印尼某红土镍矿常压浸出实验研究①
2022-01-06付中梦巩勤学刘勇奇
付中梦,郑 宇,巩勤学,王 杜,刘勇奇
(湖南邦普循环科技有限公司,湖南 长沙410604)
随着国家“双碳”政策的提出,新能源产业迎来了快速发展时期。以镍、钴、锰为主要组成的三元锂离子电池在新能源汽车和3C领域的使用量持续攀升[1],金属镍的需求不断增加。红土镍矿是一种镍品位较低的矿物,常用的处理工艺有火法冶炼和湿法冶炼。近年来,随着国家能耗管控越来越严格,湿法冶炼工艺的运用越来越广泛[2-5]。印度尼西亚矿产品出口政策日趋严格,许多中资企业在印度尼西亚矿产区建设冶炼厂,进行红土镍矿的冶炼[6-8]。本文针对印度尼西亚某矿区的红土镍矿开展硫酸浸出实验研究,以便为该矿的开发提供技术参考。
1 实 验
1.1 实验原料
实验用红土镍矿主要化学成分见表1。红土镍矿中Ni含量1.5%,此外还含有Fe、Cu、Al等金属,可供回收的金属主要是镍和铁。

表1 红土镍矿的主要化学成分(质量分数)/%
红土镍矿XRD和SEM分析结果见图1~2。

图1 红土镍矿XRD图谱
由图1可见,原料衍射峰尖锐,晶型良好。由图2可知,矿物表面相对疏松多孔。

图2 红土镍矿SEM图谱
1.2 实验方法
用天平称取一定量红土镍矿,加入烧杯内,然后加入一定量、一定浓度的硫酸溶液,调成矿浆;安装好热电偶和搅拌桨,按照实验要求控制好搅拌转速、反应温度,达到预设反应时间后,采用抽中空的形式进行固液分离。浸出渣置于干燥箱恒温烘干,称重;分别对浸出液和浸出渣进行分析,计算镍、铁浸出率。
2 实验结果与讨论
2.1 初始硫酸浓度对镍、铁浸出率的影响
浸出温度85℃、液固比6∶1、搅拌转速300 r/min、浸出时间4 h,考察初始硫酸浓度对镍、铁浸出率的影响,结果如图3所示。

图3 初始硫酸浓度对镍、铁浸出率的影响
由图3可知,在实验范围内,提高硫酸浓度,红土镍矿中Ni、Fe浸出率呈上升趋势。结合工业生产实际,考虑硫酸辅料用量、成本等问题,选择初始硫酸浓度300 g/L。
2.2 浸出温度对镍、铁浸出率的影响
初始硫酸浓度300 g/L,其他条件不变,浸出温度对镍、铁浸出率的影响如图4所示。
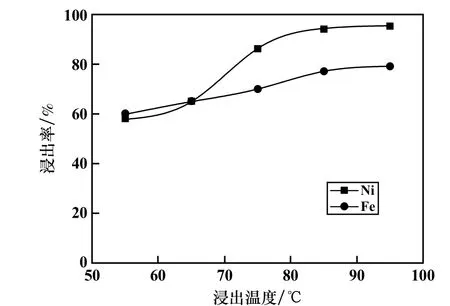
图4 浸出温度对镍、铁浸出率的影响
由图4可知,浸出温度由55℃升至95℃,红土镍矿中Fe浸出率平缓增加,Ni浸出率较快增加。虽然提高浸出温度可以提高浸出率,但考虑到蒸汽升温成本、反应容器耐温性能,选择浸出温度85℃,此时Ni浸出率能达到90%以上,满足工业生产要求。
2.3 浸出时间对镍、铁浸出率的影响
浸出温度85℃,其他条件不变,浸出时间对镍、铁浸出率的影响如图5所示。

图5 浸出时间对镍、铁浸出率的影响
在实际生产运营过程中,物料在浸出反应槽中的反应时间是影响产出的重要指标。由图5可见,浸出时间达到240 min时,Ni浸出率达到90%以上,Fe浸出率也较高;继续延长浸出时间,浸出率提升不明显。选择浸出时间240 min。
2.4 反应液固比对镍、铁浸出率的影响
浸出时间240 min,其他条件不变,液固比对镍、铁浸出率的影响如图6所示。

图6 液固比对镍、铁浸出率的影响
在湿法冶炼生产过程中,液固比是一项重要指标,液固比过低,会导致整个反应体系黏度增大、流动性降低、扩散效果变差;液固比过高,会增加浸出剂投加量,而且会降低浸出液中主金属含量。综合考虑,选择液固比6∶1,该条件符合工业生产要求。
2.5 综合条件实验
通过以上单因素实验,确定较适宜的浸出工艺参数为:浸出温度85℃、液固比6∶1、初始硫酸浓度300 g/L、搅拌转速300 r/min、浸出时间240 min,此条件下进行了综合实验,Ni浸出率97%,Fe浸出率83%,此外,铜、铝在该矿物中主要以氧化物形式存在,浸出率都能达到97%以上。红土镍矿浸出液中含有镍、铜、铁、铝等金属,可采用添加还原铁粉除铜,再采用黄钠铁矾法沉淀除Fe、Al,实现镍的提取。
浸出渣XRD和SEM图谱分别如图7、图8所示。

图7 红土镍矿浸出渣XRD图谱

图8 红土镍矿浸出渣SEM图谱
由图7可知,浸出渣主要成分为铁氧化物、硅氧化物和铁酸镍、铁酸镁。由图8可知,红土镍矿晶型较为稳定,浸出前后形貌无较大变化。
3 结 论
1)硫酸浸出红土镍矿,较适宜的浸出工艺参数为:浸出温度85℃、液固比6∶1、初始硫酸浓度300 g/L、搅拌转速300 r/min、浸出时间240 min,此条件下Ni浸出率97%,Fe浸出率83%,铜、铝浸出率达到97%以上。
2)浸出渣XRD、SEM分析表明,红土镍矿晶型较为稳定,浸出前后形貌无较大变化;浸出渣主要成分为铁氧化物、硅氧化物和铁酸镍、铁酸镁。