北京大兴机场线隧道段移动式闪光焊焊插短轨技术
2021-12-22牛瑞达
牛瑞达
(铁科院(北京)工程咨询有限公司,北京 100081)
1 引言
无缝线路有着接头少、维修量小、列车运行平稳性高、噪声低等优势,已逐渐成为现代城市轨道交通主要的发展方向。无缝线路施工过程中及列车运营期间,常出现钢轨接头重伤、钢轨擦伤、位移观测爬行量超限等问题,为保证线路满足设计、规范及运营的要求,应及时进行维修处理。针对以上问题,常见的维修处理方式有铝热焊插焊短轨施工、移动式闪光焊焊插短轨施工等。其中移动式闪光焊由于具有焊接质量更稳定、焊接轨头更耐磨的优点,逐渐成为现代城市轨道交通施工常用的一种焊接形式,但其工序更为复杂,对操作人员的技术水平要求更高,因此需要对其施工把控更加严格。本文以北京地铁大兴机场线(以下简称“新机场线”)隧道段轨头损伤修复为例,介绍移动式闪光焊焊插短轨施工流程及其控制要点。
2 施工前准备工作
2.1 焊接参数确定
为保证焊轨作业的合规性、安全性,在正式焊轨前,需先分析焊轨机以及钢轨母材特性,再进行焊轨的试验工作,最后确定焊轨机焊轨时的相关参数。且焊接轨头需经第三方检测机构检验合格后方可进行正式的焊轨作业。同时根据TB/T 1632.2-2014 《钢轨焊接 第2部分:闪光焊接》要求,每焊接200个接头需进行一次生产性检验。
新机场线用60轨钢轨材质为U75V,焊轨机型号为YHG-1200TH。结合其钢轨材质特性、焊轨机型号及工作环境等因素,确定焊轨机工作参数为:设置电压370 V;带电顶锻时间1 s;总顶锻时间6 s;最大顶锻量13.5 mm;顶锻后推瘤时间1 s;推瘤后保压时间11 s。
2.2 施工机具及材料准备
由于新机场线现已开通运营,针对施工期间遗留的轨头损伤问题,需充分利用列车停运的“天窗时间”,由运营单位统一安排施工单位进行维修处理。为确保施工作业顺利进行,在施工作业之前需将所需的工、机具准备齐全。此施工作业之前需准备的工、机具及材料主要有轨道车、移动式焊轨机、移动式正火设备、锯轨机、角向磨光机、电动钢轨仿型打磨机、扣件装卸机、撬棍、轨温枪、探伤仪、插入焊用钢轨(备用轨)、米尺、塞尺等。同时在施工作业期间,应本着作业机具不损坏、有备用的原则。
新机场线轨头损伤维修作业人员及工机具均以磁各庄车辆段为起点进入正线作业区域,作业所用轨道车由地铁运营单位提供,采用机车+平板(焊轨机)+平板(正火设备)+机车的联挂形式,作业人员及工机具材料均由联挂式轨道车承载进入,车辆联挂示意图见图1。
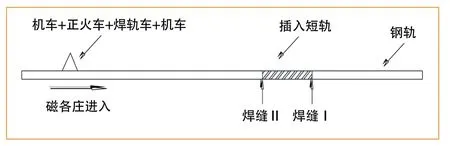
图1 联挂示意图
2.3 施工前人员安全技术交底
由于维修作业多为夜间施工,洞内作业环境昏暗、不同专业队伍可能存在交叉作业等问题,为确保运营线路及作业人员的安全,施工前需由运营单位组织相关人员,进行安全、技术培训交底,交底工作主要包含以下内容。
(1)施工作业前,需将施工技术资料、施工技术参数下发给各作业班组。各作业班组须对其进行学习,达到全体参与人员了解施工作业重难点以及施工任务的要求。
(2)根据实际需求,配足各种使用机具,配置专人提前确认机具能否正常使用。
(3)根据实际需求,配足消耗品(磨片、切片、汽油等)、备用轨等,其中新机场线插焊用轨长度不小于6.25 m。
(4)配置专人调度轨道车,车辆调度前要求施工技术人员与调度人员进行充分沟通,确保现场施工安全;并备齐防护备品,如灭火器(需配备4个以上)等。
2.4 各工序时间安排
以2020年9月29日大兴新城站—草桥站上行,K30+474右股处焊缝(焊缝Ⅰ)修补为例,介绍新机场线隧道内各工序时间安排计划。本次作业插入钢轨长度为7 m,故新增焊缝里程为K30+481(焊缝Ⅱ)。各工序具体时间范围见表1。
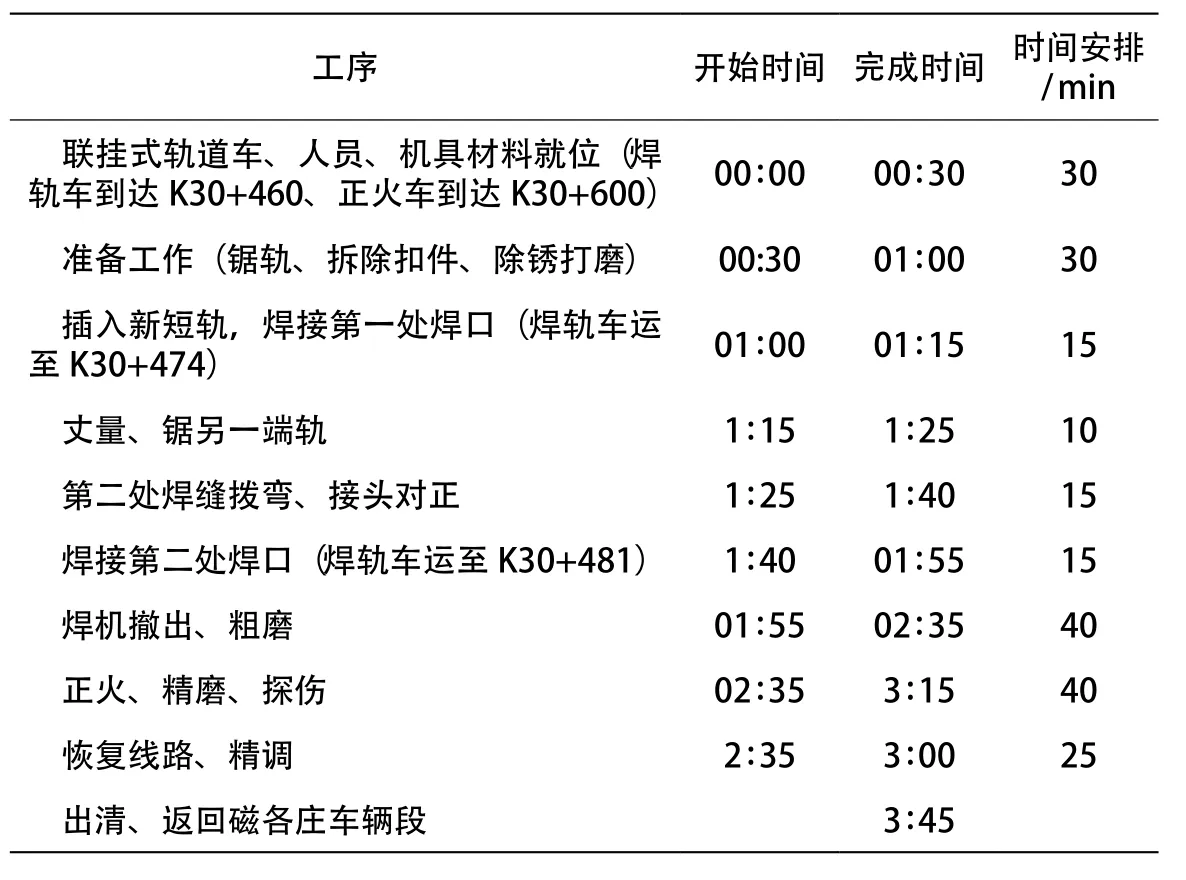
表1 各工序时间安排
3 移动式闪光焊焊插短轨技术施工流程
移动式闪光焊焊插短轨技术施工流程主要有锯轨、除锈打磨、焊接、正火作业等几项,其工序流程见图2。
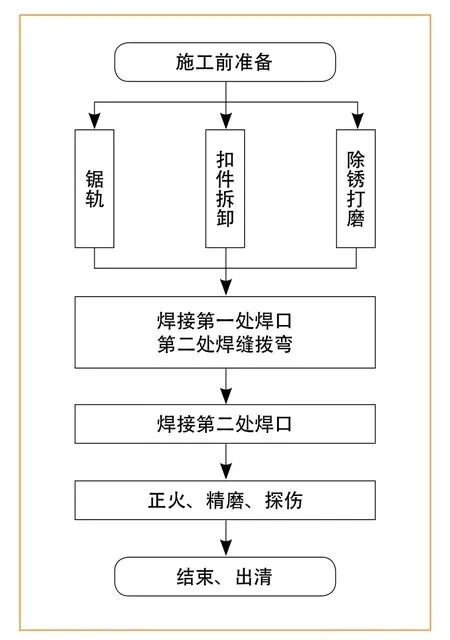
图2 插焊短轨工作流程示意图
3.1 锯轨、扣件拆卸、除锈打磨
作业人员进入施工现场后,需先将作业现场易燃物品用清理覆盖等方式进行保护,随后分3批进行作业,即锯轨、扣件拆卸、除锈打磨。为缩短施工时间,3批作业同步进行。
3.1.1 第一次锯轨
为保障焊轨质量,要求轨头断面垂直度不大于0.5 mm,因此在锯轨过程中要求锯轨机中心与钢轨中心轴线重合,锯轨机定位线与锯片、钢轨接触点保持三点一线,最终满足切面垂直角度的要求。在既有线切割过程中要采用覆盖、遮挡等措施,对其他成品设备进行保护,并且在作业过程中,距作业点3 m范围内需备有灭火设备,防止安全事故发生。
3.1.2 扣件拆卸
一部分作业人员对作业区域内扣件进行拆卸,为后续插入短轨、拨弯等工作做准备。拆卸长度应满足以下要求:
(1)对焊缝Ⅰ右侧3~5 m内扣件进行拆卸,焊缝位置见图1;
(2)对焊缝Ⅱ左侧80~100 m内扣件进行拆卸,焊缝位置见图1。
3.1.3 插入短轨、除锈打磨
进入现场后,由施工人员携带打磨机以及必要辅助工具对插入焊用钢轨进行除锈打磨,待锯轨完成、插入焊用钢轨入槽后,对剩余轨头进行除锈打磨,以提高焊接质量。除锈打磨应满足如下要求:
(1)先预打磨,检查钢轨表面是否存在损伤;
(2)对焊缝两侧轨腰部分和钢轨端面800 mm范围内,轨底上、下表面距端面30 mm范围内进行除锈抛光,打磨量不应大于0.2 mm;
(3)距轨端800 mm范围内有轧制标志的需与母材打磨平齐;
(4)打磨除污后,用角尺、塞尺进行轨端垂直度检查,要求轨缝间隙不大于0.5 mm;
(5)距轨端1 m范围内无污染、水分等。
3.2 焊接第一处焊口、第二处焊缝拨弯
3.2.1 焊接第一处焊口
焊轨机抵达第一处焊口(K30+474)后,焊接人员检查焊轨机的工作状态、检查轨头除锈是否符合焊接要求。自检合格后,由焊接操作负责人进行待焊钢轨的夹持、调整,并对焊机进行覆盖处理,保护周围成品设备。焊接过程中,为保证作业安全,焊接负责人员站在焊机机头安全位置,出现紧急情况时可紧急停止焊机。为保证焊头质量,其焊接、推凸、打磨还应满足如下要求:
(1)对轨时需控制好起拱量,严禁出现低接头现象,起拱度控制在2~4 mm,该过程应由专人用平尺、钢直尺测量以控制;
(2)推凸作业要求余量分别为轨头不大于2 mm、轨腰不大于2 mm、轨底不大于1.5 mm、下颚不大于2.5 mm,推凸应不损伤母材和焊缝;
(3)焊缝粗磨工作要求:①轨底下表面的平直度控制在0~0.5 mm以内,严禁打亏;②打磨后轨腰焊筋厚度不超过1.5 mm;③轨顶倒角打磨平顺,圆滑过渡,无焊筋凸台及凹坑。
3.2.2 第二处焊缝进行拨弯准备
闪光焊焊接轨头时存在损耗量,所以锯轨长度应等于插焊用轨长度减去2个焊头的损耗量,即实际锯轨长度小于插入用轨长度。焊接第二道轨缝前,轨缝两侧轨头对位,要求焊缝Ⅱ外侧40 m范围内钢轨应落入轨槽中,因此需要将第二处焊缝原有线外40~80 m范围内钢轨拨弯处理,用以抵消焊缝焊接时的顶锻量等长度的需求,直至焊缝Ⅱ处存在3 mm左右间隙,拨弯作业方可满足要求。钢轨拨弯示意如图3所示,其中L1不小于40 m、L2不小于40 m,拨弯段钢轨下方需垫方木,以保护钢轨、道床、电缆等设施不被损坏,并且保证钢轨不回弹。
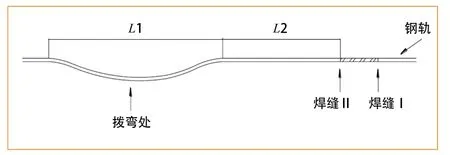
图3 钢轨拨弯示意图(俯视图)
3.3 焊接第二处焊口
为满足锯轨长度等于备用轨长度减去2倍的焊接损耗量的要求,需在钢轨尽量平顺时进行第二次锯轨,即在拨弯前进行。焊接第二处焊口(K30+481)时,焊轨车需经过焊缝Ⅰ(K30+474)以及插入的备用短轨,此时要求焊缝Ⅰ处轨温降至300 ℃以下,插入短轨段扣件按隔五紧一的原则上紧后,轨道车方可在钢轨上运行。第二处焊口的对轨、焊接、推凸、平直度检查等要求与第一处焊口焊接流程大致相同,其中不同之处是,当焊轨机进行顶锻作业时,需要指挥人员下达指令,将拨弯处钢轨拨入承轨槽中,以抵消顶锻量。
3.4 正火作业、精磨、探伤
为防止正火时温度过高,对钢轨局部应力影响大,当第二处轨缝温度降至300 ℃以下时,将正火设备运至第一处焊缝处进行正火作业。为保证正火设备能在轨道上安全运行,正火车行驶区段内已拆卸扣件的钢轨按隔五紧一的原则安装。
第一处焊缝正火完毕后,对第二处焊缝进行正火作业。为缩短作业时间,正火完毕后,可用风机加速降温,待轨缝温度降至40 ℃以下后,方可用仿形打磨机对轨道进行精磨。
焊缝处平直度检测符合要求后进行探伤作业。对轨道平直度进行检测时,焊缝两侧各500 mm范围内应符合下列要求:
(1)钢轨顶面平直度为 0 ~ 0.3 mm /1 m;
(2)轨头内侧工作面为 -0.3 ~ + 0.3 mm /1 m(“-”为凹进);
(3)轨底下表面为 0 ~ + 0.5 mm /1 m。
3.5 出清、返回磁各庄车辆段
当进行精磨、探伤等工作时,施工人员应将拆卸的扣件上紧,将已使用完毕的工具(如锯轨机、撬棍等)装车,并派专人在作业区域内沿线检查是否有工具遗落。待平直度检查和探伤作业均符合要求后,将剩余工具、用具装车,再次派专人沿线检查作业区域内是否存在施工杂物。所有人员进入轨道车后,统一清点人数,统一离开作业区。抵达磁各庄车辆段后,所有人员所携带用具均由运营人员清点,确定无用具遗落作业区后,方为施工完毕。
4 结束语
本文通过对新机场线K30+474右股处焊缝维修施工流程的介绍,进一步细化施工工艺,总结施工过程中的质量控制要点,提高插焊短轨的施工质量,有效避免二次焊接的发生。本次施工借鉴以往插焊短轨的施工经验,进行一次标准化作业,通过本次施工流程的介绍,为其他无缝线路插焊短轨施工提供借鉴,对闪光焊维修损伤轨头技术的发展起到促进作用。