空分分子筛运行分析及保护措施
2021-12-23刘德清
王 伟,刘德清
(中海石油天野化工有限责任公司,内蒙古呼和浩特 010070)
1 概 述
中海石油天野化工有限责任公司(简称天野化工)化肥装置设计产能为300kt/a合成氨、520kt/a尿素,配套空分装置设计氧气产能为22950m3/h,氧气供给气化系统,天然气与氧气及蒸汽通过烧嘴在气化炉内部进行部分氧化反应,生产以CO和H2为主的合成气。
天野化工空分分子筛吸附器(A2626A/B)装填的吸附剂有条形分子筛和球形氧化铝两种,条形分子筛、球形氧化铝装填量分别为35000kg、14400kg,装填形式为分层装填,下部装填球形氧化铝、上部装填条形分子筛。球形氧化铝的主要作用是吸附空气中大量的水分,条形分子筛的主要作用是吸附微量水分、全部CO2以及部分有机气体。条形分子筛和球形氧化铝生产厂家建议使用寿命均为5a,一般企业实际使用寿命大致在5~7a,天野化工实际使用寿命最长均达9a;若使用条件受限,如发生进水或酸性气中毒等事故,条形分子筛和球形氧化铝就会粉化,其使用寿命会大幅缩短,严重时需停车更换。
空分分子筛系统工艺流程如图1。空分分子筛在高压低温下吸附、在低压高温下解吸(自预冷系统来的干燥空气通过程控阀进入分子筛吸附器,一台吸附器吸附时另一台吸附器再生;再生气为低温冷箱出来的污氮气,通过加热器加热至250℃后经由程控阀进入吸附器中对吸附剂进行再生,再生后的气体通过管道出系统后放空至大气中),利用选择性吸附原理等将空气中的水分、CO2、乙炔等碳氢化合物清除,经吸附剂吸附后的空气露点可达-70℃,CO2含量控制在1×10-6以下、CH4含量控制在20×10-6以下、乙炔含量控制在0.01×10-6以下,合格的工艺空气进入低温冷箱。天野化工空分分子筛系统一个运行周期为2.8h,分子筛的吸附、再生及切换均由程序自动控制。
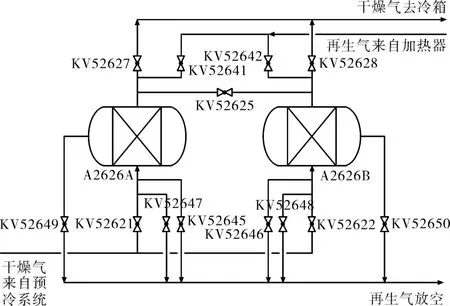
图1 空分分子筛系统工艺流程简图
2 空分分子筛系统运行情况
2.1 空分分子筛历年装卸情况
天野化工合成氨装置自1996年投产以来,空分分子筛系统条形分子筛和球形氧化铝共计更换过3次,分别在2005年8月(更换时分子筛运行年限为9a)、2011年8月(更换时分子筛运行年限为6a)和2021年1月(更换时分子筛运行年限近9a),2004年6月发生过一次干燥空气带水事故,因发现及时未造成大的影响。空分分子筛系统条形分子筛、球形氧化铝生产厂家均为上海环球分子筛有限公司;惰性瓷球装填在最底部,起支撑和分布气体的作用,装填量为6000kg。空分分子筛历年更换/装填情况见表1。
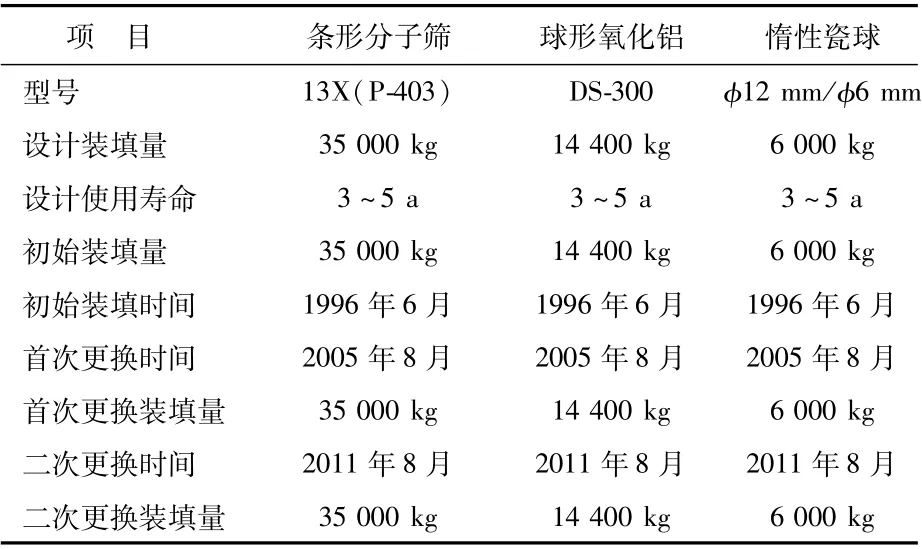
表1 空分分子筛历年更换/装填情况
第三炉空分分子筛装填于2011年8月,使用期间2016年系统停车5个月(0.42a)、2017年系统停车3个月(0.25a)、2018年系统停车1.5个月 (0.13a)、2019年系统停车1个月(0.08a),截至2020年12月,第三炉空分分子筛实际运行时间为8年零8个月(8.67a),远超厂家设计使用寿命。
2.2 分子筛运行参数分析
2.2.1 分子筛吸附及再生过程
空分分子筛系统设计为2 台吸附器(A2626A/B),一台运行时另一台再生,运行和再生时间(切换周期)为2.8h。运行时分子筛设计入口温度为8℃、设计出口温度为12℃,实际运行时分子筛入口温度在8~11℃、出口温度在12~17℃。
空分分子筛再生过程设计为九步——预泄压、泄压、预加热、加热、冷吹、预均压、均压、预切换、切换;其中,第四步为加热——用0.98MPa蒸汽加热再生气至160℃以上进行热再生,第五步为冷吹——用3.3℃的再生气将分子筛床层冷却至30℃以下。这两步属于再生过程中的关键步骤,直接决定了分子筛再生效果的好坏。随机抽取第三炉空分分子筛投运以来再生过程中的加热峰值、冷却峰值,具体见表2。可以看出:在加热峰值几乎不变的情况下,冷却峰值逐年上涨,表明分子筛的吸附效果在下降。
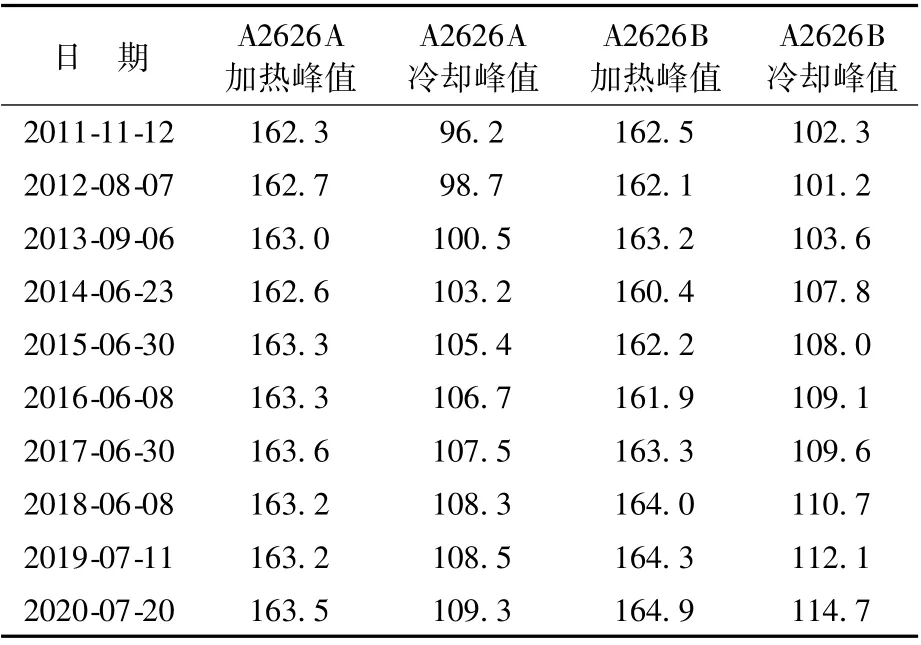
表2 第三炉分子筛再生过程加热峰值与冷却峰值 ℃
2.2.2 泄压、加热结束时吸附器出口温度
随机抽取第三炉空分分子筛投运以来再生过程中泄压、加热结束时分子筛吸附器出口温度数据,具体见表3。可以看出:泄压、加热结束时吸附器出口温度逐年上涨,表明分子筛解吸能力越来越弱,也就意味着分子筛吸附深度越来越差,最终影响分子筛的吸附效率;因分子筛吸附能力下降,再生过程中所需热量就会减少,最终冷吹温度会上升,分子筛吸附效果变差。
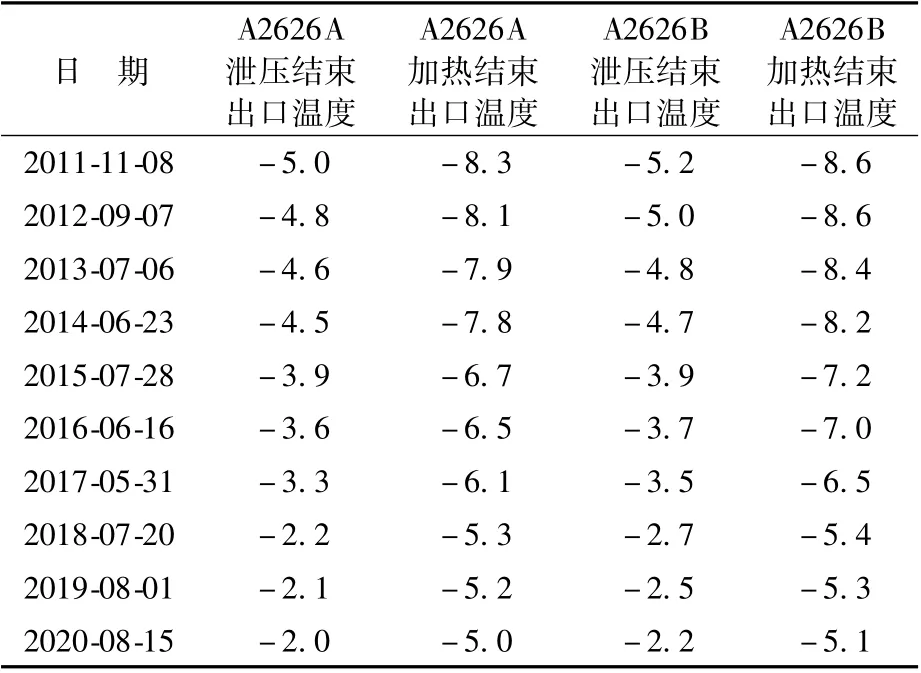
表3 泄压、加热结束时分子筛吸附器出口温度 ℃
3 分子筛运行的影响因素
(1)分子筛浸水。分子筛使用寿命在很大程度受工艺条件的影响,第三炉空分分子筛在近9a的运行中操作控制较好,没有发生浸水、浸酸等污染事故,未影响分子筛的正常使用寿命。
(2)分子筛底部筛网破损、塌陷。2013年装置小修、2014年装置大修、2016年装置大修、2017年装置冬季停车检修等四次检修时,未发现分子筛上部塌陷,表明筛网未破损;这四次检修期间均对分子筛进行了少量补加,并把上部摊平,以保证气流正常分布,防止发生偏流。
(3)分子筛粉化、塌陷。平时在分子筛底部导淋处检查分子筛再生气无粉末,表明分子筛无粉化现象。2018年1月装置冬季检修时,打开分子筛吸附器(A2626A/B)人孔进行检查,分子筛粒度完整,无粉化现象,但偶有颗粒表面粗糙和颗粒断裂现象(程度轻而无需处理);底部导淋处未见条形分子筛及球形氧化铝泄漏,表明底部筛网完好,无泄漏;顶部平整无异常,表明气流分布正常,无偏流。
(4)分子筛再生不彻底。分子筛再生时,需保证再生温度和时间,再生加热温度控制在200℃以上,冷吹时间必须保证其温度降至常温,分子筛再生不彻底、(系统停车)分子筛放置时间过长等,均会影响分子筛的吸附质量与效果。2016年装置大修后,分子筛放置时间超过7个月,2017年冬季装置停车后停运3个月,停车前虽经加热再生及防冻处理,但由于当时再生气量小(正常气量23000m3/h,当时因使用仪表空气再生,实际再生气量非常小,只有1000 m3/h)、压力低,再生过程中发生气体偏流,部分分子筛再生并不彻底或未再生,为此,我们采取在吸附器罐体外部增设伴热和保温设施的保护措施(以保证冬季吸附器内温度为常温,防止含水条形分子筛和球形氧化铝冻裂粉化),系统重启后分子筛吸附效果未下降。
(5)分子筛充压或泄压快,分子筛粉化。分子筛充压或泄压必须按照程序进行,并自动切换再生。每天切换后泄压时,检查底部导淋处未发现分子筛粉末,表明分子筛未出现粉化现象。
(6)上游预冷系统温度太高,导致分子筛入口温度高。当前2台分子筛吸附器的运行参数均在许可范围内,但吸附器出口温度较设计值稍高,原因是夏季空分预冷系统深冷水达不到设计温度5℃(一般偏高1~2℃),以及2018年水冷塔喷头堵塞严重致预冷系统深冷水温度偏高3℃左右,继而导致分子筛吸附器入口温度基本上在9~11℃,较设计值8℃略偏高。
4 延长分子筛使用寿命的保护措施
(1)严格按照切换周期切换分子筛吸附器,执行分子筛吸附器切换记录确认表;关注分子筛再生过程中的加热峰值与冷却峰值,中控(人员)记录每一次加热与冷吹峰值;编制分子筛吸附器切换记录表,对分子筛吸附器切换过程进行监控并记录有关数据,同时对发现的问题及时进行处理。
(2)中控每小时查看1次分子筛DCS画面,检查出口空气中CO2、CH4微量变化情况;中控与现场岗位每班执行冷箱检查表;定期校验分子筛出口CO2含量检测仪,中化(人员)定期分析分子筛出口CO2含量,并与CO2含量检测仪示数对比。
(3)在保证后工段需要的情况下,按需控制空分装置负荷;分子筛底部疏水器定期检查,保证疏水畅通;上游预冷系统保证洗涤降温正常,控制预冷塔液位正常,保证气体不带水。
(4)停车后必须打开人孔检查分子筛顶部,确认有无塌陷,并平整顶部,必要时补充分子筛;冬季停车必须对未再生分子筛吸附器罐体外部增设伴热和保温(设施),防止含水条形分子筛和球形氧化铝冻裂粉化;冬季停车必须对未再生分子筛用干燥空气或氮气进行再生。
(5)分子筛吸附器开人孔检查后,必须及时封人孔,不过夜,防止晚间下雨雪或长时间开人孔而致空气中水分被分子筛吸附;雨天或空气湿度大时,严禁打开分子筛吸附器人孔检查。
5 结束语
空分装置是气头或煤头合成氨装置、甲醇装置或煤化工装置等的龙头,必须进行安全分析,并采取保护措施保证其安全、稳定、优质运行,尤其是对分子筛的保护须做好做到位,若分子筛对空气吸附不合格,会使分子筛出口空气中带水或带CO2进入冷箱,容易结冰(或干冰)堵塞低温管线,严重时会冻裂低温管线,此种情况下检修周期长(约1个月),将严重影响企业的生产经营与经济效益。天野化工有20多年的空分分子筛运行经验,尤其是第三炉空分分子筛使用近9a(第四炉空分分子筛于2021年1月完成更换),实际使用寿命远超厂家设计使用寿命,表明天野化工在空分分子筛使用过程中采取的安全保护措施是有效且到位的,可为业内空分分子筛的运行与保护提供一些参考与借鉴。