非径向管板焊接接头的超声检测
2021-12-22郭玉炳
郭玉炳
(中国核工业第五建设有限公司,上海 201512)
AP1000是由美国西屋公司设计的第三代先进压水堆核电站,其压水堆安全壳为双层结构,内层为钢安全壳容器,外层为钢筋混凝土屏蔽构筑物[1],其主要作用是防止放射性物质向环境扩散。安全壳在核电站安全方面发挥着重要的作用,是压水堆核电站的第三道安全屏障。
AP1000压水堆安全壳钢制容器为上下分别有两个椭球封头的圆柱体[1],是整个非能动安全壳冷却系统的主要组成部分,其由5个主要结构模块组成。这些模块包括环形加强筋、环吊梁、闸门、贯穿件及其他附件。
文章详细介绍了AP1000压水堆安全壳贯穿件的一种非径向管板焊接接头的结构特点并对该类接头焊接过程中易产生的缺陷进行了分析,同时对该焊接接头的超声检测工艺的要点进行了介绍,特别对超声检测的缺陷定位方法进行了论述,对超声检测技术受限的问题提出了行之有效的解决方法,在工程实践中取得了良好的应用。
1 非径向管板焊接接头的特点
1.1 安全壳贯穿件及其结构特点
AP1000压水堆安全壳贯穿件包括机械贯穿件(包含燃料输送管)、电气贯穿件(内含管道、电缆等)、设备闸门及人员过渡仓等。所有的安全壳贯穿件在大多数情况下是由封闭套筒构成的双屏障组件,其典型的结构如图1所示。

图1 安全壳贯穿件典型结构示意
所有贯穿件套管组件都被设计成水平状态,大部分套管的轴线都指向安全壳的中心,但也有少数贯穿件套管的轴线并不指向安全壳中心,而是与0°~180°或90°~270°轴线平行,与0°~180°轴线平行的套管有P23,P24,P25,P26,P44,P45等6根,与90°~270°轴线平行的套管有P19。贯穿件套管与安全壳或补强板的相对位置分为两类,一类属于正交,即套管与补强板或安全壳垂直;一类属于非正交,即套管与补强板或安全壳呈一定的角度[2]。
1.2 非径向管板焊接接头的结构特点
以AP1000主蒸汽管道路径上的机械贯穿件P44/P45为例,其结构如图2所示,尺寸和材料参数如表1,2所示。贯穿件套管材料为SA350 Gr.LF-2;补强板材料为SA738 Gr.B;采用手工电弧焊(SMAW)的方式1进行焊接,涉及的焊接位置有3G(立焊),4G (仰焊)等。坡口形式为K型,坡口角度两侧均为45°。

表1 P44/P45结构尺寸 mm
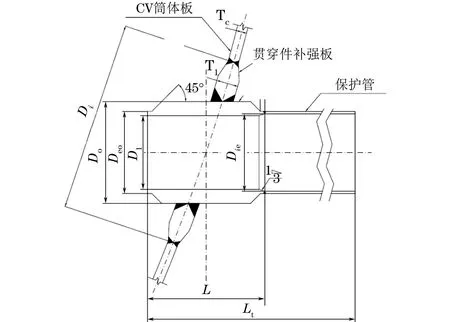
图2 机械贯穿件P44/P45结构示意
在机械贯穿件P44/P45的安全壳底封头上进行开孔并安装补强板(厚度为95.35 mm), 套管插入补强板预先开好的孔中进行焊接。坡口位于补强板侧,坡口角度为45°。套管材料为SA350 Gr.LF-2,外径为520.7 mm,壁厚为57.15 mm。 套管中心轴线与补强板垂直方向成20.6°的夹角,即补强板、补与套管相交的非径向全熔透焊接接头沿套管周向均在不断变化。由于此角度在不断变化强板本身弧度的变化及套管几何形状的影响,其有别于正交径向全熔透焊接接头。部分区域因探头扫查距离不足。笔者将结合超声检测工艺、被检对象几何特点,综合分析解决存在的技术受限问题。

表2 P44/P45构成及材质
1.3 缺陷产生原理及重点检测部位
受贯穿件套管结构的特点及现场工作条件影响,此类非径向的焊接难度较大,特别是靠近下端的焊接接头及套管与补强板夹角小的部位。根据焊接工艺分析,此类非径向管板的焊接接头主要采用多层多道的手工焊接方式,在工期紧、工作量大且为全手工电弧焊焊接的情况下,对整个焊接过程控制都有较高的要求。受安装顺序影响,安全壳与补强板之间的焊接接头先于此焊接接头完成焊接,故此焊接接头焊接过程中受焊接应力的影响较大。
以下情况也给焊接接头的质量带来了诸多不确定性。组对间隙小,单侧焊接完成后,若清根不彻底,极易形成未焊透缺陷;清根后或层间修磨不当,极易形成未熔合缺陷;受焊接位置及狭小空间的制约,施焊过程难以控制,若焊工手法不熟练,容易形成未熔合、夹杂等缺陷;焊接时若预热或层间温度控制不当,在焊接及结构应力的作用下,容易形成危害性较大的裂纹;受焊条烘干程度、风速、湿度等因素的影响,焊接过程中易产生夹杂、气孔等缺陷。
从贯穿件套管与补强板非径向管板焊接接头的结构受力及焊接过程中容易产生的缺陷方面进行分析,进行超声检测时应重点检测的部位有:套管一侧的熔合面;补强板一侧的坡口熔合面;不易于施焊的区段;套管壁内靠近熔敷金属的部位;焊接接头背面清根部位等。在制定超声检测工艺时,应结合以上重点部位选择合适的探头,尽量使超声声束与被检面上的缺陷相垂直,以获得最好的检测效果。
2 非径向管板焊接接头超声检测工艺
2.1 超声检测技术及质量要求
对于全熔透的非径向管板焊接接头,熔敷金属厚度超过12.5 mm时,要求进行100%超声检测(UT)。检测参考标准为ASME Ⅴ-2001及其2002年增补。质量验收参考标准为ASME Ⅲ NE-2001及其2002年增补。此类焊接接头属于ASME MC级部件,部分贯穿件位于压力边界处,对焊接接头的焊接质量和检测可靠性要求很高。
2.2 探头扫查面制备
(1) 针对被检测非径向管板焊接接头的结构特点,为充分保证超声检测的质量,探头移动范围内的表面必须平整,还须保证探头能在扫查面平滑移动且与工件耦合良好。一般采用打磨和抛光的方式对被检表面进行处理,实际检测时要求被检测面与探头底面之间的间隙不大于0.5 mm,工件表面粗糙度不大于25 μm。为了增加扫查面的面积,须在满足设计要求的情况下尽量去除焊接余高,一般要求焊喉小于10 mm。对局部扫查距离不足的焊缝,一般要求焊喉小于5 mm。
(2) 探头扫查区域主要为补强板内外表面及焊接接头区域所对的套管内壁。为保证探头有足够的移动范围,补强板内外侧表面的焊接接头余高须磨平,同时应保证整个过渡区域的平整和光滑。需用几何测量的方法在套管内侧画出外部焊接接头边界所对应的区域,以确定探头移动区域并对超声波波形进行判断。
(3) 探头应平滑移动,不得有起伏或摆动。因为此类情况会导致声束耦合效果变差、不能有效入射工件或产生变型波从而严重影响超声检测的结果。探头移动的时候应尽量靠近焊接接头,使探头入射点在扫查面的移动距离尽量大,保证声束能通过整个接头截面。对套管内壁检测受套管内径限制的问题,应尽量选择晶片尺寸小的探头进行检测。
(4)由于设计原因造成探头扫查距离不足时,可将此类问题归结为技术受限,同时应进行详细地分析,并在检测工艺文件和检测报告中对受限部位进行标识和说明。
2.3 超声检测试块选择
所使用的标准试块为CSK-IA试块,其主要作用是进行超声检测系统的校验(如测定探头入射点及前沿距离、系统定标、实测探头角度及声速等);所使用的灵敏度校验试块为ASME 3#试块,其长横孔尺寸为φ4.8 mm×38 mm(直径×长度),用于缺陷当量比对和制作DAC(距离-幅度曲线)曲线。
2.4 超声检测探头布置
安全壳P44/P45贯穿件非径向管板焊接接头的超声检测探头布置如图3所示,探头的详细规格如表3所示。
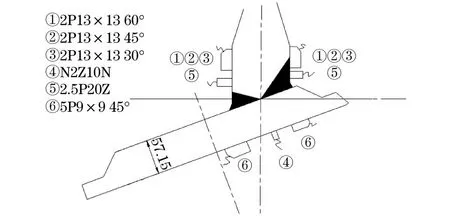
图3 探头布置示意
探头①为主要检测探头,其折射角为60°;探头②为辅助检测探头,其折射角为45°;受限于扫查距离不足,另增加探头③为辅助检测探头,其折射角为30°,主要检测坡口面上的未熔合等缺陷;探头④为主要检测探头,考虑到内壁的耦合效果,选用晶片直径为10 mm的直探头,必要时可增加探头软保护套,主要检测套管外壁熔合面上的缺陷及焊接接头的内部缺陷;探头⑤选用晶片直径为20 mm的直探头对斜探头扫查区域进行检测,保证斜探头声束传播不受相关缺陷的影响;探头⑥选用折射角为45°的斜探头,主要用于套管壁内缺陷的辅助定位和确认。
探头①、探头②及探头③在补强板两侧分别采用前后、左右、转角、环绕、锯齿等扫查方式进行扫查。对判断为缺陷的位置应仔细观察其动态波形,大致确定缺陷的趋向及长度大小,必要时可使用不同角度的探头在两侧同时进行扫查。探头扫查时,应注意识别结构反射波。探头④沿套管内壁轴线方向进行扫查,扫查前,应确定套管外壁的焊接接头边缘在内壁的对应位置,以便于在探头扫查时对波形进行判断并完成扫查区域的表面准备等。依据缺陷回波的情况,必要时还应沿周向进行扫查。在调节仪器扫查范围时,应至少能观察到二次底面回波,扫查范围至少包括补强板焊接接头区域。
2.5 超声检测探头
参考标准ASTM E164—2013,所采用的探头规格如表3所示。
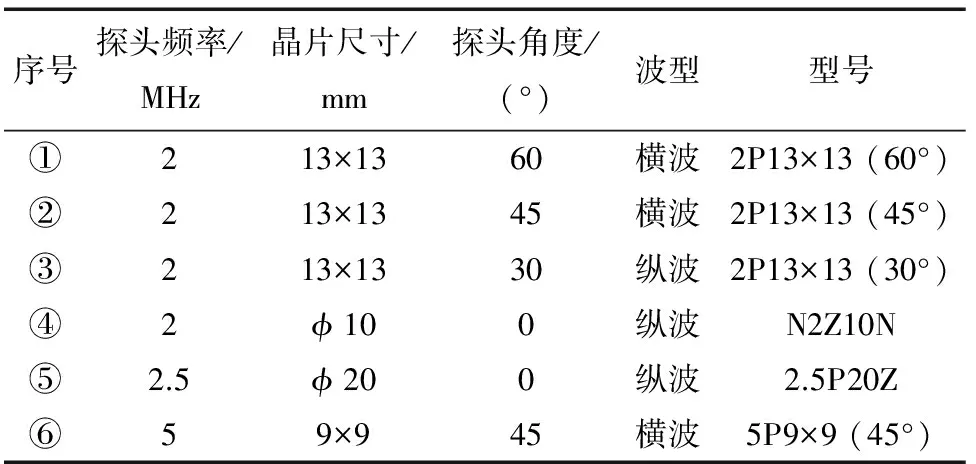
表3 探头规格
2.6 超声检测的缺陷定位方法
2.6.1 缺陷定位坐标系的建立
鉴于非径向管座焊接接头结构的复杂性和特殊性,对缺陷的定位和识别难度较大,须采用适当的缺陷定位坐标系,保证缺陷定位的有效性和准确性,并为后续的缺陷类型分析提供依据。缺陷定位坐标中的信息还应为缺陷的识别及干扰回波的判断提供参考。因此,建立一个合适的缺陷定位坐标系,对检测过程的实施、缺陷数据记录及分析处理、缺陷识别、缺陷返修、干扰回波判断等均具有极其重要的作用。
安全壳内、外侧的缺陷定位坐标系分别如图4,5所示(图中各符号说明见表4),以安全壳上P44/P45贯穿件套管与补强板的非径向管座焊接接头为例,分别在安全壳(CV)内侧和外侧建立统一的缺陷定位坐标系,缺陷定位坐标系的建立是构建几何关系的前提,要充分考虑测量尺寸和角度的便利性。
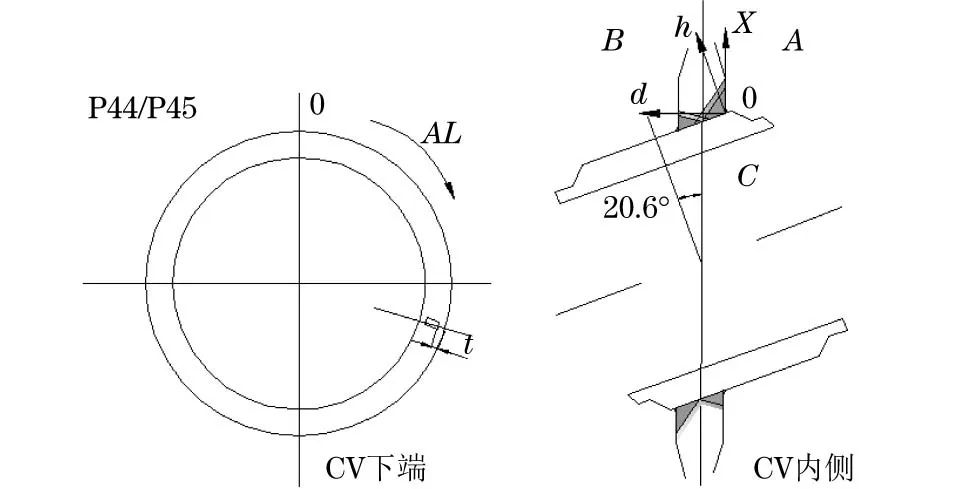
图4 P44/P45缺陷定位坐标系(安全壳内侧)

图5 P44/P45缺陷定位坐标系(安全壳外侧)
缺陷定位坐标系中相关符号含义如表4所示。
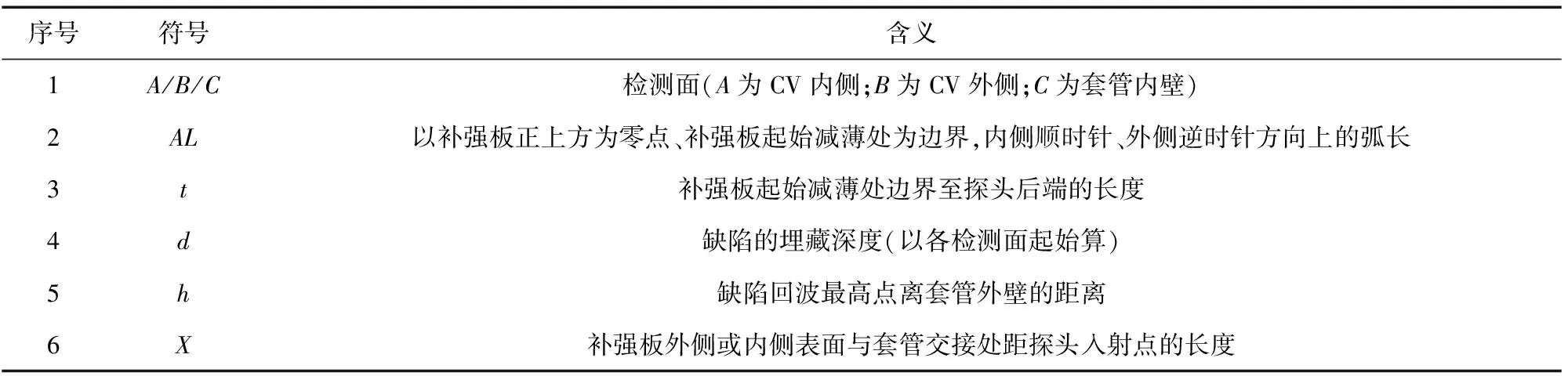
表4 缺陷定位坐标系中的符号说明
2.6.2 缺陷的定位方法
安全壳上P44/P45贯穿件套管与补强板的非径向管座焊接接头结构复杂,进行超声检测时对缺陷回波的识别和判断非常困难。结合其结构特点及2.6.1节建立的定位坐标系进行综合分析推导得出h,不仅解决了缺陷定位的问题,还为检测过程中缺陷信号的识别和判断提供了重要参考。缺陷定位分析示意如图6所示,图中相关符号说明如表5所示。表5中θ为游标万能角度尺实测得出;L使用钢板尺从补强板内侧或外侧与套管外壁交点处至探头前方的长度加上探头的前沿长度得出;S1为缺陷处最高回波处声程,可由超声检测仪器读出。数据均以缺陷最高回波所在位置及探头位置为参照。由图6所示的几何关系分析可得出
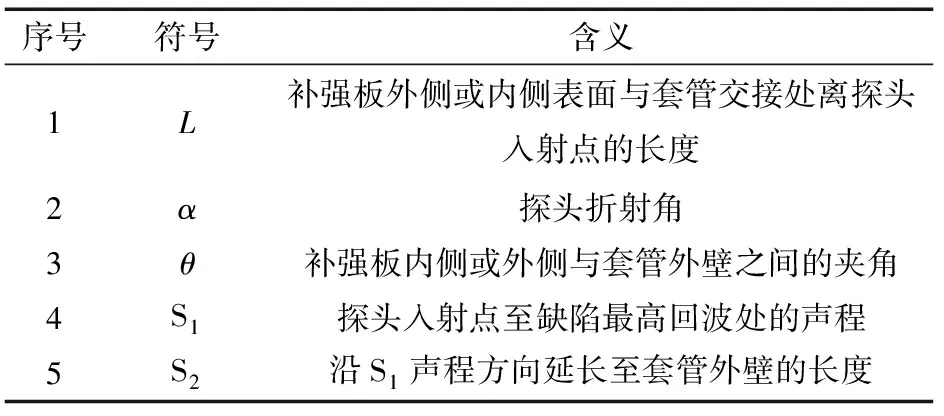
表5 缺陷定位分析中的符号说明
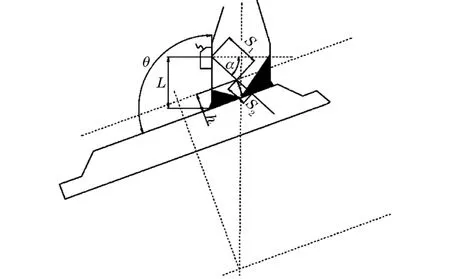
图6 P44/P45缺陷定位分析示意
(1)
h=S2×sin(θ-90°+α)
(2)
h=L×sin(180°-θ)-S1×sin(θ-90°+α)
(3)
从缺陷最大反射回波处的仪器读数及相关的实测数据可计算得出h值,结合缺陷最大反射回波处的d(埋藏深度),可以准确地判断出最大反射回波处的缺陷位置。同时结合缺陷处的动态波形特征综合评定缺陷。对于不在焊缝区及热影响区的反射回波,应认真分析反射回波的来源,区别于因结构等原因产生的干扰回波信号,以免造成缺陷的误判。
由图6、表5及式(3)可知,若θ为90°,即可将式(3)改写为
h=L-S1×sinα
(4)
式(4)可适用1.1节所述的正交类焊接接头,即套管与补强板或安全壳垂直的焊接接头。此方法也可方便、准确地进行正交类焊接接头的缺陷定位。
2.7 超声检测技术受限区域分析及解决措施
检测技术受限区域是指因设计原因导致的焊接接头补强板的探头扫查距离不足,焊接接头熔敷金属及热影响区域的部分超声声束不可达的问题。焊接接头采用双面扫查,为保证超声波全覆盖熔敷金属及热影响区,扫查距离至少为1.5KT(其中K为探头K值,T为检测厚度),不同K值探头要求的最小扫查距离如表6所示。

表6 不同K值探头要求的最小扫查距离
P44/P45贯穿件套管与补强板非径向焊接接头的实际结构如图7所示。从图7标注的尺寸可知,P44/P45非径向焊接接头补强板的探头扫查范围最小部位宽度仅为70 mm,最大部位宽度为105 mm。与表6中的要求有较大的差距。扫查距离不足将无法满足此焊接接头超声波全覆盖检测的要求。依据ASME(美国机械工程师协会)标准的相关规定,在检测存在受限的情况下,需在检测工艺及检测报告中进行说明[3]。对60°,45°,30°探头扫查受限的部位进行了计算及图示分析。

图7 P44/P45非径向焊接接头实际结构示意
图7中浅灰色区域为热影区响(宽度约为10 mm),深灰色区域为熔敷金属。补强板厚度为95.35 mm,套管壁厚为57.15 mm。 焊喉需打磨至5 mm以下,在补强板侧,焊脚尺寸应小于10 mm,检测时尽量增大扫查距离,减小检测受限区域。
2.7.1 60°探头受限区域分析
60°探头的前沿距离为16 mm,其存在如图8所示的技术受限区域(紫色区域),红色线条表示60°探头主声束的入射方向。
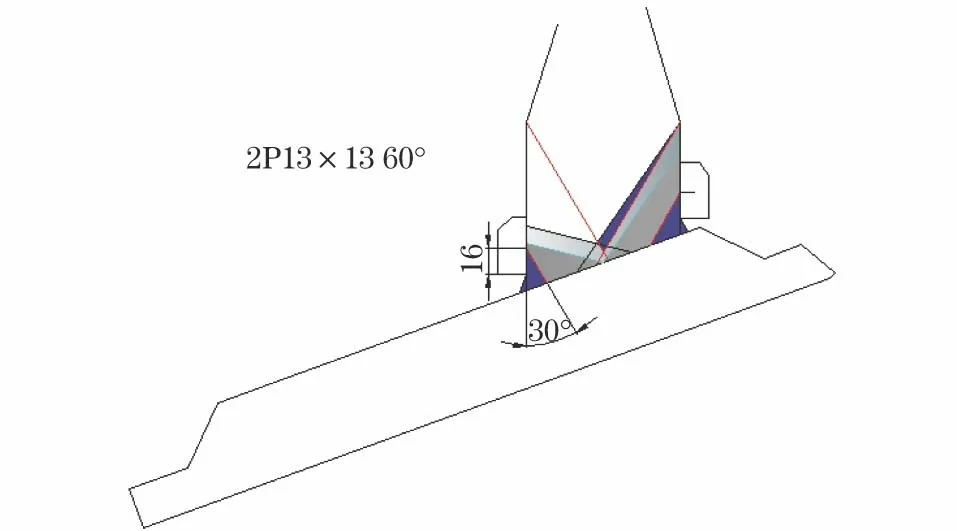
图8 60°探头扫查受限区域示意
2.7.2 45°探头受限区域分析
45°探头的前沿距离为14 mm,其存在图9所示的技术受限区域(紫色区域),黄色线条表示45°探头主声束的入射方向。

图9 45°探头扫查受限区域示意
2.7.3 30°探头受限区域分析
30°探头的前沿距离为14 mm,其存在图10所示的技术受限区域(紫色区域),蓝色线条表示30°探头主声束的入射方向。
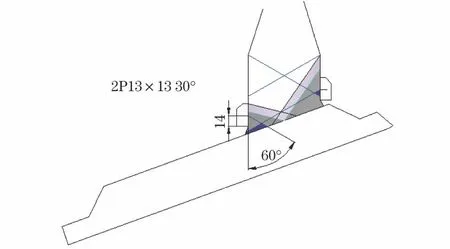
图10 30°探头扫查受限区域示意
60°/45°/30°受限区域分析如图11所示。通过对技术受限区域的综合分析并结合超声检测的特点可知,增加30°探头,可最大程度地减少技术受限区域(玫红色区域),在实际检测中,可提高该类焊接接头超声检测的可靠性和完整性。
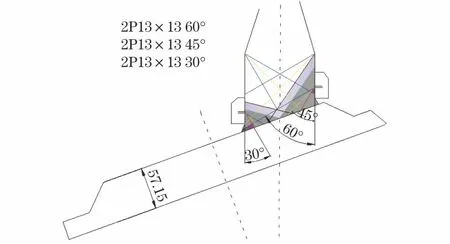
图11 60°/45°/30°探头扫查受限区示意
3 质量验收
在超过基准线20%的回波的区域应注意其是否存在裂纹等危害性缺陷[3],缺陷性质应结合该类焊接接头的结构特点、焊接工艺特点、超声检测工艺、缺陷动态回波特征、缺陷的位置等进行分析判定,如不能作出准确判断应辅以其它检测方法做综合评定。缺陷回波波幅超过了基准线幅度值并且长度超过19 mm时应拒收,缺陷若判定为裂纹、未熔合、未焊透等,无论长度是多少均不可接受的。
4 结语
对AP1000压水堆安全壳贯穿件套管与补强板形成的非径向管板焊接接头的结构特点进行介绍,分析了易产生缺陷部位及重点检测部位,论述了该类焊接接头的超声检测工艺要点及相关要求,构建了统一的缺陷定位坐标系以及准确的缺陷定位方法,并对由于结构原因造成的技术受限区域进行了综合分析。
通过提高扫查面制备的要求,增加主声束折射角为30°的定制探头,最大程度地降低了结构对超声检测的影响,为该类焊接接头超声检测工艺的可靠性和完善性提供了解决措施,并为其施工质量控制提供了坚实的保障。
