特性,对人体也没有任何伤害。所以胶膜在无痕内衣裤中的应用较为广泛,特别是在重点受力粘合部位,这就对胶膜弹性、强度以及耐疲劳性有较高的要求。
胶膜按其耐温性可分为高温胶膜和低温胶膜。高温胶膜的软化点一般高于150℃;低温胶膜的软化点在150℃以下。本实验选用的胶膜是高温胶膜。高温胶膜是针对无痕内衣、内裤系列而研发出来的一款热熔胶膜,具有柔软和高回弹等特性,用在内衣、裤上具有良好的效果。高温胶膜是应用于服装领域的新一代聚氨酯弹性粘合胶膜,此种胶膜在任何环境下都能保持良好的弹力、拉力和柔韧性,耐水洗和干洗,并且具有良好的恢复性能,特别适用于服装面料、内衣辅料和鞋用材料等。不同的面料推荐使用不同的压胶机,一般在无痕内裤生产中采用的是平式压胶机,将其与面料粘合,最终的粘合条件根据面料的特性来决定。
目前,很多企业生产无痕内裤选用胶膜时的主要问题就是胶膜与面料粘合后的强度、弹性以及耐疲劳性的变化差异大,在胶膜选用中没有一个标准的方法和流程,从而导致了在产品开发过程之中操作随意。在浪费了很多的人力物力后,才发现产品性能不符合标准要求。
2 无痕内衣热轧工艺
无痕内衣裤中常采用热轧的方式,将两层面料中间的胶膜熔化形成胶态,充分粘合后再冷却形成一体。胶膜是以一种特别的物质状态存在,属于热熔胶,它实际上就是一种可塑性的粘合剂,在一定温度范围内其物理状态随温度改变而改变,而化学特性不变,无毒无味,属环保型化学产品。热熔胶是由基体树脂+增粘剂+增塑剂+抗氧剂+填料组成的,熔胶后的胶成为一种液体,通过热熔胶机的热熔胶管和热熔胶枪,送到被粘合物表面,待冷却后即完成了粘合。
无痕内衣热熔胶膜是一种复合所需要使用的胶粘剂,这种胶粘剂与大部分人所了解以及认识的胶粘剂是不一样的。它在一定温度范围内的物理状态随温度改变而改变,而化学特性不变,无毒无味,属环保型化学产品。其外观形态是一种类似透明薄膜状的物品,常温状态下是稳定的固态,给人的触感就类似于塑料薄膜,并没有任何粘性。但是当加热到一定温度,就会发生熔化并且产生粘性,待冷却后即可完成两个物品的粘接贴合。
使用胶膜粘合工艺时,需要在一定温度水平和设备压力基础条件下,使用胶膜将需要粘合的布料通过加热和施加压力连接到一起,为此胶膜粘合工艺是全新的无痕内裤加工技术之一。该技术所具备的优势十分显著,甚至可以代替传统缝纫技术,是现阶段传统缝纫技术的全新突破。该技术应用环节上,胶水物质进行结合之后其成品外部触感十分柔软,同时对于喷胶施工技术水平要求较高,并且胶水物质喷射需要保证均匀和适中,确保胶水物质可以涂抹在需要连接的布料位置上。但是在实际操作过程中,布料之间的粘结程度明显不佳,加上该技术喷射胶水物质属于颗粒状态,一旦布料之间进行粘结之后,所形成的胶水薄膜相对较少,其布料粘合程度会受到不良影响[3]。
3 正交试验
3.1 实验原理
胶膜交接性能实验通过在设备上放好两块面料,中间放置胶膜,在平板压烫机的工作下,将胶膜进行熔化使其紧贴于面料,再将面料粘合,这就是实验中的胶膜交接性能测试。实验中采用的热熔胶是适用于服装的,对温度比较敏感,到达一定程度后开始软化,如果低于一定温度就会变得很脆。实验的工艺参数要求就是能否达到最优的点,从而达到胶膜最佳的拉伸强力和伸长率的提升。实验中要注意3 个关键的要素:热压时的温度,它决定了胶膜是否能够充分熔在面料之间;热压时的压强,这能保证胶膜在熔化充分的同时,在面料间能否达到最佳渗透;热压的时间,使用的时间既体现质量又体现效率。
3.2 实验材料
在实验中,无痕服装面料选用的是锦氨和棉氨两种材料。这类面料含有一定氨纶,具有高弹性和高回复性,加热、加压到一定时间,所形成的胶膜广泛使用在无缝内裤的生产应用上。胶膜选用厚度为50μm 胶膜,还有厚度为150μm 的,有3 层,中间层为PU 材质的胶膜。
3.3 实验方法
实验采用的是三因素三水平的正交实验分析法,对实验数据进行选择,对影响无痕产品厚度50μm 胶膜性能以及附带其他材质、厚度150μm 的胶膜的胶接性能进行研究。实验测试无痕内衣裤的胶膜胶接性能,有实验的影响因素温度、压强以及时间3 个方面。温度方面,温度到达一定程度时能保证胶膜能充分熔融,不同胶膜的熔融温度不同;压强方面,压强达到一定时能保证熔化后的胶膜与面料很好地渗透,不同面料压强不同;时间方面,用以确保胶膜充分熔融,以及熔融之后在面料上充分渗透,最佳时间则代表的是最高的效率。如表1 所示。
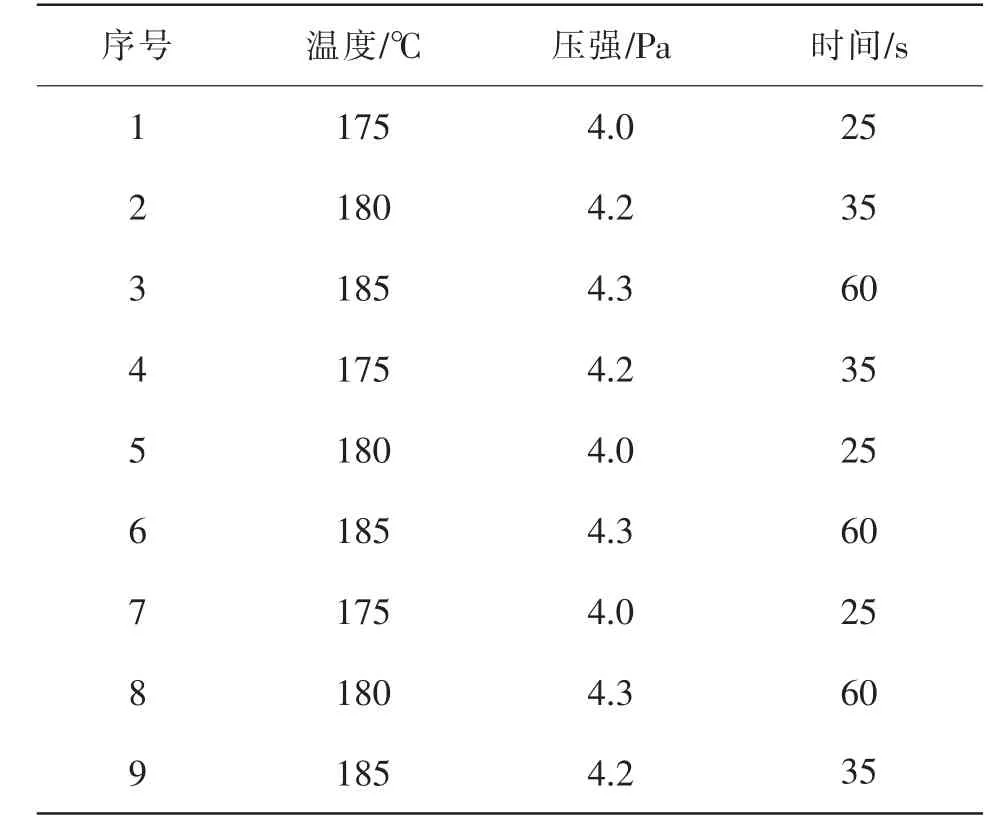
表1 温度、压强、时间的选择
实验试样的强力拉伸实验符合国家标准GB/T 3923-2013 纺织品 织物拉伸性能。
用胶接好的无痕服装作为材料,进行纺织品强力拉伸断裂试验,以无痕产品的强力伸长测试得到的指标力峰值、伸长、伸长率和断裂时间的4 个指标来分析研究哪个时间、压强和温度的胶膜胶接性能最好。
实验所用试样的伸长越长、时间所需越长和伸长率越大,则表明被测试样的胶接性越良好,因此得到正交试验的结果,见表2。
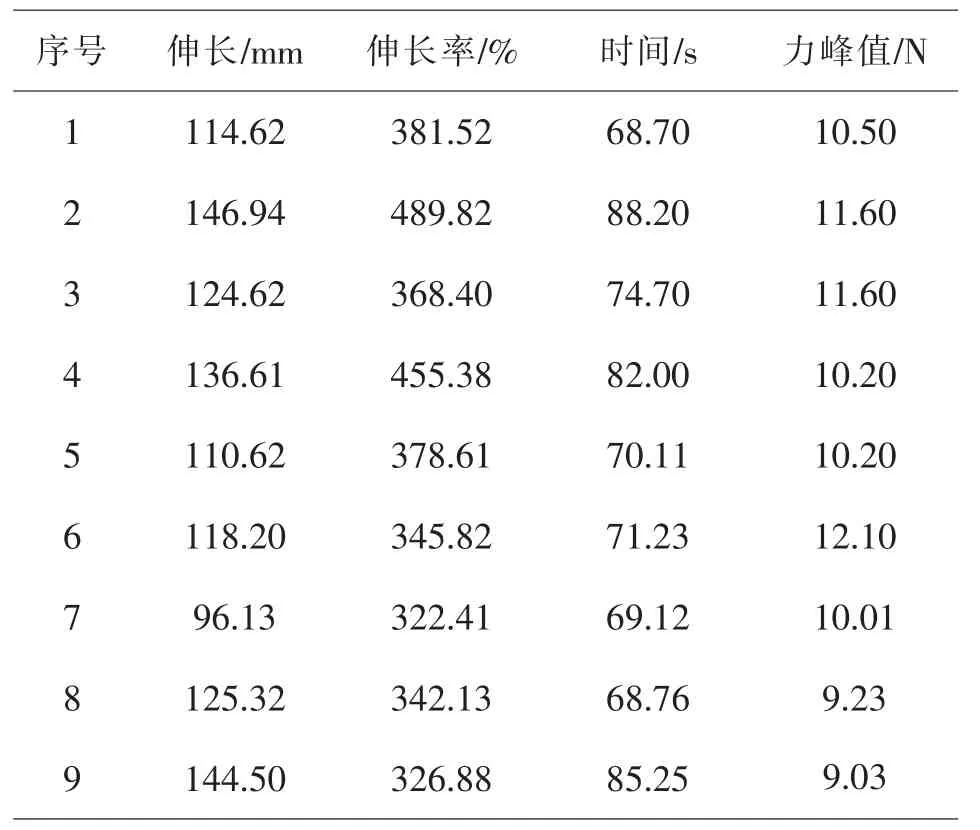
表2 正交试验结果统计
实验数据绘制成折线图如图1~2 所示。
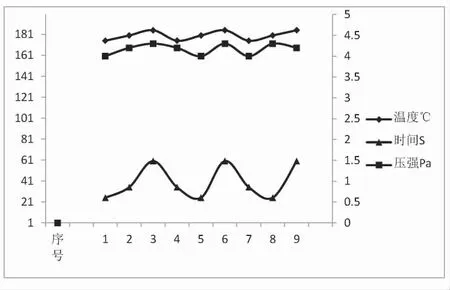
图1 温度、时间和压强折线图
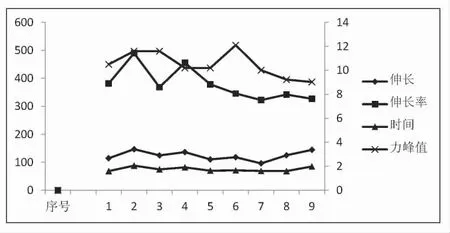
图2 伸长、时间和力峰值折线图
4 结语
4.1 选用较厚的高温胶膜来代替松紧带,在小裤腰围等重点受力部位,使用胶膜粘合松紧带的方式以达到更好的弹性和回弹性。实验得出在时间35s、压强4.2Pa 和温度180℃条件下生产的试样的胶膜胶接性能是最佳的。
4.2 同一种高温胶膜,和同种面料粘合后,同厚度的高温胶膜的弹性比低温胶膜的弹性差,但高温胶膜耐疲劳性较好;在不同拉伸方式与不同温度条件下,强力始终随着压强的增加不断波动变化;相同温度的条件下,温度越高,强力与压强变化波动幅度相对平缓。反之,相同温度下,温度逐渐降低,强力与压强的变化明显波动幅度相对较大。
4.3 温度、时间、压强与强力的关系都是波动起伏的,在达到一个强力的峰值后,强力逐步下降。