轮胎胎面磨损检测技术研究进展
2021-12-22庞博维冯苗苗卢泽森
庞博维,崔 敏,杨 琨,冯苗苗,卢泽森
(五邑大学 智能制造学部,江门 529020)
汽车轮胎的胎面磨损情况直接影响汽车行驶的安全,国家标准GB 7258-2017 《机动车运行安全技术条件》 要求轿车轮胎胎冠上的花纹深度在磨损后应不小于1.6 mm,其他车辆轮胎胎冠上的花纹深度不得小于3.2 mm;轮胎的胎面因局部磨损不能暴露出轮胎帘布层。据统计,发生在高速公路上的交通事故,有46%是由轮胎发生故障引起的[1]。显然,轮胎质量存在隐患无可争议地成为了交通事故中的“头号杀手”,而在与轮胎相关的交通事故中,有25%是由胎面磨损导致的胎纹深度过浅且低于安全值所致。所以,在轮胎的众多评价指标中,胎纹深度及磨损形式是影响汽车行驶安全的重要因素。
笔者在分析轮胎磨损因素和总结国内外学者研究轮胎表面磨损方法的基础上,结合实际应用需求,讨论了该领域研究的难点和发展趋势,并对该领域未来的研究方向进行了展望。
1 轮胎磨损过程及磨损机理
汽车是依靠轮胎在路面上行驶的,而直接与路面接触的是轮胎花纹。轮胎花纹块与路面产生的摩擦力是汽车驱动、制动和转向的动力之源[2],所以轮胎花纹的磨损程度直接影响汽车行驶的安全。在轮胎的使用中,除了正常均匀磨损外,轮胎质量、气压、四轮定位、驾驶员操作等一系列因素均会导致轮胎表面出现异常磨损。
1.1 轮胎磨损过程
轮胎磨损一般分为以下3个过程。
(1) 表层材料分子间作用。摩擦表面间的相互作用方式有机械和分子两种。机械作用可以是两摩擦表面间直接接触,即两体磨损;也可以是两表面间夹杂外界磨粒,即三体磨损。分子作用包括两表面的相互吸引和黏附。
(2) 表层材料弹塑性变形。在摩擦过程中,受表面变形、界面温度和环境条件等的影响,表层材料将发生机械、组织结构、物理和化学变化。
(3) 表层材料的破坏。破坏形式主要有犁削、撕裂、疲劳破坏、剥落和磨损花纹等[3-4]。
1.2 轮胎磨损机理
分析橡胶磨损理论是研究轮胎磨损的基础,根据橡胶磨损理论,轮胎磨损可分为黏附磨损、疲劳磨损、磨粒磨损、降解磨损、卷曲磨损和侵蚀磨损等,其中最主要的磨损形式是磨粒磨损和疲劳磨损[5]。轮胎转动过程中的受力示意如图1所示,Fx,Fy,Fz分别为轮胎接触地面时胎面所承受的x,y,z三个相互垂直方向的力,Mx,My,Mz为与之对应的扭矩。
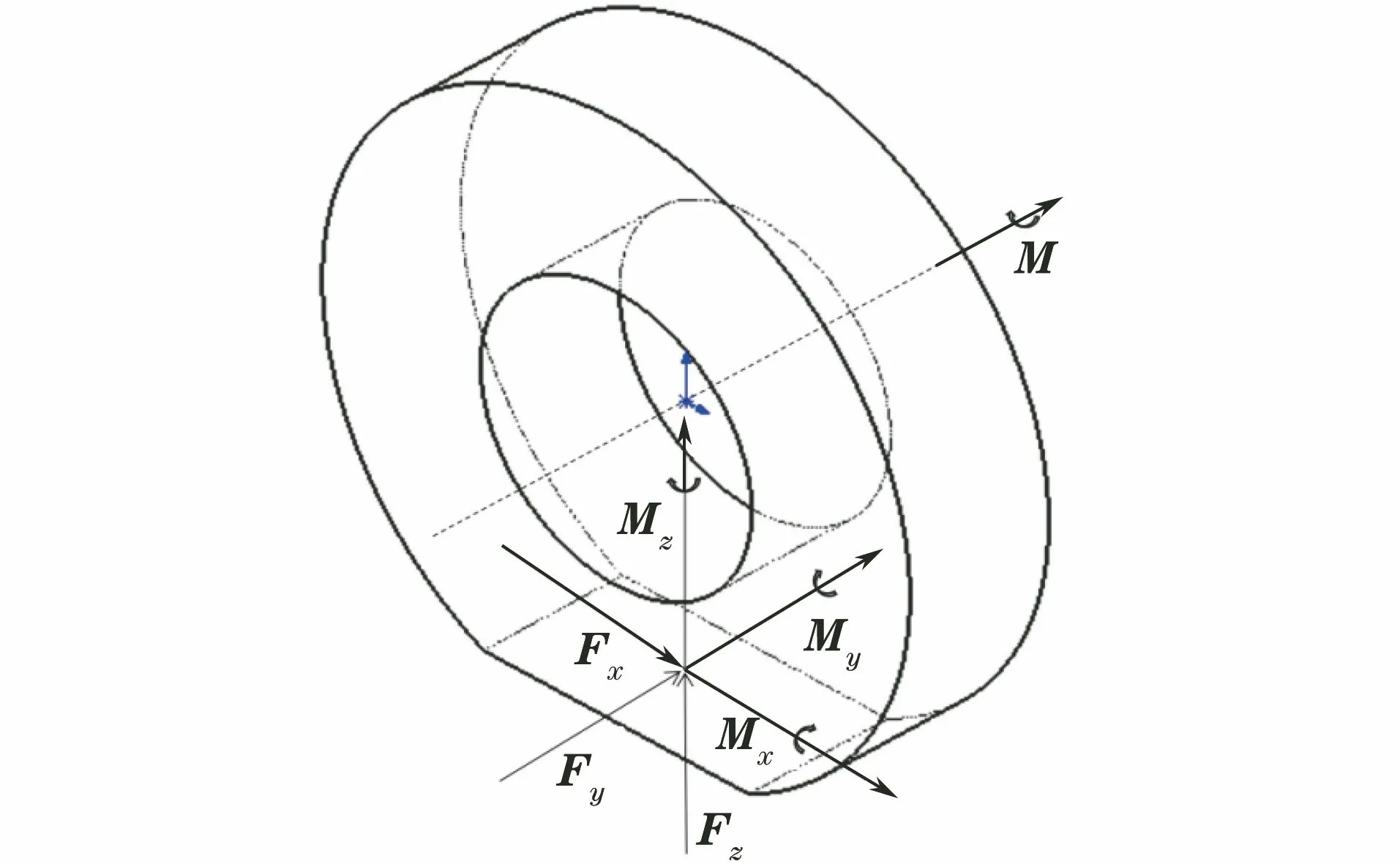
图1 轮胎转动过程中的受力示意
根据橡胶的磨损原理,其磨损率可表达[6]为

(1)
式中:RL为线性磨损率;P为正压力;k为常数;f为摩擦因子;u为断裂能量密度。
FLEISCHER提出的磨损能量理论认为摩擦功绝大部分以热的形式转化,但当中小部分的功在橡胶材料某一容积内积累,以内能的形式储存,一旦表面被破坏,则以磨损微粒脱离,从而形成磨损。FLEISCHER将磨损和摩擦联系起来,假设了摩擦能量密度,其表达形式为

(2)

李文辉等[6]在刷子模型(只考虑胎面弹性,而将胎体视为刚性的简化理论模型)的基础上推出了胎冠侧滑模型,为了确定轮胎的磨损量,建立了整车单轨模型。轮胎磨损量A如式(3)所示。
A=AsYuPzm
(3)
式中:As为轮胎的磨损率;Yu为每公里胎冠侧滑距离;Pzm为平均接触压力。

(4)

(5)
式中:y1为每转一圈胎冠侧滑距离;DT为行驶距离;rD为有效滚动半径;D23为假设平坦的胎基后端到实际接地印记后端的距离;ys为胎冠侧滑距离;Pz为轮胎接触压力。
王野平[7]通过建立路面与轮胎的接触模型以及根据轮胎表层橡胶的化学腐蚀原理来研究轮胎磨损机理,发现当接触应力超过屈服应力时,轮胎将发生塑性磨损。路面微凸体将对胎面橡胶形成微切削作用,从而使胎面橡胶磨损。当轮胎表面橡胶的作用力超过其最大的抗拉或抗剪强度时,橡胶内部或表面就会产生裂纹,随着轮胎不断地转动摩擦,裂缝会逐渐扩大,直至颗粒脱落形成磨粒。
综上所述,轮胎的磨损过程十分复杂,其表层材料的变化是轮胎磨损的直接原因,而磨损往往是多种机理共同作用的结果,在正常磨损条件下,最常见的磨损形式是磨粒磨损。此外,路面条件(包括路面是否湿滑,路面纹理、温度等)、轮胎载荷、轮胎结构、驾驶操作等一系列因素对轮胎磨损也至关重要。
2 轮胎胎面磨损检测技术现状
目前,轮胎磨损的检测大多利用一些技术手段获取轮胎胎面各点的深度信息,从而评估分析轮胎的磨损情况。现有的检测方法种类很多,总体可以分为接触式检测和非接触式检测两大类,胎面磨损检测方法分类框图如图2所示。接触式检测又称机械检测,其利用机械探针对待测物体进行扫描来完成检测,优点是价格便宜,易操作,但这种方式最大的缺点就是属于抽样检测,不够全面;此外,人工检测会由人为因素给检测精度、检测效率带来不利影响。非接触式检测相对接触检测的最大优点是避开了与待检测物体接触,使检测方式更为灵活。非接触式检测主要有视觉检测和传感器检测两类。

图2 胎面磨损检测方法分类框图
2.1 接触式检测
目前,轮胎花纹深度尺的价格低且便携,深受车主和各大汽车修理厂的青睐,直读式深度尺和数显式深度尺外观如图3所示。

图3 直读式深度尺和数显式深度尺外观
叶海雄等[8]结合深度尺设计了基于物联网的轮胎花纹深度智能检测系统。其将通信芯片嵌入花纹深度尺中,深度尺指针测出的数据通过内嵌单片机处理,最终显示在触摸屏上。该系统可实现轮胎花纹深度的数据检测、采集、发送、处理与评估,并通过移动终端提供轮胎养护建议。
2.2 非接触式检测
随着图像处理技术、光电技术、计算机技术等领域的不断突破创新,非接触式检测技术得到发展。由于接触式检测具有测量速度慢、效率低、精度不高等缺点,非接触式检测凭借着测量速度快、应用范围广、可实现自动化操作等一系列优势而得到广大企业和消费者的认可。
2.2.1 轮胎纹理特征检测
特征提取是轮胎胎面磨损识别和检测的基础,特征提取的准确性对轮胎磨损的识别有很大影响。轮胎胎面的纹理特征是分析轮胎磨损最重要的参数。轮胎纹理特征检测流程如图4所示。

图4 轮胎纹理特征检测流程图
张超等[9]提出了一种改进阈值法来获取轮胎磨损纹理特征的方法,该方法将阈值分割和区域标注相结合来提取轮胎表面的磨损特征,再根据相应的磨损机制分析磨损原因。该方法解决了单一图像处理不易区分不规则纹理和轮廓重叠的问题,且能对结果实现可视化,数据处理可独立执行,易于实现动态化数据处理,但不能准确计算出轮胎的磨损量。
陶靖[10]研究了Tamura纹理特征和基于灰度共生矩阵的纹理特征,及其与轮胎磨损程度和异常磨损位置的关系;通过Tamura纹理特征可找到花纹的变化规律;通过分析灰度共生矩阵的纹理特征建立了特征与花纹的相关性,但研究样本过少,花纹类别单一。张俊杰[11]基于多电荷耦合器件(CCD)图像处理,结合区域提取法和灰度共生矩阵法对胎面磨损进行研究,利用多次迭代求出最佳阈值,用二值化、形态学处理法将各区域区别出来进行填充,并分析胎压情况;同时结合能量、对比度、相关性、熵等4个参数描述图像纹理情况,但这样不能计算出轮胎磨损量。
HUANG等[12]提出了一种基于纹理的感兴趣区域算法来评估轮胎胎面的磨损状况,该算法流程如图5所示。
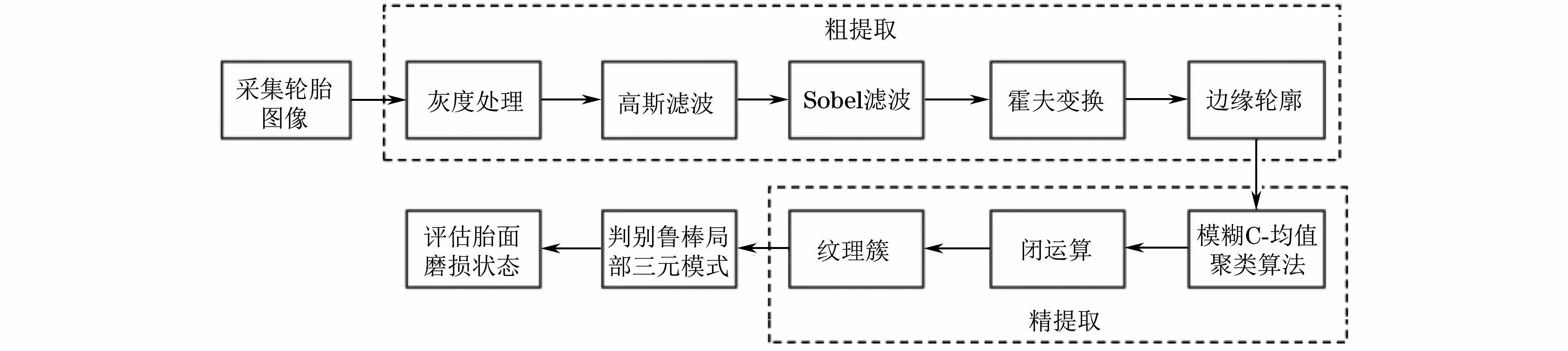
图5 基于纹理的感兴趣区域算法流程图
该算法包括两部分,先进行粗提取得出边缘轮廓,再经过精提取得到纹理簇,最后利用SATPATHY等提出的判别鲁棒局部三元模式对胎面磨损状态进行了评价,该方法对新旧轮胎花纹对比度的变化具有鲁棒性。试验表明,新胎面的提取成功率达86%,磨损胎面的提取成功率达84%。
WANG等[13]针对尺度不变特征变换(SIFT)的图像检索时间长,效率低的缺点,提出了一种改进的SIFT特征点提取方法,该方法是基于小波变换的轮胎胎面特征提取方法。其利用基于二级小波分解和重建的图像高频进行重建,以减少SIFT特征点的数量,提高算法速度。 结果表明:该方法可以减少图像中所需提取的SIFT特征点,防止图像中的细节信息丢失,保证精度,提高效率。
YAN等[14]提出了一种基于Radon变换和DT-CWT(双树-复小波变换)结合的轮胎纹理特征提取方法,该算法流程如图6所示。利用Radon变换将原图像投影到不同的角度上形成投影矩阵;在投影矩阵上进行DT-CWT;利用每个子带的平均值、方差和能量作为图像的纹理特征。结果表明,该方法很好地解决了传统小波变换和脊波变换的图像旋转和平移的问题,提高了轮胎图像数据检索的精度,降低了图像旋转和平移带来的影响,更准确地提取了轮胎花纹的特征。
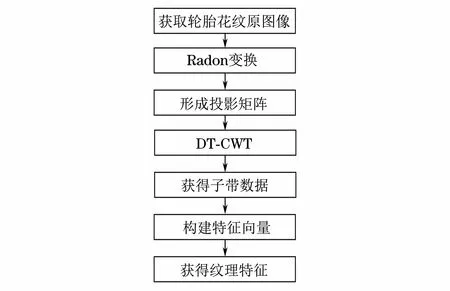
图6 Radon变换和DT-CWT结合算法流程图
综上所述,轮胎纹理提取的常见方法有阈值分割、Tamura纹理特征、灰度共生矩阵等,表1为几种常用方法在轮胎纹理提取中的应用。需特别指出的是,纹理特征检测只能得出轮胎的纹理特征与磨损程度之间的规律,分析轮胎表面的磨损情况,区别正常磨损和异常磨损,从而预测车况,但不能直观地计算出轮胎的磨损量。
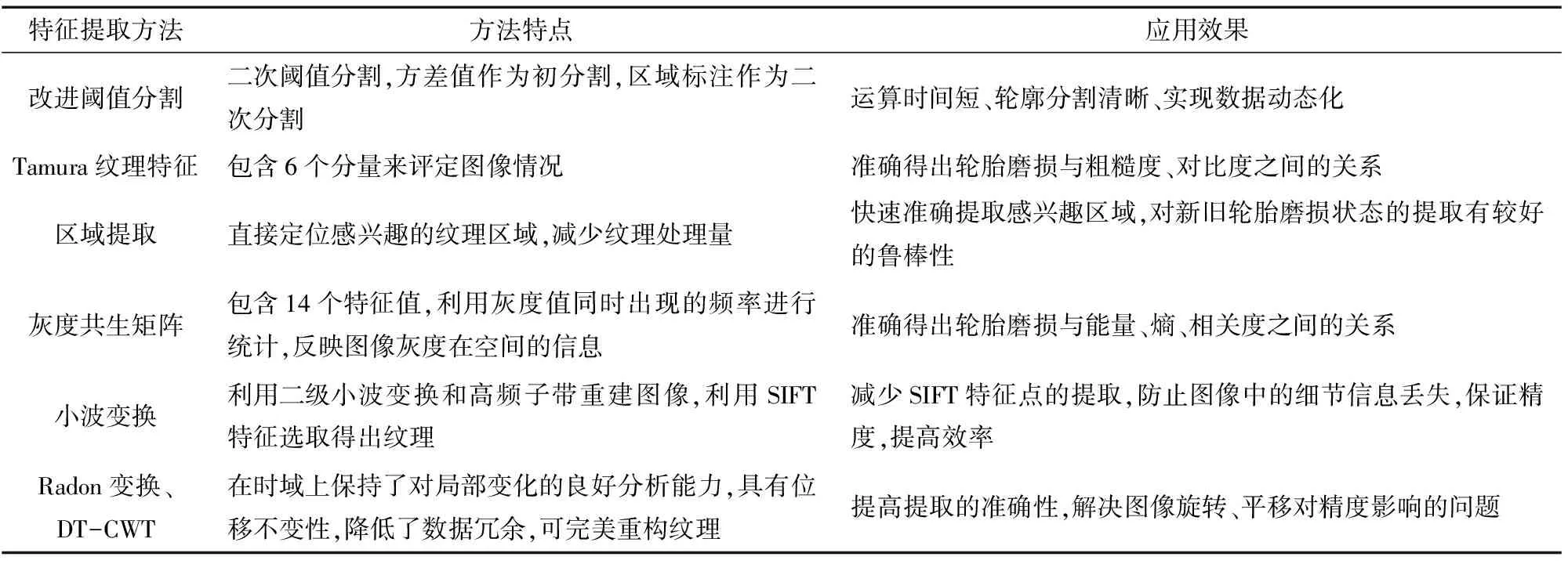
表1 几种常用方法在轮胎纹理提取中的应用
2.2.2 花纹深度检测
目前,对轮胎花纹深度检测的研究大多采用激光三角法和双目三角法,激光三角法是利用光源发出的一束激光照射在待测物体平面上,通过反射,最后在检测器上成像[15]。当物体表面的位置发生改变时,其所成的像在检测器上也发生相应的位移。激光三角法原理如图7所示。

图7 激光三角法原理示意
根据高斯成像公式及几何光学关系可得出物体高度位移x与相机探测器接收光斑位移x′之间的关系为
(6)
式中:a为反射光斑到成像透镜的距离;b为成像透镜到光电检测器成像面之间的距离;α为成像透镜光轴与成像平面之间的夹角;θ为激光光束与成像透镜光轴之间的夹角。
为了更精准地测量出轮胎胎面的花纹深度信息,何亮亮等[16]针对轮胎表面形貌,以激光三角法为理论基础,研制了一套轮胎检测系统。该系统通过移动模组实现激光传感器上下采集数据,利用角度编码器精准控制轮胎的旋转角度,然而,其激光采用的是点激光,不能一次性获取整个截面信息且每次检测前需系统归零,效率不高。WANG等[17]通过两个平行安装的相机和点激光,采用光点分析法测量轮胎花纹的深度,该方法使用传统的圆圈霍夫变换和Ostu方法获得激光光斑的二值化图像,提出光斑圆度变形程度方程,用于确定激光光斑的有效性,利用双目测距获取有效的光斑,从而得出花纹深度,但该方法要获取花纹深度必须进行花纹和凹槽的圆度评价,且每次只能测出一条凹槽的深度,效率不高。
崔敏等[18]使用CCD(电荷耦合元件)相机和线激光来设计轮胎表面形貌的检测系统,以线性半导体激光器为光源,在被测物上形成条纹。相机与激光照射的条纹形成一定角度时进行拍摄,条纹图案通过相机透镜在相机成像平面形成二维图案,利用几何光学和激光三角法将条纹成像尺寸转换为实际的花纹深度。LUNG等[19]利用互补式金属氧化物半导体(COMS)摄像机的组件和图像处理技术,以及线激光来开发一种低成本的胎面探测器,试验测量了32个轮胎的线性模型,并利用回归模型模拟了该测量系统的精度。系统误差精度达到0.5 mm。王希波等[20]设计了一套以双相机、双线激光器、反射镜和触发装置等组成的快速花纹测量系统。该系统能够快速自动识别出花纹的个数和测量出轮胎花纹深度,测量绝对误差小于0.2 mm。
双目三角法是利用左右相机从一定距离观察同一目标点所产生的方向差异(即视差的变化)和相似三角形的比例关系求距离的。当目标点发生位移变化时,通过目标点前后变化的距离之差求得深度,双目三角法原理示意如图8所示。

图8 双目三角法原理示意
点A为物体的一个检测点,其中(x,y,z)为以点OR为坐标原点的实际三维空间坐标,z为点A和相机之间的垂直距离,b为左右相机中心点之间的距离。由A,B,C三点形成的平面称为极平面,FG为基线。
点A在左相机成像为点B,右相机成像为点C。根据ΔBOLF∽ΔAOLD和ΔCORG∽ΔAORE,可得式(7)和(8),进一步推导这些方程得到式(9)。

(7)
(8)
(9)
式中:x为点A的横坐标;x1为成像点B与相机光轴和成像平面交点F的距离;f为焦距;xr为点C与相机光轴和成像平面交点G的距离。
点A′是由点A在z方向平移得到的,同理能得出点A′的z方向坐标z′,则深度d为
d=z′-z
(10)
HUANG等[21]使用LabVIEW立体视觉技术测量轮胎胎面的深度,并使用图像处理进行边缘检测,使用FCM(模糊C均值算法)来区分主胎面的表面和沟槽边界,并通过LabVIEW立体视觉SGM(半全局匹配算法)分析不同光照强度下目标区域轮胎表面与槽之间的相对距离,从而计算出轮胎胎面深度。结果表明,该方法能够有效得到花纹深度,深度信息可通过MySQL数据库上传到云端,用户可以通过物联网连接到数据库,获取有关的深度信息。但试验并没有进行误差分析,无法确定检测精度。
综上所述,轮胎花纹检测的常见方法有单目点激光、单目线激光、双目点激光等。表2为几种方法在轮胎花纹检测中的应用。激光三角法在轮胎胎面花纹深度提取方面具有良好的稳定性和准确性,但也存在问题,如轮胎表面的橡胶材料会对光线起到吸收作用,不利于光的反射,且激光图像的提取受环境光的影响,从而使得相机接收反射光时会产生像差,影响精度。当轮胎出现不规则磨损时,被测区域可能会产生阴影,使得测量产生误差。点激光在中心提取方面较线激光容易,但检测效率较低;而线激光在磨损的粗糙曲面容易断线,导致中心提取易受影响。

表2 几种方法在轮胎花纹检测中的应用
2.2.3 传感器检测
随着传感器技术的发展,检测元件微型化、多元化的技术越来越多地应用到各种领域中。其不仅可以在实验室里使用,在车辆行驶中也可用于轮胎磨损量的检测。
MATSUZAKI等[22]提出了一种利用电容变化的柔性贴片式应变传感器。该传感器利用施加应变引起的电容变化来准确检测轮胎的变形,并使用幅度调制进行无线测量。
SERGIO等[23]提出了一种连续测量轮胎机械变形的新方法。当轮胎变形导致轮胎胎体内钢丝间距发生变化时,该区域钢丝的阻抗也发生变化。通过测量这样的阻抗变化来测量轮胎的变形。
PALMER等[24]将光纤传感器嵌入汽车轮胎中,用于检测轮胎应变,同时能监测滑行的发生。YI[25]采用基于聚偏氟乙烯(PVDF)的传感器来测量胎面变形,两个PVDF变形传感器连接在橡胶轮胎的内表面上,一旦轮胎表面发生变形,连接的PVDF传感器就会产生压电效应,继而输出电信号来反映胎面变形。
德国Continental集团将轮胎花纹深度预警功能与轮胎压力监测系统(TPMS)结合,通过连续监测轮胎与路面接触产生的振动频率,将磨损后的振动频率与未磨损轮胎的振动频率进行比较,来预测轮胎磨损程度。当磨损量达到设定的临界值时,TPMS还会停止提供预警功能。KANWAR教授还研发了监测轮胎磨损状态的智能轮胎系统,通过试验找出轮胎垂直方向的振动频率与轮胎磨损之间的联系,磨损越多,相应垂直方向的振动频率越大,以此来监测轮胎的磨损状态。
某公司与杜克大学合作开发了一种碳纳米管(直径只有十亿分之一米的微小碳原子圆柱体)传感器技术,用于测量毫米尺度胎面深度的变化,碳纳米管传感器作用原理如图9所示。轮胎橡胶和胎面结构会干扰这个所谓的“边缘场”,并且通过电极的电响应测量这种干扰,由此确定传感器上方轮胎的厚度。

图9 碳纳米管传感器作用原理示意
3 轮胎磨损检测技术研究的难点分析和发展趋势
3.1 难点分析
轮胎磨损检测技术与人们生活切实相关,具有重要的研究意义。该领域研究的难点主要是采集的轮胎胎面图像容易受各种环境因素(水渍、夹杂物等)的影响,在检测前必须把轮胎表面异物清洁干净。对于实际行车检测,轮胎转速过快会使图像采集形成拖影,同时相机采集图像易受到环境光照的干扰,直接影响检测精度。若将传感器植入轮胎内部,也会带来一系列的问题,如在轮胎成型过程中植入的位置会影响传感器检测的精度,而在轮胎制造过程中,胎体要经受高温高压等工艺,传感器在这个过程中会受到损坏,这也是研究的难点。此外,芯片与轮胎的结合度会直接影响轮胎的质量,一旦结合不好会使轮胎橡胶脱离,进而空隙逐渐增大,最终导致轮胎报废。
3.2 发展趋势
随着图像处理技术、光学技术和计算机技术的不断发展,接触式轮胎磨损检测必定会被非接触式检测所取代。
3.2.1 智能轮胎
目前,成熟的智能轮胎技术主要应用于轮胎压力、温度和摩擦状态监测记录方面,在轮胎磨损检测方面应用较少。通过在轮胎胎内不同位置的橡胶中埋入传感器,以达到检测轮胎状态的目的。由于橡胶的刚度较低,传统的应力传感器刚度较大,所以传感器和轮胎的融合是一大难点,需要对轮胎的结构进行专门设计。智能轮胎的生产工艺流程与一般机械零件的不同,且传感器的安装和校准过程也比较麻烦,从而导致智能轮胎的生产费用十分高;除此之外,传感器的测量易受环境的影响,轮胎在高速转动时会产生剧烈的抖动,影响传感器测量的鲁棒性。研发价格低、寿命长、抗干扰性强的传感器和改进制造工艺是智能轮胎发展的首要任务。
3.2.2 智能检测
目前,大多数汽车轮胎胎面检测都是基于轮胎静止或低速状态下进行的,检测效率不高,容易受到环境的影响,而且检测装置较固定,不能直接安装到车上进行实时检测。国外Tire Profiles公司推出了手持式激光扫描仪GrooveGlove。该设备能在几秒内精准测量轮胎胎面的深度,具有耐用、轻便等特点,能够在WiFi信号覆盖范围内的任何地方工作,同时能通过内置的摄像头识别车主车牌,获取轮胎和定位诊断所需的所有必要数据,最后通过生成报告的形式向客户提供更换轮胎的策略。但该设备也存在缺点,每次扫描都只能获取一小部分区域的数据,并不能直接得出整个轮胎胎面的深度数据,如需要整胎数据须使用设备进行多次扫描,不能实现实时自动检测。
随着机器视觉、图像处理和机器学习等技术的发展,智能化检测必然会成为今后汽车检测技术中不可或缺的手段。更便捷、智能的检测手段必然是未来发展的焦点。同时在逆向工程的迅猛发展下,三维点云重构技术在检测领域越来越受到人们的重视,通过三维重构技术形成轮胎的三维图像,对轮胎磨损进行可视化的分类、分析是将来学者们探索的趋势。因此,研究如何在轮胎胎面检测领域应用深度学习技术将是目前研究的任务,在实际应用中具有重要的价值。
4 结语
(1) 需在复杂行车环境条件下,提高轮胎非接触式检测的自适应性和鲁棒性,尤其需要解决光照对视觉检测的影响。
(2) 智能轮胎技术在轮胎压力、温度检测方面较为成熟,但在轮胎胎面磨损检测领域的研究较少,同时芯片的检测精度受限且不易安装调试。
(3) 加快深度学习、机器学习在轮胎磨损检测领域的应用,能在行车中检测,行车中实时反馈;结合点云技术和三维重构技术实现可视化检测,并能通过无线传输技术与互联网大数据结合,对轮胎磨损进行分类、分析、预测和警报。