提高配料精度的排料装置和控制工艺优化改进
2022-01-07希日莫
希日莫
(漳州旗滨玻璃有限公司 漳州 363401)
0 引言
玻璃生产原料主要由硅砂、白云石、石灰石、纯碱、长石、芒硝、碳粉及特种玻璃需要的其他小料组成。玻璃生产对配料成分的稳定性、精确性要求非常高,然而因现场的工艺条件、设备配置、各种物料的性质、粒度、水分等均影响电子秤的称量精度,因此必须充分考虑原料特性(密度、体积、流动性能等)与添加量等因素;生产工艺控制上,因不同原料的下料速度不同,在配料时必须设置适当的提前量,才可以有效提高配料精度[1]。在自动配料状态下,快排料、慢排料的时间设置根据原料品种及用量有所不同;尤其慢排料的时间设定对配料精度有很大影响。如碳粉及小料添加量在10 kg以下时,采用电磁振动给料机配料很难控制精度,常常会造成称量超差,超出设定标准。因此,有效控制配料精度是一个系统工程,通过配料设备改造完善与工艺控制,实现各种玻璃配料精确,确保玻璃质量的稳定。
1 排料装置及其工艺
1.1 排料装置结构
提高配料精度的排料装置包括电子称料仓的下端开口连接至振动给料机。电子称料仓的下端开口处横截的设有限料板,限料板可上下滑动。
安装固定的限料板安装架;限料板的左右对称的各设有一个长通孔,长通孔的长度延伸方向为竖直向;限料板安装架与限料板之间以贯通长通孔的紧固件可拆卸的紧固在一起。
限料板安装架为角铁,其紧固件为螺栓副;螺栓适配地焊接于角铁上。两长通孔的同一侧,还与横通孔的一端连通,横通孔的长度延伸方向为水平向;横通孔的孔径最窄处不小于螺栓的螺纹外径,横通孔的数量为若干对,在纵向等距排列。横通孔的另一端与定位通孔的下端连通,定位通孔的上端高于下端;定位通孔的孔径最窄处不小于螺栓的螺纹外径。振动给料机悬挂于悬挂装置上。
排料装置挡板采用UPE板材质,包括且不限于UPE板材质,该材质保证物料不受污染且不粘料,挡板厚度根据不同物料的排料量采用8~20 mm不等,以保证其强度要求,外形尺寸根据振动给料机不同型号而定。
该排料装置结构能适应敞开式及封闭式电磁振动给料机的配套使用[2],其主要部件由UPE板、角钢及联接螺栓等组成。
(1)敞开式给料机
敞开式给料机直接在排料溜子出料口两端各焊接一根预先开好螺丝孔的50 mm×50 mm角钢,角钢长度根据不同给料机型号而定。角钢下表面与排料溜子出料口平齐,螺丝孔中心距给料机上表面25 mm,再将根据不同给料机型号定好尺寸、两端开好槽孔的UPE挡板用M14螺栓固定在角钢上,槽孔长度根据不同给料机型号而定,UPE板可在槽孔内上下调节;安装时保证M14螺栓固定在UPE挡板槽孔底部,该位置为最小调节范围(即给料机最大的排料量),再根据不同物料特性及排料量向下调整UPE挡板高度,减薄料层厚度,调整到该物料能在规定的时间内排完料且不会出现超差现象,达到提高配料称量精度的目的。如图1所示。相关尺寸见表1。

图1 敞开式给料机示意图

表1 敞开式给料机相关尺寸
(2)封闭式电磁振动给料机
封闭式电磁振动给料机先将预先开好螺丝孔的50 mm×50 mm角钢焊接在排料给料机盖板上,角钢长度按原盖板宽度,螺丝孔间距按不同给料机型号定好尺寸,再在距离排料溜子120 mm的盖板上开槽,槽长根据不同型号给料机的槽体宽度两边各留23 mm,大于UPE板宽度2 mm,槽宽大于UPE板厚度2 mm,以便于安装,再将不同给料机型号定好尺寸、两端开好槽孔的UPE挡板用M14螺栓固定在角钢上,UPE板可在槽孔内上下调节。安装时保证M14螺栓固定在UPE挡板槽孔底部,该位置为最小调节范围(即给料机最大的排料量),再根据不同物料特性及排料量向下调整UPE挡板高度,减薄料层厚度,调整到该物料能在规定的时间内排完料且不会出现超差现象,达到提高配料称量精度的目的。如图2所示。相关尺寸见表2。

图2 封闭式给料机示意图
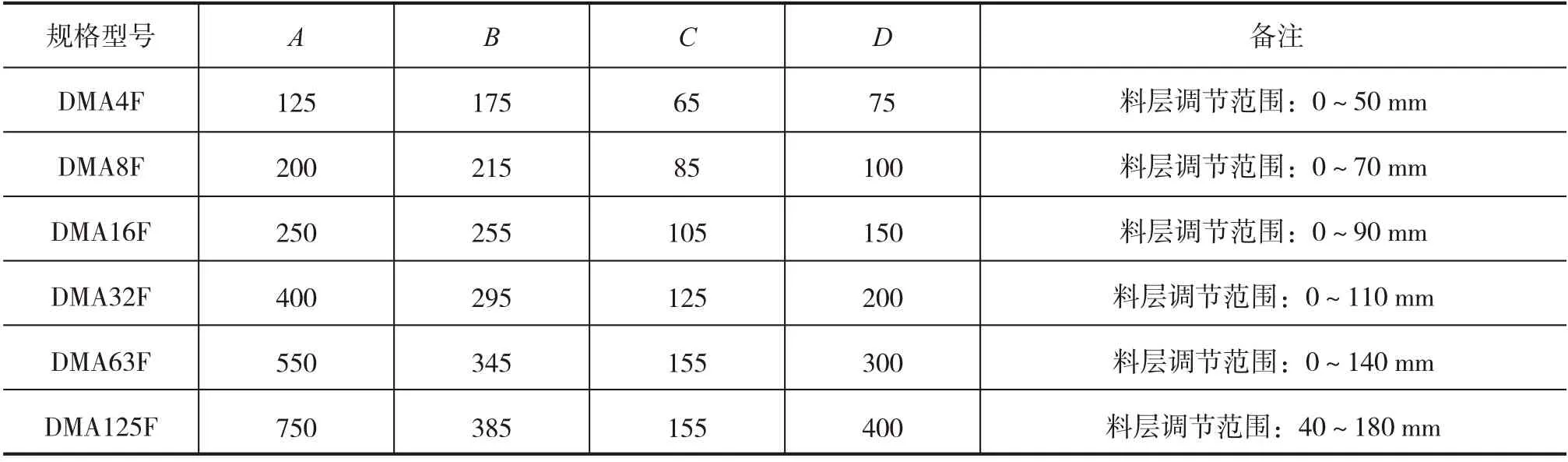
表2 封闭式给料机相关尺寸
1.2 工艺优化
(1)称量精度分为静态精度与动态精度。静态精度是指在静止状态下(即配料完成后),实际配料量与设计配料量之间的误差值。动态精度是指在动态状态下(即配料过程中),实际称量值与设计称量值之间的误差值。在现阶段,国家标准为静态1/1000 FS,动态3/1000 FS(FS =Full Scale满量程)。生产工艺上,将配料称量精度控制并稳定在要求指标之内。称量精度就是要将配料误差控制在一定范围之内。
(2)按照玻璃生产工艺,限料挡板根据不同物料特性及排料量调整高度,减薄物料在振动给料机排料槽中的厚度,料层厚度由调节挡板高度来控制,排料时不出现超差现象。
(3)通过合理调节电磁振动给料机的慢排料量,并缩小称重仪表的分度值,输以调节电流的方式,实现低成本且最大限度提高配料精度。
(4)根据所需给料速度,将限料板沿长通孔抬起至所需高度,然后沿横通孔横移限料板,再将定位通孔挂至螺栓上,以螺母紧固,下方限料板下沿与振动给料机的料道之间即形成给料间隙,可开始给料,并可根据限料板的抬起高度和给料时间,推算出给料量,然后倒推出电子称料仓中需要的补料量。由此可以大大提高电子称量的精确度,尤其是在使用减量法称量时,基本可以消除动态超差量,使后续加料快速而精确。
2 运行效果
(1)通过排料装置的设计改造,解决了在现有的配料工艺及设备状况下,减量法称量过程中电子秤动态超差量过大、超差次数过多的问题;同时解决了电磁振动给料机部分物料易冲料的问题;解决了部分物料因水分大结团而超差的问题;解决了电子秤上添加的部分小料因添加量过少达不到配料精度的问题;解决了部分小料必须使用微型计量螺旋给料机才能保证配料精度的问题。
(2)排料装置安装后,排料给料机安全平稳连续运行,生产能力、噪音等均满足技术要求。
(3)浮法玻璃生产线配料超差值按照中高档玻璃要求控制,见表3(比普通线要求高出约一倍)。排料装置安装后,某900 t/d线配料超差值按中高档玻璃要求控制,超差次数从每天最高50多次降到每天0~2次,见表4。

表3 玻璃生产线配料称量超差值控制要求 kg

表4 某900 t/d线按照中高档玻璃要求进行统计超差次数 kg
从以上数据分析可以看出,该排料装置使用效果后两条线配料超差次数显著降低,提高了称量精度,提升了配合料化学组成的准确度,有利于提高配合料混合均匀度及玻璃质量的稳定。
3 结语
通过配料精度的排料装置的设计改造,采用了限料板,通过DMA电磁振动给料机排料的减量法称量的配料工艺,通过调节电流的方式调节慢排料;而通过减薄DMA电磁振动给料机中运行物料的厚度并缩小称重仪表分度值的方式提高电子秤称量精度的相关技术,实现低成本且最大限度提高配料精度。
