核电小径管对接焊缝的数字射线成像检测
2021-12-22代淮北李付良高杰宗
王 东,代淮北,李付良,高杰宗
(1.中广核工程有限公司,深圳 518124;2.中国特种设备检测研究院,北京 100029;3.国家市场监督管理总局无损检测与评价重点实验室,北京 100029)
焊接技术是核电设备建造过程中必不可少的关键技术之一,焊接质量是评定核电设备质量的重要指标,如何可靠、精准、高效地检测焊缝损伤是风险防控的重点。在核电工程中,根据建造规范的要求,大量核级管道焊缝需要进行射线检测,但这种方法依赖于操作人员的水平和经验,存在环境污染、效率低、结果评判主观性强等问题。笔者以核电厂辅助管道小径管典型结构对接焊缝为研究对象,开展了射线检测技术对比试验,分析数字射线成像检测技术应用于核电小径管检测的可行性。
1 数字射线成像检测技术概述
数字射线成像检测技术基于射线检测原理,射线透照物体后衰减的射线光子由成像器件接收,把射线光子转换成电信号,经过一系列的转换变成数字信号,通过计算机处理,以数字图像的形式输出在显示器上。因此,数字射线成像技术采用数字探测器或成像板代替胶片接收穿透物体后衰减的射线,并通过光学及电子电路方法以数字信号显示图像。
数字射线成像与胶片照相在射线透照原理上是一致的,不同点在于探测器对接收到信息的处理技术。胶片照相是射线光子在胶片中形成潜影,通过暗室的处理,利用观片灯来观察;数字射线成像则是利用计算机软件控制探测器,实现射线光子到数字信号,再到数字图像的转换,最终在显示器上进行显示。
2 小径管检测的相关标准对比
由于RCC-M 2007标准中无数字射线成像检测标准,而NB/T 47013.11-2015标准与RCC-M 2007标准同样是针对焊接缺陷的检测方法标准,同时考虑到NB/T 47013.11-2015和NB/T 47013.2-2015标准在透照方式和成像要求上一致,因此,对RCC-M 2007和NB/T 47013.11-2015标准在透照方式、透照条件以及黑度要求和灵敏度要求等方面进行了分析对比,以确定文中研究对象的数字射线成像质量评价指标。
射线胶片照相图像质量评价的主要指标是图像灵敏度。NB/T 47013.11-2015标准规定的技术等级分为AB级和B级,验收常用的技术等级为AB级,B级为特殊用途的验收等级,而RCC-M 2007中没有设定技术等级,因此分别按照试件对应的RCC-M 2007标准对线型像质计灵敏度的要求与NB/T 47013.11-2015标准中AB级的要求进行比较。结果表明,就线型像质计表征的图像灵敏度指标而言,NB/T 47013.11-2015标准中AB级要求的技术等级不低于标准RCC-M 2007的要求,具体数据见表1(表中灵敏度用最小可见丝径表征)。

表1 不同标准对小径管试件射线胶片照相图像质量要求对比(源侧)
数字射线成像质量评价指标主要包括图像灵敏度、图像分辨率和归一化信噪比等。基于上述的比对结果,按照NB/T 47013.11-2015标准AB级的要求来控制检测对象的图像质量,表2为不同透照厚度对应的数字射线成像质量的要求。

表2 NB/T 47013.11-2015标准对不同透照厚度小径管试件的数字射线成像质量要求(源侧)
3 检测对象
依据标准RCC-M 2007和设计文件中对小径管焊接坡口的设计要求,保证试件的材料、规格和剖口形式、焊接工艺与核电厂制造情况一致。
按照标准RCC-M 2007的验收要求,分析、整理标准中“S7700产品焊缝的无损检测”给出的满足验收等级的检测缺陷的尺寸和类型,开展试件的设计及加工。每种试件包含裂纹、未焊透、未熔合、气孔、密集型气孔、夹渣、密集型夹渣、咬边等8种缺陷,缺陷分布在近表面、中间、下表面3个位置。试件中缺陷位置如图1所示。

图1 试件中缺陷位置示意
4 检测系统
采用同一射线源分别与胶片和探测器组成胶片照相检测系统和数字射线成像检测系统,表3为检测系统的主要参数。

表3 检测系统主要参数
试验用辅助器材主要包括:双线型像质计,用于测量图像质量;滤波板(仅数字射线成像),置于射线机出口,用于射束硬化,减少散射线成像;准直器,置于射线机出口,用于控制射线束大小,保证只有小径管成像,防止小径管之外区域接收射线,使探测器过度饱和;胶片照相用前后屏,功能为吸收试件的散射线,增加感光度。
5 检测条件与结果
5.1 透照条件
结合上述小径管规格(管径和壁厚),按照标准RCC-M 2007的相关规定,分别选择倾斜透照椭圆成像和垂直透照重叠成像两种双壁双影透照成像方式。垂直透照 60°,透照3次;倾斜透照90°,透照2次。在透照前,对透照位置和透照角度做出标记,保证两种技术对同样的位置采用同样的透照角度透照。
通过优化透照条件,使胶片照相图像质量满足标准RCC-M 2007的相关要求,数字射线成像图像质量满足标准NB/T 47013.11-2015的相关要求,表4为两种检测方法的透照参数,其中放大倍数约为1.28。
从表4可以看出,在焦距相近的前提下,数字射线成像所需管电压和曝光量均低于胶片照相的。

表4 两种检测方法的透照参数
5.2 检测结果
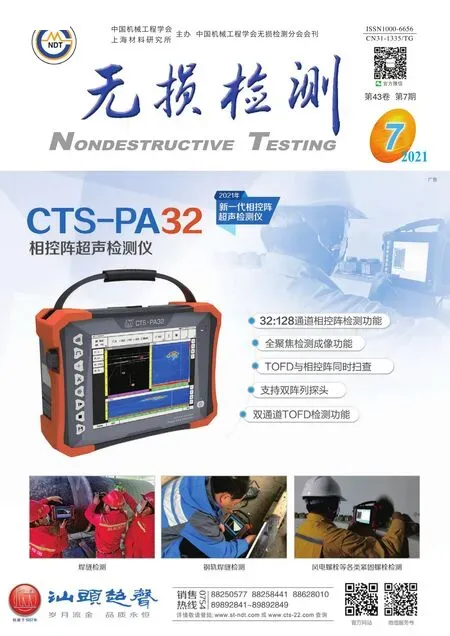
采用专用底片扫描仪对胶片照相检测图像进行数字化,图2,3分别为数字射线成像和胶片照相成像质量图例。利用观片灯和放大镜对胶片照相的图像质量进行人工评定,利用软件对数字射线成像的图像质量进行测定,结果表明:在图像灵敏度方面,二者均高于标准的最低要求,且数字射线成像比胶片照相的检测结果多见1~2根丝;在图像分辨率方面,胶片照相可见D8对丝,数字射线成像和胶片照相基本一致,可见D7和D8对丝。两种检测技术的图像灵敏度如图4所示,数字射线成像图像分辨率如图5所示。

图2 数字射线成像图像质量示例

图3 胶片照相图像质量示例
图4 两种检测技术图像灵敏度

图5 数字射线成像图像分辨率
表5为缺陷实际数量与检出数量,其中胶片照相缺陷检出率达86.27%,数字射线成像缺陷检出率达98.04%。

表5 缺陷实际数量和检出数量
6 结语
(1) 在透照焦距相近的前提下,数字射线成像管电压和透照时间明显低于胶片照相的,因此数字射线成像与胶片照相相比具有检测所需剂量低、检测效率高的特点。
(2) 数字射线成像的图像灵敏度略高于胶片照相的,数字射线成像的信噪比高于胶片照相的。数字射线成像与胶片照相的成像质量相当。
(3) 除裂纹的检出存在偏差外,其他缺陷均检出。由于特殊方向细小裂纹的检出对透照角度有很高的要求,射线透照角度稍有偏差检测结果就会不同。因此,透照角度是小径管缺陷检出的关键影响因素,对于数字射线成像技术,可以利用探测器具有高采集帧频的特点,实现短时间内连续、多角度成像。