Q420B等边角钢腿部微裂纹成因及解决措施
2022-01-08赵长忠
张 军,蔺 筠,赵长忠
(石横特钢集团有限公司,山东 肥城 271612)
纵观国内外专著专项描述角钢表面裂纹的章节较为简略,当生产遇到突发情况时,需要进行综合论证分析才能找到问题根源;因此,解决角钢腿部微裂纹质量问题,具有重要的实用价值。石横特钢生产的Q420B等边角钢的支腿部位上表面边部,出现不规律的表面微裂纹,排查判断与钢坯表面质量有关系。
1 表面微裂纹问题的排查
表面微裂纹根据表面特征,结合相关文献中的介绍,微裂纹表观特征与发裂、星裂纹、气泡有些接近[1]。
1.1 排查项目
结合实际情况,排除了物料潮湿(结晶器保护渣、转炉及精炼炉用渣料及辅料)、脱氧不良、钢中Cu、Sn、S等元素影响,然后结合钢种及生产组织特点,进行了分项排查:1)Q420B 区别于Q355B 的主要因素就是Q420B含V,且采用钒氮合金增钒;除V外,C、Si 元素基本上相同,Mn 元素基本上相差无几。结合氮化铝、氮化钒对铸坯表面质量的影响,选择含N 量偏低甚至不含N 的含钒合金进行合金化试验。2)排查结晶器、连铸喷淋冷却系统、拉矫机系统;排查结晶器振动系统及结晶器保护渣。
1.2 排查过程
(1)通过初步分析判断角钢微裂纹是钢坯表面缺陷造成等,表面缺陷的源头为结晶器,将各流次的结晶器全部更换为新结晶器,同时更换了足辊及夹持段的喷嘴,随后生产2个中间包的Q355B,在轧材上未发现问题。根据失效分析报告,进一步明确了裂纹缺陷来自钢坯表面缺陷。角钢表面发现微裂纹,分别取4个试样裂纹处横截面高倍观察,4个试样裂纹两侧及向内延伸处有大量氧化圆点及高温氧化物用4%硝酸酒精溶液腐蚀,4 个试样裂纹两侧完全脱碳。
(2)由于生产Q355B 钢坯轧制时无问题,试生产的Q420B 为提高钢坯表面质量,采取了以下措施:降低结晶器水流量,通过缓冷减缓钢坯在结晶器内形成裂纹,结晶器进出水温差由8 ℃提高到8.5~9 ℃。降低二冷水比水量,通过降低冷却强度,提高钢坯矫直温度。经过测量,钢坯进入拉矫机时钢坯表面温度约1 050 ℃,能够较好地避开“脆性口袋区”。在轧制时,仍然发现个别支数有裂纹,但裂纹程度减轻,角钢表面缺陷减少,说明降低冷却强度对于减轻微裂纹有帮助,但是未彻底消除。在生产时安排取钢坯低倍,钢坯低倍内部质量良好,观察钢坯表面低倍时,发现个别钢坯存在轻微的星状裂纹,钢材裂纹可能与钢坯表面星状裂纹有较大关系。
(3)轧制Q355B 钢没有问题,但是轧制Q420B钢会出现问题。结合Q355B 与Q420B 两钢种成分差距在[V]、[N]含量,并且使用的该批钒氮合金氮含量为16.82%,为历次检测氮含量最高的一批,较正常批次钒氮合金氮含量高2%左右,成品及坯样平均氮含量较以往高0.005%~0.007%。由于钒氮结合容易在晶界处析出,易产生裂纹。于是更换含氮量较低的钒氮合金和氮化钒铁,钒氮合金选用含量较低的批次,生产Q420B 钢2 炉;使用氮化钒铁生产9 炉Q420B,轧制时钢材还是能发现个别支数有裂纹。使用钒氮合金与氮化钒铁的氮含量对比见表1。
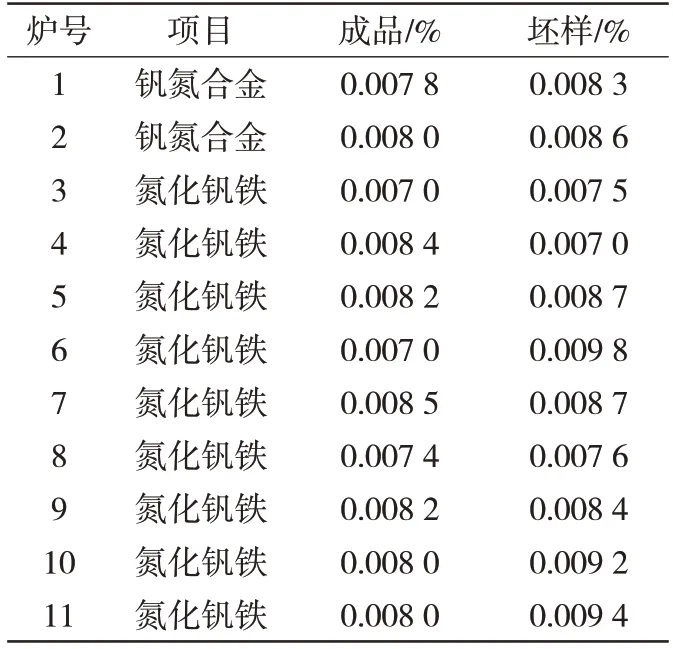
表1 Q420B钢使用氮化钒铁和钒氮合金生产炉次氮含量
(4)试用高强度钢材产品专用保护渣。试生产6炉次Q420B钢,取试验炉次的低倍酸洗,发现钢坯内弧表面形状裂纹没有完全消除,轧制时也发现裂纹,说明高强度钢材产品结晶器保护渣并不适合Q420B钢种。
(5)使用钒铁替代钒氮合金。为了进一步验证钢水钒、氮元素对此次角钢缺陷的影响程度,使用钒铁生产3炉Q420B钢种,生产完毕在轧制时未发现角钢表面裂纹,但通过做铸坯内弧表面检查,钢坯表面星状裂纹并没有完全消除。
(6)为了与Q355B 钢坯内弧表面做对比,在生产Q355B钢时取内弧表面低倍酸洗后,个别流次也发现了轻微的星状裂纹,严重程度较Q420B钢轻很多,在轧制Q355B钢时钢材表面没有裂纹。
(7)查找设备原因。测量振动台运行工况,通过波形图观察,排除了振动台工况问题。
(8)试用包晶钢保护渣。由于钢坯内弧星状裂纹一直未完全消除,多次排查生产工艺执行情况无异常,经多次讨论分析,一致认为结晶器保护渣存在问题的可能性较大。同时,对在线使用的保护渣取样进行分析化验,结果显示,本批次结晶器保护渣理化指标与质保书有差距,特别关键指标熔点升高了30 ℃。考虑到Q420B钢种[C]含量在0.14%~0.18%,仍在包晶钢范围内,决定试用生产耐低温钢的包晶钢保护渣,并安排每流取1块内弧钢样。酸洗后,钢坯内弧表面未发现星状裂纹。用包晶钢保护渣生产的Q420B 钢在轧制时也未发现钢材表面裂纹。
(9)铸坯扫描电镜(SEM)分析。通过对铸坯试样3个裂纹部位线切割取样,分别在各样品的裂纹处、裂纹周边基材、远离裂纹基材取样,进行SEM+EDS(能谱)分析,发现钢的基材氮、铝含量高,裂纹中有较多保护渣成分(Cl、Ca等)。
2 原因分析
(1)通过一系列排查及分析,确定本次质量问题主要是因为保护渣质量波动引起钢坯表面出现星状裂纹造成的。
(2)Q420B角钢,轧制压缩比相对较小时,采用钒氮合金,氮化钒的析出引起表面质量缺陷的概率非常高。试验使用钒铁替代氮化钒铁,在铸坯内弧侧存在同样的表面缺陷情况下,使用钒铁并没有在轧材上表现出缺陷,说明钒氮结合所产生的缺陷,在轧制过程中并不能完全消除。
(3)根据C 成分含量普遍在0.15%~0.17%,部分位于包晶区或接近包晶区(碳为0.1%~0.15%),铸坯凝固过程时偏析会导致部分区域位于包晶区,保护渣选择不当(碱度低、黏度高)会导致体积剧烈收缩产生晶界裂纹。
3 结语
通过优化连铸冷却制度、试用及优化保护渣指标,解决了钢坯表面星状裂纹,消除了角钢腿部微裂纹的质量缺陷。