异形零件圆锥部分加工工装
2021-12-29岳宗平赵伟伟
岳宗平,赵伟伟
(河南机电职业学院,河南郑州 451191)
0 引言
机械零件的加工方式正在不断改变,零件加工技术在增强,虽然现有技术可加工绝大多数零件,加工方式也非常简便,但是部分异形零件仍然加工困难。部分异形零件加工余量虽然很小,但曲面非常复杂,以现有工装加工起来非常麻烦,且不易加工。现有技术下的类似工件加工装置一般包括顶盘和底盘,挤压模具生产过程中膜孔需要进行双面加工,顶盘和底盘无法高精度对合,导致顶盘和底盘定位精度难以保证,定位困难的问题尤为突出。已有的模具加工装置需要四爪卡盘和内置的定位槽进行定位,能加工一部分工件,在一定程度上提高了加工精度,但该装置需四爪卡盘和内置的定位槽进行定位,结构不够简单,效率不高。另一种数控机床加工方式,对于较大的零件加工有很大优势,但是小零件加工受到很多阻碍,一方面因为利用数控机床加工小型零件加工精度很难把握,另一方面是数控机床加工会增加生产成本且生产效率不高。
1 工装整列结构
异形零件结构与工艺的分析。结构上异形零件形状不一,加工不同的零件需要不同的工装,而且在加工过程中不易将工件放置在工装内,且工装装置复杂,难点在于简化机构,使加工更简便。工艺上异形零件的精度也有要求,不能损坏零件的边角,而且要进行打磨,难点在于如何控制工装装置,使工件在加工过程中免于碰撞和损坏,实现工装与工件的契合。
经过实验与设计,最终实现了对加工工装的简化,整个工装包括本体、工槽、贯穿孔和顶紧件(图1,图2)。本体为圆柱体,本体上设置有与异形零件相配合的工槽。本体上设置有至少2 个贯穿孔,以及用于顶紧异形零件的顶紧件。

图1 待加工件三视图
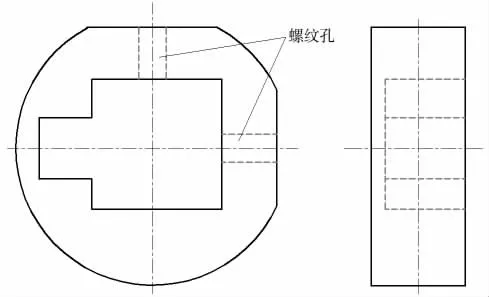
图2 工装二视图
2 工件加工过程
使用上述整列结构工装加工工件,包括2 个步骤:①放置,先将工件放在本体上设置的与异形零件相配合的工槽,工槽的厚度与异形零件去除凸出部分的深度一样,且工槽的阴角为开口;②顶紧,本体上设置有至少2 个贯穿孔,以及用于顶紧异形零件的顶紧件,顶紧件的一端穿过贯穿孔顶紧异形零件,相邻贯穿孔之间成90°设置。
优选的一种实施方式,在加工过程中先将用于支撑工装的挡板固定在加工工装上,其中本体为圆柱体且设置有与异形零件相配合的工槽,工槽形状与所需加工的零件形状相似,与之不同的是工槽的阴角为圆弧形开口,设置开口是为了放置工件在工装内时,避免由于所制作的工装模具精度不高导致工件的边角磨损或损坏,而且工槽的厚度与异形零件去除凸出部分的深度一样。本体上设置有2 个螺纹孔,2 个螺纹孔成90°布置,其中一个螺纹孔的中心线与异形零件圆柱体端面上的第一中心孔的中心线同线。用于顶紧异形零件的螺杆,螺杆的一端穿过螺纹孔顶紧异形零件,可以保证工件在加工的时候不会因松动而导致加工失败。
在加工时,将异形零件放入工槽中,优先顶紧异形零件的圆柱体端,待圆柱体端顶紧后,再将异形零件的另一面顶紧,将放置有异形零件的加工工装固定在加工中心,以凸出部分的第二中心孔为定位中心进行加工即可。该加工工装操作简单,加工所需时间短,经使用后效果良好,比四爪卡盘结构的工具结构简单,且效率明显提高。
3 工艺过程
一种异形零件圆锥部分加工工装,用于加工特定形状的异形零件,异形零件包括圆柱体以及与圆柱体结合的立方体,立方体的侧面上有凸出部分,需要将该凸出部分加工为圆锥体部分。本实用新型提供的加工工装仅在加工圆锥体部分时使用;加工之前,该异形零件的圆柱体端面设置有第一中心孔,需要加工的凸出部分的端面上设置有第二中心孔,第一中心孔的中心线即为异形零件的中心线。
加工工装包括本体,本体上设置有与异形零件相配合的工槽,工槽的厚度与异形零件除去凸出部分的深度一样,工槽的阴角为开口,开口用于防止异形零件的边角损伤,在放置异形零件时,异形零件的阳角位于开口中,阳角不与任何部位接触,可防止异形零件的边角损伤。在加工异形零件时,本体需要固定在加工中心上,为使本体更容易被固定,本体为圆柱体。
本体上设置有至少2 个贯穿孔,以及用于顶紧异形零件的顶紧件,其中一个贯穿孔的中心线与异形零件上圆柱体端面的第一中心孔的中心线同线,相邻贯穿孔之间成度角设置。顶紧件的一端穿过贯穿孔顶紧异形零件,贯穿孔以及顶紧件用于将异形零件固定在工槽中,防止其在加工时移位。贯穿孔和顶紧件配合使用。顶紧件和贯穿孔为顶针以及与顶针配合的顶针孔,也可以为螺纹孔和与螺纹孔配合的螺杆。本体的一侧设置有挡板,挡板用于支撑异形零件,防止其在加工时移位。挡板可固定在加工工装上,也可以设置为可拆卸式的或者可抽出式的。
该加工工装只用于加工该异形零件的圆锥体部分,在加工之前,该异形零件的圆柱体端面上设置有用于定位的第一中心孔,需要加工的凸出部分的端面上设置有用于定位的第二中心孔,从而实现对工件的加工。与其他加工方式不同的是,该实例中用于支撑异形零件的挡板不是固定在加工工装上的,在使用之前,需要先把挡板放置在加工工装的下面支撑异形零件,之后将异形零件放入工槽中,最后将放置过异形零件的加工工装固定在加工中心,以凸出部分的第二中心孔为中心进行加工即可。该加工工装操作简单,加工所需时间短,经使用后效果良好,比四爪卡盘结构的工具结构简单,且效率得到明显的提高。
用于支撑工装的挡板固定在加工工装上,本体为圆柱体,本体上设置有与异形零件相配合的工槽,工槽的阴角为圆弧形开口,工槽的厚度与异形零件除去凸出部分的深度一样。本体上设置有2 个螺纹孔,2 个螺纹孔之间成90°,其中一个螺纹孔的中心线与异形零件圆柱体端面上的第一中心孔的中心线同线,以及用于顶紧异形零件用的螺杆,螺杆的一端穿过螺纹孔顶紧异形零件。
在加工时,将异形零件放入工槽中,优先顶紧异形零件的圆柱体端,待圆柱体端顶紧后,再将异形零件的另一面顶紧,将放置过异形零件的加工工装固定在加工中心,以凸出部分的第二中心孔为中心进行加工即可。该加工工装操作简单,加工所需时间短,经使用后,效果良好,且该装置比四爪卡盘结构的工具结构简单,且效率明显提高。
4 结束语
本文提供的加工工装包括本体,以及本体上设置有与异形零件相配合的工槽和螺纹孔,工槽的阴角为开口;工槽的厚度与异形零件除去凸出部分的深度一样;本体上设置有至少2 个螺纹孔,其中2 个螺纹孔之间成90°,其中一个螺纹孔的中心线与异形零件的中心线同线;用于顶紧异形零件的螺杆,螺杆的一端穿过螺纹孔顶紧异形零件。所述工槽的阴角为圆弧形开口,所述本体的一侧设置有挡板。在实现异形零件机加工的同时,简化了加工所需的装置,对异形零件起到了保护作用,提高了加工的效率,节省了加工所需的时间。
