高能效隧道窑及自动化装卸设备的研究应用*
2021-12-24吴俊良
吴俊良
(佛山市德力泰科技有限公司 广东 佛山 528137)
前言
发泡陶瓷原料由工业废弃物(如瓷砖的抛光废料、矿渣、钢渣等)、低质粘土(包括淤泥)和无机发泡剂(如碳化硅粉等)等组成,通过高温发泡形成多孔结构(闭孔,含水率接近0,体积吸水率小于1.5%),达到要求的保温隔热、消音、防水、防潮、防霉等性能,属于绿色环保材料,主要用于建筑墙体(尤其是装配式建筑物的隔墙板和外墙隔热层,导热系数可低于0.10 w/m·k,燃烧性能达到国家耐火材料A1级)、冶金行业保温、防腐、地铁站消音等行业,是“变废为宝”的新材料。
佛山市某科技有限公司是发泡陶瓷生产装备的重要供应商,也是制订《发泡陶瓷单位产品能源消耗限额》和《发泡陶瓷隧道窑》等行业标准的主要参编单位。笔者早在2011年就为江苏一方科技发展有限公司研究、制造了“双子星隧道窑”,并于2012年获得了2件授权专利:“一种新型节能隧道窑烧成系统”(专利号:ZL201220027451.0)、“一种轻便、节能的隧道窑窑车”(专利号:201220027901.6),可以说是发泡陶瓷产业化及其配套装备发展进步的见证者,下面将根据现有情况、结合自身体会和设备应用情况进行介绍,以供同行参考。
1 发泡陶瓷的主要生产工艺
不同企业的原料配方和生产工艺会有所区别,下面以国内某发泡陶瓷企业的情况为例进行介绍:
该企业的发泡陶瓷原料主要为陶瓷砖的抛光废渣(抛光磨头的碳化硅也是发泡剂之一),辅助发泡剂,经过精准称重、配料再以宽皮带输送到球磨机、加水后研磨到工艺要求的细度时采用压缩空气加压并快速放入浆池,接着通过隔膜泵或柱塞泵抽出过筛后(少量产品需要除铁)进入存浆池进行混合、均化,然后送到中转浆池待用,此阶段属于浆料制备工序。
制粉时,用柱塞泵将中转浆池的泥浆送到喷雾干燥塔用600 ℃左右的热风进行干燥和造粒,过筛后由宽皮带送入料仓存放及陈腐待用,此阶段为制粉工序。
陈腐合格的粉料由宽皮带送到布料机对窑车上的每层模框(由垫板、围边板等窑具拼接而成,上面铺高温陶瓷纸防止粉料熔化后粘板、腐蚀和损坏垫板,以碳化硅支柱、梁作为支撑)进行装料、布料,再由步进机通过轨道将装载粉料的窑车送到窑内烧成。出窑后由卸围边机自动卸围边、卸板机自动卸下烧好的发泡陶瓷板,结束后重装围边,放上新的陶瓷纸,由窑车运行到装料位置继续布料,如此循环往复,每天24 h连续生产。
卸下的发泡陶瓷板材经多层叠装于轨道式托盘架上送去冷加工,如板面铣平,根据用户需求切割成不同规格、形状、进行开槽和表面装饰(如涂层、粘结花纹、加工成复合结构)等。冷加工过程的表面水需要进行干燥,然后才能包装、储存、发货出厂。
从生产流程看,浆料、粉料制备过程比较复杂,如果发泡陶瓷企业能够借鉴瓷砖干法造粒工艺,相信既可以减少工序,也能大幅降低制造成本。
生产工艺流程参见图1。

图1 发泡陶瓷主要生产工艺
2 高能效隧道窑及自动化装卸设备
上图1中的大多数设备、工艺与陶瓷砖、日用瓷等生产类似,如原料制备、制粉工序、冷加工等是比较成熟的,但由于该产品烧之前为粉料,装载于铺有陶瓷纸的窑具上,经过高温烧成为液相,在发泡剂的作用下形成闭孔,冷却后结块形成板材,因此装料、卸板和烧成工艺及装备与传统生产模式有明显差异,需要重新开发。早期的隧道窑只能装单层,产量小;布料和卸板为“机械+人工”的方式,卸围边全部是人工,存在用人多、效率低、布料不均、卸板过程损耗大等问题。德力泰公司通过不懈努力,终于研究出“高能效隧道窑及自动化装卸设备”解决了这些问题,已取得了获得用户认可的良好效果,下文将重点介绍一下在这方面的装备技术。
图2为发泡陶瓷烧成区域的平面布局示意,主要表达了布料环节Ⅰ、烧成窑炉Ⅱ、卸板工序Ⅲ及冷加工等设备。

图2 发泡陶瓷烧成区域平面布局示意
2.1 自动布料机
针对面积大的板材(如3000 mm×1 800 mm等),设置移动架、料斗、传输机构、布料机构、托渡机构、平移送料机构、翻转斗、左右刮料机构(位于输送皮带与翻转料斗之间)、料位检测等装置。工厂的料仓放料至升降翻转料斗,当盛料至预设料位后,由料位探针发出信号,则料仓停止放料。当窑车到达预定位置后,平移滑板机构带动升降翻转料斗、皮带布料机开始整体向窑车方向行进(由已经伸入每层空间位置、带辊轮的托渡机构支撑,以防止悬空的布料机无下垂和变形),到达预定位置后升降料斗降至合适高度(即满足布料厚度),翻转料斗翻料至皮带机,由皮带机带动粉料进入窑车模框内腔。当翻转斗内料位传感器感应到料后,布料输送带向后退开始布料。此时平移滑板机构左右移动,将料均匀的刮到整个翻转斗上,布料完成输送带退回原位,液压支撑机构回位,同时完成了每层的布料。结束后再布下一辆窑车,如此往复,每天不间断工作,能够确保窑炉连续烧成。窑车定位及布料机动作与窑炉回车线配套系统联锁,以保证设备运行安全。
主要技术参数:
装料层数:3层;
布料周期<2.5分钟/次(24小时连续运行);
平面度≤1 mm(以红外线水平仪检测);布料平整、无明显痕迹、四边无缺料、无堆积;
尾料,末端500 mm宽度范围堆积高度≤2 mm;末端30 mm宽度范围堆积高度≤30 mm;
每层布料宽度、高度可根据实际需要独立进行调节;整个过程基本无需人工干预,见图3、图4。
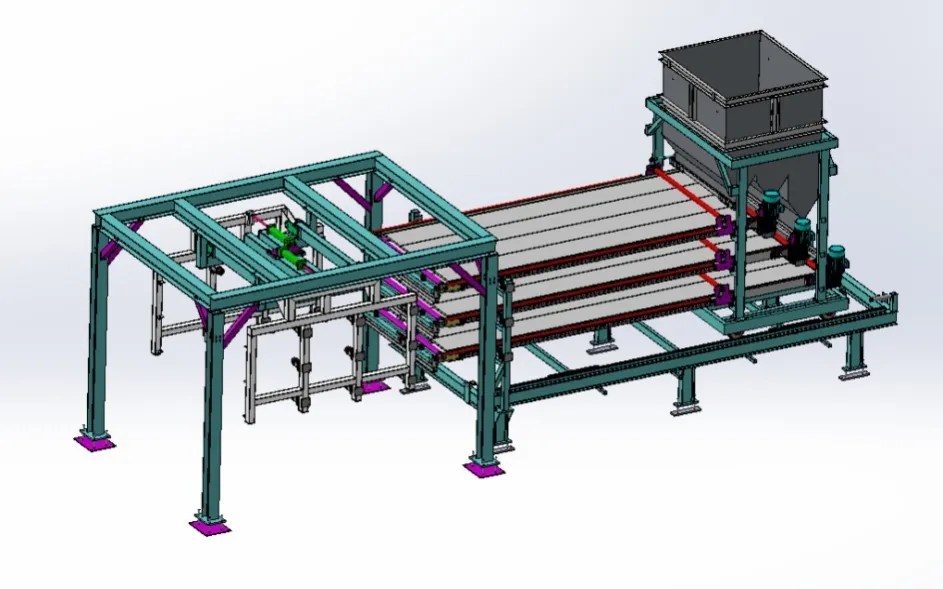
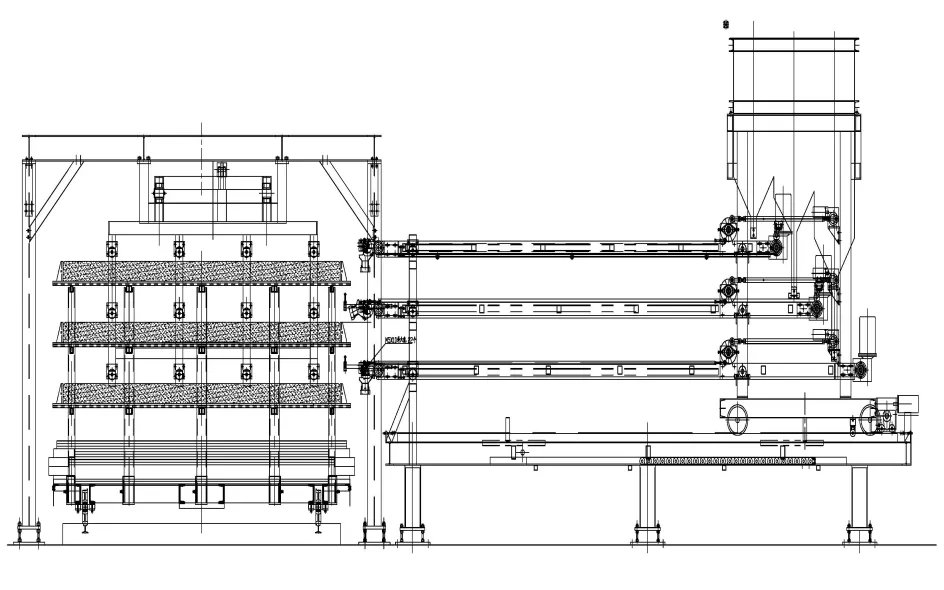
图3 布料机结构示意图
2.2 隧道窑
发泡陶瓷板及配套窑具以砌筑有耐火保温层的窑车金属框架承重,与辊道窑辊棒的两个支点承重相比,隧道窑的承载能力较强,并且仅仅是窑车移动,产品处于相对静止的状态,有利于产品质量稳定,因此本项目采用隧道窑烧成。该隧道窑的每辆窑车上装载3层产品,与现有装烧单层的结构相比,产量翻了3番。
针对窑炉结构,根据发泡陶瓷由粉料熔化后发泡而成的工艺特点,进窑后不存在坯体开裂的问题,具有在窑具承受范围内可以快速升温的优势,因此一进窑的温度就达到300 ℃以上,并在窑车运行过程中短时间内升至最高烧成温度,可以大幅缩短烧成过程;但由于该产品保温性能较好,降温后内部热量难以释放,内外温差大,控制不好极易开裂,因此将冷却带的长度比例提高到整体窑长的65%以上(常规陶瓷冷却占比在40%以内),即在窑长不变的情况延长冷却时间(缩小产品内外温差,减少应力),以最大可能缩短烧成周期,增大产量。

图4 布料机应用情况局示意
该窑每天的有效产量可达250 m3,单位产品的耗气量仅为80 Nm3~85 Nm3[或(225.85~240) kgce/t板]。与现有同类产品相比,国内大部分单线产量仅为150 m3,低的在100 m3以下,该窑可增产67%,与单位燃耗超过105 Nm3(高的在120 Nm3以上)的产品相比,该窑的节能幅度超过了20%,能够为国家“2030年、2060年分别实现碳达峰、碳中和”的目标贡献一份力量,见表1、图5~图7。

表1 项目隧道窑主要参数

续表1 项目隧道窑主要参数

图5 项目隧道窑分区示意
2.3 卸板机

图6 隧道窑及窑车运行情况
针对卸板,采取无需拆卸上层硼架的卸板机构进行。设有机架、上层夹板系统、下层升降系统、滑移托轮机构、托板平移机构等,当窑车带着发泡陶瓷板进入准确的卸板位置后,下层升降系统连同滑移托轮机构、托板平移机构一起下降到上层发泡陶瓷板下方的位置。上层夹板系统下降,由夹臂将上层发泡陶瓷板夹起并升降一定的位置。此时下层升降机架上的两套滑移托轮机构分别由外向内对中,滑移机构到位后,同样下层升降架上的托板平移机构移向上层发泡陶瓷板的下方,此时上层夹板系统下降将上层发泡陶瓷板放到托板机构上,并由托板机构移出,再由后继的机械手堆放发泡陶瓷板,完成后滑移托轮机构退回。以此动作完成下面几层发泡陶瓷板的卸板工作,卸完后空窑车离开。
卸板周期<2分钟/块,能够满足该窑的产量要求。卸发泡陶瓷板时,不需要拆每层的垫板,效率高,破损少。
窑车定位及卸板机动作与窑炉回车线配套系统联锁,防止窑车、窑炉出现故障时,卸板机出现误动作,见图7、图8。

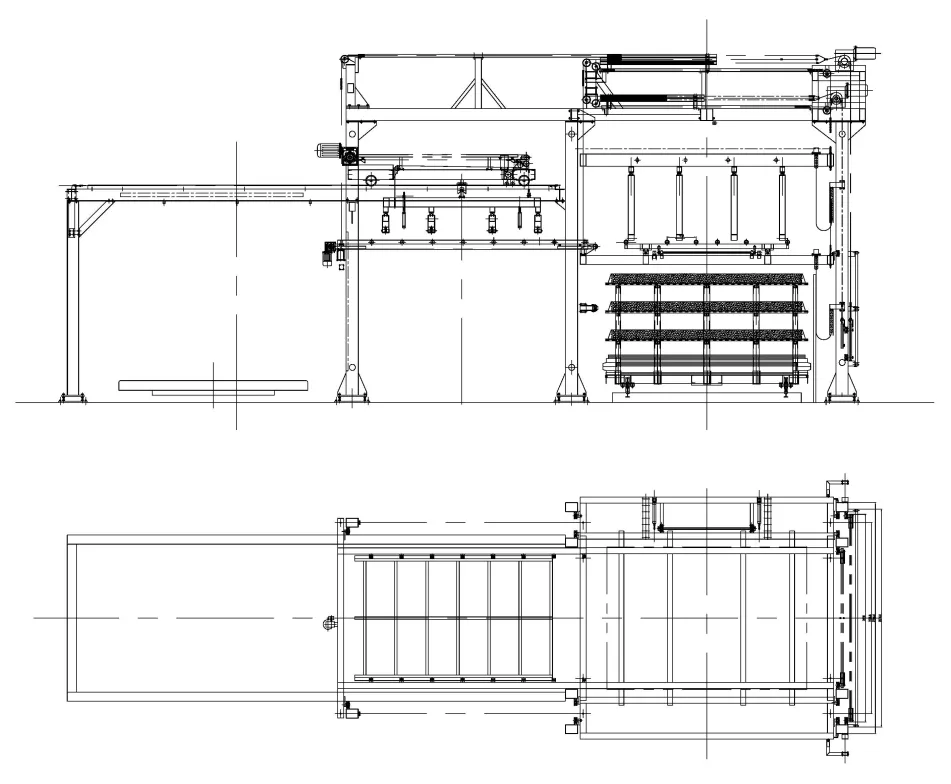
图7 卸板机结构示意图
3 项目产品主要创新点
该项目产品已获得多项专利,大部分结构为公司独创,具有完全自主知识产权。主要创新点如下:
3.1 开发出多层装载结构,达到了单条窑产量翻番,综合能耗低的目的
传统发泡陶瓷隧道窑以装载单层为主,产量较低,而该窑装载多层,由穿过耐火保温层直插窑车金属座的碳化硅支柱和主梁、次梁、垫板等组成的、结构坚固稳定的多层装载架装载产品,在同一窑车上每增加1层则产量可翻倍,因此产量大。
当窑车每次进入窑内烧成后,其耐火保温层见火面、装载架的温度与坯体一样吸热升温,烧好后降到出窑温度,然后再装粉料入窑烧成,如此不间断循环生产。在同等条件下,装载3层的窑车每次进出消耗的热量比单层少了3/2(单层产品时,窑车自身带出的热量与产品消耗的热量折算为1∶1,装载3层时,窑车耐火保温层厚度、重量、散热量与单层接近,相当于窑车消耗的热量仅为产品的1/3),加之产品因层间距减小传热效率更高、窑体散热占比减小等因素的影响,单位产品的能耗下降。

图8 卸板机应用情况
3.2 研发出三层加热控温结构和冷却技术,使窑内温差小、每层产品发泡均匀,合格率高
设置多层烧嘴,火焰通过每层之间、窑内顶部和底部的空隙(通道)内加热,解决了层与层之间的温差问题;采用长、短焰、大功率烧嘴结构,解决了每层截面温差问题。具有产能大、烧成快、质量好、合格率高、能耗低的特点,项目综合技术处于国内领先水平。而现有发泡陶瓷窑炉以单层装烧为主,产量与合格率都较低。
动态心电图检查采用美国BMS动态心电分析系统,无症状性心肌缺血的诊断标准为:①ST波段呈水平型或下斜型的下移,下移距离达到0.1 m V;②ST波
将冷却带的长度比例提高到整体窑长的65%以上,通过延长冷却时间的技术方案来减少“冷裂”风险(提高窑头温度,加大粉料升温强度,减少烧成时间)。而常规陶瓷的冷却比例在40%左右。
在冷却结构上,根据产品特点和工艺,分区并采用不同的冷却方法,如在急冷区、尾冷区侧墙内纵向均匀设置带阀的支管,对准每层之间、窑内顶部和底部空隙交错吹风,在缓冷却区顶部截面纵向设置数根换热管间接冷却,以多个抽风罩集中抽取上逸的热气,侧壁采用对抽方式,确保在符合冷却工艺的条件下缩小温差,防止产品开裂。
3.3 研制了减少窑头漏风的双窑门结构,节电且窑压稳定
在窑头设有进车置换室和双道窑门,具体由置换室密封框架、1号窑门、2号窑门和窑门升降系统组成。当托车将布好粉料(发泡陶瓷板由粉料经高温熔融、发泡、冷却后形成多孔的板状材料)的窑车送入隧道窑入口后,由行程开关或光电感应开关提供电信号给2号窑门控制系统,与窑体相连的2号窑门关闭,与外界相通的1号窑门打开,托车送入窑车后,1号门关闭,2号窑门打开,完成窑车进窑置换,过程中隧道窑入口始终与外界处于封闭状态,避免了窑车进入窑内过程中窑外的漏风影响排烟抽力和增加风机功率,达到节电和稳定窑压的目的。
同类窑炉,窑车进入窑头过程中窑压波动较大,造成产品质量不稳定。
3.4 研究出窑外预混技术,解决了风气混合不均的问题,省气
燃烧时,助燃风与燃气混合越均匀、风、气越接近理论配比,效果越好,也更省气。该项目采取窑外和烧嘴内同时进行的二次混合方式,达到了该效果。而现有烧嘴大多采用一次混合的结构或极少数窑炉在烧嘴内部二次混合的方式,存在混合不均、燃烧不完全造成燃耗高的问题。
3.5 开发出自动装卸结构技术,实现了发泡陶瓷流水线、自动化生产,效率高且节省人工
针对面积大的板材,采用同步伺服电机、V形带结构、移动式布料技术和翻转料斗左右刮平结构,通过设置的路径、时间移动布料,保证每点、线、面的布料量一致。运行平稳、定位精准、布料均匀。现有结构布料不均,需要人工耙平。
针对发泡造成的不规则大型板材(非机加工件,因布料、温差等因素,高温发泡形成的板材难以保证每边的每点、面为直线状态,会出现凹凸、弧形边等情况),采取多个对夹式结构,通过气缸控制,每对同时动作夹住板材,根据板材尺寸自动张紧,上升后放入自动平移到板材底部的托架上再移走。即使板材尺寸不一,也可确保每个对夹机构夹住板材;由于这个对夹式结构仅需上升和下降一点距离,而板材放到另一个平移式托架上,整个过程非常平稳,几乎不会出现滑落或破损的情况,大大提高了产品合格率,卸板效率也很高。而现有结构为机械式,夹板升降后平移,若高温烧成后的板材形状不规则,有时直接夹破板材,有时由于未夹紧导致平移过程脱落摔坏,给陶瓷企业造成较大损失。
4 结语
利用工业废渣生产用于建筑物隔墙、保温、消音等用途的发泡陶瓷板是国家大力支持的资源循环利用型好产品,但与外墙保温的苯板、棉板、泡沫板或采用空心水泥砖、高压蒸汽砖等隔墙相比,高温烧结的发泡陶瓷板在造价、产量上不占优势,已成为制约行业发展的主要障碍。只要陶瓷、陶机企业继续努力,在生产工艺技术上获得进一步突破,如制粉采用干法造粒技术,简化工艺,确保节电省气;在满足隔墙基本性能的条件下适当减小导热系数,以缩短烧成周期、增加产量;;在布料、烧成温差等方面精细化控制,减少抛面、切割带来的损耗;研究绿色环保、低碳节能的制造工艺和装备技术等等,从多个环节入手解决制造成本、产量等难点,相信发泡陶瓷板的市场前景会更加广阔。
