加氢催化剂器外真硫化技术开发与工业应用
2021-12-22翟维明李明丰习远兵
刘 锋,翟维明,李明丰,晋 超,习远兵
(中国石化 石油化工科学研究院,北京 100083)
近年来,中国逐渐认识到环境保护对于经济社会发展的重要性,政府从土壤、大气、水源等全方位出发,均制定了明确的法规,这对环境保护和经济可持续发展至关重要,同时,也要求各行各业从事科研生产的人员开发相应的绿色技术。加氢技术通过加氢反应将油品中的硫、氮等杂质脱除,进而达到净化油品的目的,加氢技术的核心是加氢催化剂。传统的加氢催化剂称作氧化态加氢催化剂,氧化态加氢催化剂虽然已经是催化剂成品,可供炼油企业使用,但其不具备高活性和好的稳定性,为了提高氧化态加氢催化剂的活性和稳定性,必须将其中的金属氧化物转变为金属硫化物。以Co、Mo、Ni、W为活性组元的氧化态加氢催化剂,以相应金属氧化物形式负载在催化剂孔道中,经过硫化处理后,转变为相应的金属硫化物,化学反应方程式见式(1)~式(4)。
MoO3+2H2S+H2=MoS2+3H2O
(1)
WO3+2H2S+H2=WS2+3H2O
(2)
3NiO+2H2S+H2=Ni3S2+3H2O
(3)
9CoO+8H2S+H2=Co9S8+9H2O
(4)
目前,研究人员对加氢活性金属硫化物的具体存在形态和相互作用方式以及相关结构存在不同程度的分歧,但普遍认为Co-Mo-S类活性相具有高活性,在硫化过程中,应将金属氧化物尽可能多地转化为Co-Mo-S类活性相,使催化剂具有更高的活性和稳定性。因此硫化过程显得至关重要,这将会直接影响到催化剂的使用效果和使用周期[1-4]。
由于各方面的原因,炼油企业往往采购氧化态催化剂,装填到加氢反应器后器内使用二甲基二硫醚(DMDS)、CS2等硫化剂对催化剂进行硫化,这个过程称为器内硫化过程。由于器内硫化过程使用的硫化剂在储存、运输及注入加氢装置等环节存在诸多问题,同时,硫化时间较长也影响了开工时间。为了解决这些问题,国内外研究机构开发了多种加氢催化剂器外硫化技术。其中一类是以中国石化石油化工科学研究院通过廉价的元素硫为硫化剂、一步浸渍法制备预硫化剂的技术(RPS技术),中国石化抚顺石油化工研究院的器外预硫化技术(EPRES技术),CRITERION公司的一种使用含巯基有机化合物处理催化剂的技术(actiCAT技术)及与EURECAT公司联合开发的催化剂预硫化技术(EasyActive技术)等[5-6]为代表的加氢催化剂器外预硫化技术。这类技术的原理是将单质硫或有机硫化物等硫化剂负载到氧化态催化剂上,再将该预硫化催化剂装入反应器中通过升温分解硫化剂产生硫化氢,继续硫化催化剂。该技术由于仍需要器内活化过程,实质上并未显著缩短开工时间,同时还带来催化剂孔道中硫化剂易流失、活化时硫化剂集中分解、床层易飞温、系统内硫化氢浓度高易腐蚀设备等新问题,开工风险仍然较高。另一类加氢催化剂器外硫化技术是将加氢催化剂直接硫化为真正的硫化态催化剂,然后再装填到加氢装置反应器中,调整操作参数至反应条件并引原料油进装置,即可直接生产出合格产品的技术,TRICAT公司推出的在沸腾床(或膨胀床)中生产真硫化态加氢催化剂的XpresS技术[7-8]、EURECAT公司开发的TOTSUCAT技术是这类技术的代表。
目前中国炼油企业对真硫化态加氢催化剂有较大需求,需要开发具有较低加工成本且普适性较强的加氢催化剂器外真硫化技术。笔者所在课题组通过比较不同类型的硫化方法,借用XPS、HRTEM、C-S和DSC等方法对硫化过程和钝化过程进行系统研究,成功开发了加氢催化剂器外真硫化技术,制备得到了活性高、在空气中稳定性好的器外真硫化态加氢催化剂,并对器外真硫化态加氢催化剂的工业生产情况和使用效果进行介绍,以期促进硫化技术的发展和满足炼油企业对器外真硫化态加氢催化剂的需求。
1 实验部分
1.1 原料和试剂
煤油取自荆门石化常一线,馏程范围为150~240 ℃;活性评价的原料油取自茂名石化混合柴油,馏程范围为210~383 ℃,原料硫质量分数1.2%,氮质量分数220 μg/g,20 ℃的密度0.8588 g/mL。二硫化碳为分析纯(纯度大于99.0%),购自国药集团化学试剂北京有限公司;硫化氢为高纯液体(纯度大于99.9%),购自北京华元气体有限公司。
1.2 器外真硫化态催化剂的制备及评价
选取长岭催化剂厂生产的NiMo/Al2O3柴油加氢精制催化剂,将 20 mL 40~60目的催化剂样品置于反应器恒温段内。气密实验通过后,开始硫化。干法硫化方法为采用硫化氢与氢气体积比为3∶97的混合气作为硫化介质,湿法硫化采用二硫化碳与煤油质量比5∶95的混合油作为硫化介质,硫化升温程序相同,硫化温度均为320 ℃,硫化时间为4 h,硫化压力6.4 MPa。硫化结束后降温至室温,氮气保护下取出催化剂置于环己烷中保存,待进行表征。采用油品对催化剂进行活性评价时,硫化结束后直接切换初活稳定油,使用常二线直馏柴油对催化剂进行初活稳定,初活稳定48 h后切换为原料油,在不同的反应温度下进行活性评价,评价条件为:反应压力6.4 MPa,体积空速1.5 h-1,氢/油体积比300。
分别按式(5)、式(6)计算加氢脱硫和加氢脱氮的活性。
yHDS=[(wS,feed-wS,product)/wS,feed]×100%
(5)
yHDN=[(wN,feed-wN,product)/wN,feed]×100%
(6)
式中:wS,feed、wN,feed为原料中硫、氮的质量分数,%;wS,product、wN,product为产品中硫、氮的质量分数,%;yHDS和yHDN为加氢脱硫和加氢脱氮的活性,%。
1.3 催化剂的表征
催化剂的XPS分析采用Thermo Scientific公司的ESCALab250型X射线光电子能谱仪。激发源为非单色化的功率为300 W的AlKαX射线。分析室的基础真空约为3×10-7Pa。以C1s峰(284.6 eV)进行能量校正。催化剂的钼硫化度和Co-Mo-S比例的详细计算方法见参考文献[9]。
采用FEI公司Tecnai G2 F20 S-TWIN高分辨透射电镜对催化剂样品进行HRTEM表征。加速电压 200 kV。每个样品拍摄20张照片,借鉴文献[4]的处理方法,对催化剂活性相结构进行统计。
采用HORIBA公司的EMIA-920V红外碳硫分析仪测定硫化态催化剂中的碳、硫含量,以确定催化剂积炭及硫化程度,将试样与助溶剂一起放入高频感应炉中通氧燃烧,生成的CO2及SO2气体流经红外吸收池,吸收红外能量,由能量的变化即可得到碳和硫的含量。
采用德国耐驰公司STA409PC-QMS403型热重-质谱联用仪对催化剂进行热分析,空气流速为30 mL/min,测定器外真硫化态催化剂在空气气氛下的抗氧化安定性。
2 结果与讨论
2.1 加氢催化剂器外真硫化技术的开发
2.1.1 硫化方式对催化剂结构的影响
分别采用干法硫化和湿法硫化方法对催化剂进行硫化,硫化后催化剂的XPS结果见表1所示。
从表1可以看出,在压力6.4 MPa高压硫化条件下,采用干法硫化得到的催化剂Mo硫化度高于湿法硫化,同样,Co-Mo-S比例也高于湿法硫化催化剂,这说明在干法硫化条件下,催化剂可以得到更好地硫化。可能是由于在干法硫化条件下,硫化氢以及氢气外扩散和内扩散阻力相比湿法硫化过程更小,金属氧化物可以更充分接触硫化氢和氢气,催化剂能得到更充分地硫化。

表1 不同硫化方法制备催化剂的XPS分析结果Table 1 XPS analysis of different sulfurized catalysts
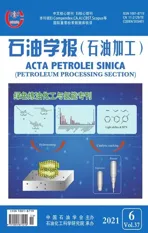
采用HRTEM表征方法统计干法硫化和湿法硫化催化剂的片晶尺寸,得到的活性相结构数据见表2 所示。
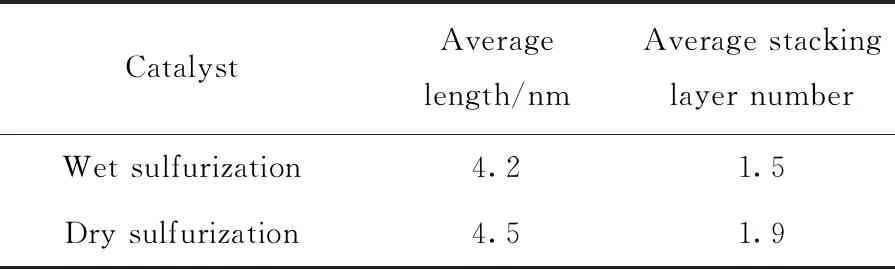
表2 不同硫化方法制备催化剂的活性相结构性质Table 2 Structure of different sulfurized catalysts
从表2可以看出,在6.4 MPa高压硫化条件下,采用干法硫化得到的催化剂活性相长度大于湿法硫化催化剂,同样的,平均堆叠层数也高于湿法硫化催化剂。结合表1的数据,可以看出,在干法硫化条件下,催化剂可以得到更好的硫化。
对不同硫化方法制备的硫化态催化剂进行碳、硫质量分数分析,结果见表3所示。
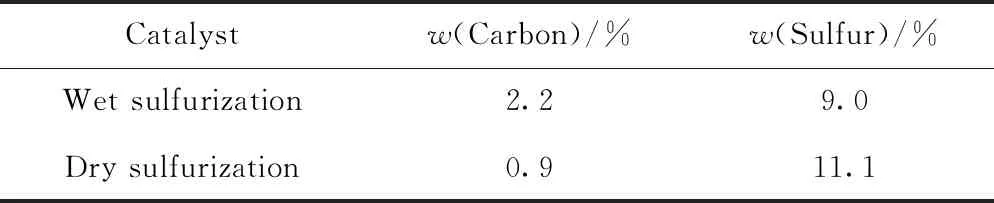
表3 不同硫化方法制备催化剂的碳、硫质量分数Table 3 Carbon and sulfur mass fraction of different sulfurized catalysts
从表3可以看出,干法硫化催化剂的硫质量分数相比湿法硫化催化剂更高,这与表1和表2的数据相对应,说明干法硫化方法可以对催化剂进行更好的硫化,更多的金属氧化物转化为金属硫化物。同时干法硫化催化剂表面的碳质量分数更低,表明催化剂表面积炭更少,这有利于催化剂初活性的更好发挥。
2.1.2 硫化方式对催化剂活性的影响
由于干法硫化催化剂具有金属硫化度高、表面积炭少的优点,且在操作时不使用油品,操作相对更容易,因此,选用干法硫化方法作为器外真硫化技术中硫化过程的方法,通过对干法硫化过程的硫化压力、硫化氢浓度、硫化温度等因素的考察,筛选出优异的干法硫化条件,对干法硫化和湿法硫化催化剂的脱硫活性进行评价,结果见表4所示。
表4 不同硫化方法制备催化剂脱硫活性评价结果Table 4 Desulfurization activity of different sulfurized catalysts
从表4可以看出,在考察的反应温度条件下,经过优化后的干法硫化催化剂脱硫活性略优于湿法硫化,在高反应温度下,优势更加明显,这表明采用干法硫化方法得到的催化剂活性可以达到甚至超过目前常规器内湿法硫化方法的催化剂。因此确定干法硫化为加氢催化剂器外真硫化技术的硫化方法。
加氢催化剂硫化后,表面的金属以硫化物形式存在,活性较高,若直接接触空气会发生氧化反应,会造成催化剂活性降低。因此,新鲜硫化后的加氢催化剂在卸出前必须经过表面活性钝化处理。钝化必须在保证不显著降低催化剂反应活性的前提下进行,经钝化后的催化剂可直接接触空气,以保证催化剂能安全完成卸剂、过筛、包装及再装填等操作过程。采用干法钝化的方法可有效钝化硫化态催化剂的氧化活性,钝化后的硫化态催化剂在表面形成一层保护膜,使得催化剂可直接接触空气,钝化后的硫化态催化剂不仅表面干燥易装卸,且抗氧化性能好。通过考察干法钝化过程的工艺条件,确定了一种具有一定表面氧化和成膜能力的混合气体作为钝化气,对器外真硫化态催化剂的表面进行钝化,该钝化方法操作方便且钝化效果好,对采用干法硫化和干法钝化后的器外真硫化态催化剂进行DSC分析,结果见图1所示。
从图1可以看出,在室温下(<50 ℃),空气环境下的器外真硫化态催化剂温度恒定,热流量小,表明器外真硫化态催化剂在空气中性能稳定,催化剂可以在室温的空气中进行装卸、包装、运输等操作。
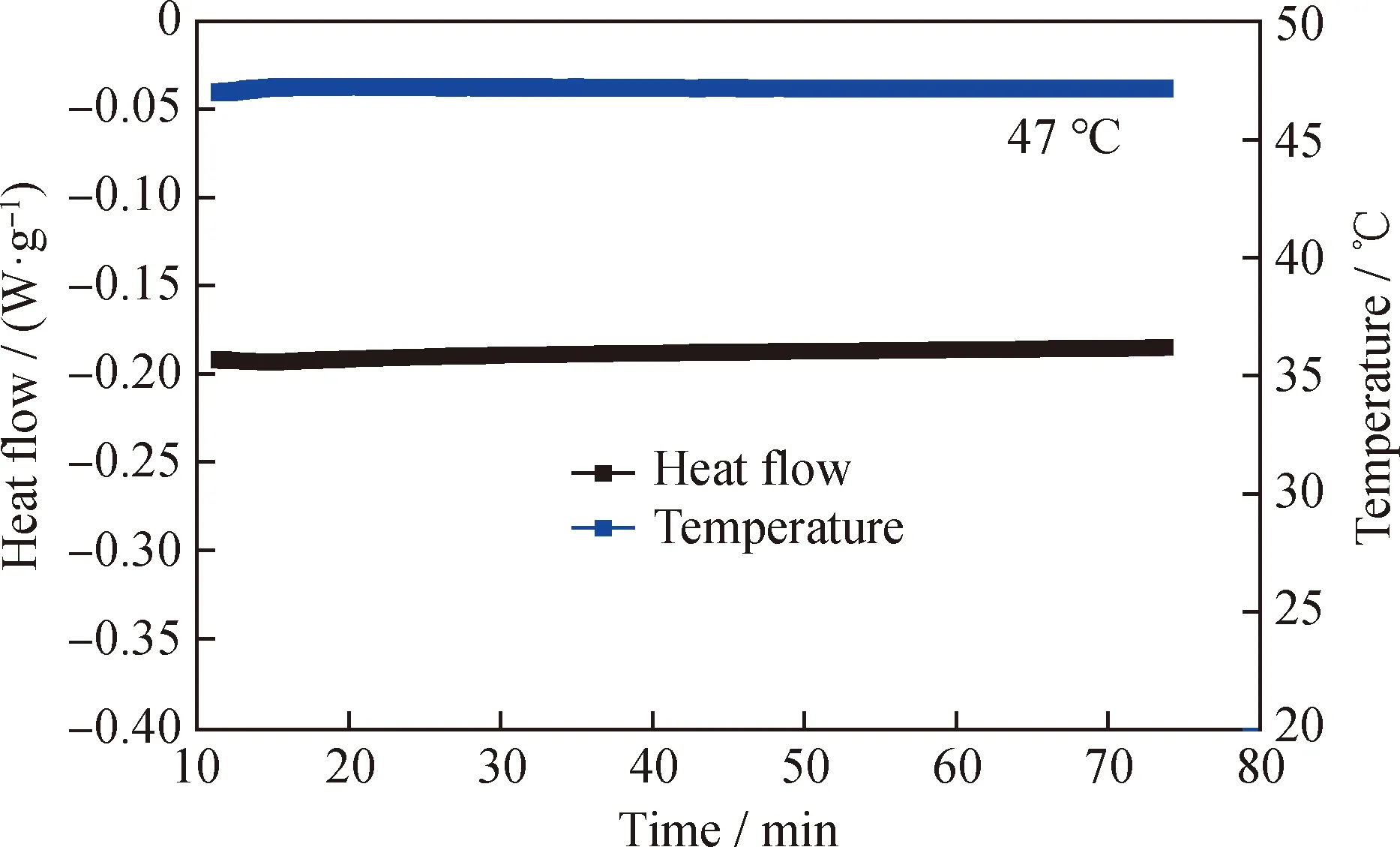
图1 器外真硫化态催化剂DSC分析Fig.1 DSC analysis of ex-situ sulfurized catalyst
2.1.3 不同类型加氢催化剂活性比较
确定了硫化方法及钝化方法,对器外真硫化技术全流程的工艺、工程进行优化研究,包括硫化反应器形式、装卸剂方法、杂质的影响等,对各类影响因素的边界条件进行考察,开发了具有较低加工成本且普适性较强的加氢催化剂器外真硫化技术(e-Trust 技术)[10]。采用e-Trust技术对各种类型加氢催化剂及含分子筛的加氢裂化催化剂进行器外真硫化处理,制备成器外真硫化态催化剂,并在中型评价装置上进行评价,结果见表5所示。
从表5可以看出,汽油加氢、航煤加氢、柴油加氢精制、柴油加氢改质、蜡油加氢、渣油加氢及加氢裂化催化剂均可在器外使用e-Trust技术加工成真硫化态,在器内装填后直接引原料开工,器外真硫化态催化剂的加氢活性普遍要略优于或相当于器内硫化催化剂,具有非常显著的优势。
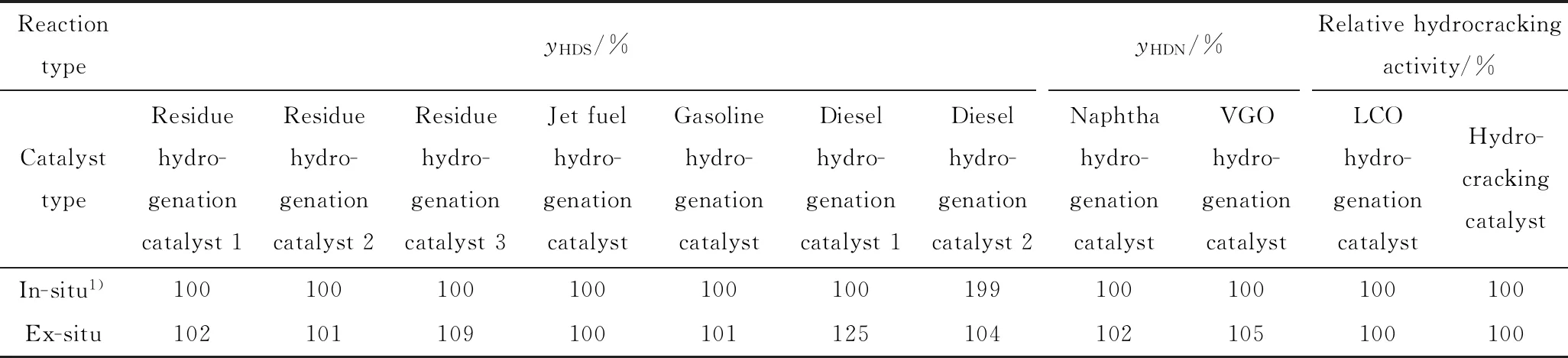
表5 各种器外真硫化态催化剂与器内硫化催化剂活性对比Table 5 Activity comparison of different ex-situ and in-situ sulfurized catalysts
2.2 器外真硫化态加氢催化剂的工业生产流程和活性
根据加氢催化剂器外真硫化技术的基础数据编制工艺包,建成器外真硫化态催化剂生产装置,该生产装置具备工业生产器外真硫化态加氢催化剂的生产能力,图2所示为器外真硫化态催化剂工业生产装置的工艺流程。
从图2可以看出,生产过程中,首先将氧化态加氢催化剂装填到硫化反应器中,在硫化条件下对催化剂进行硫化处理,再对硫化态催化剂进行钝化处理,钝化后的器外真硫化态加氢催化剂在空气气氛下卸出,经过筛后包装到专业集装箱中,运输到炼化企业,以供使用。工业生产的器外真硫化态加氢催化剂在中型评价装置评价其脱硫活性,表6所示为柴油加氢精制催化剂RS-2100和RS-2200的器内硫化和工业装置器外真硫化的脱硫活性对比。

图2 器外真硫化态加氢催化剂生产工艺流程Fig.2 Production process of sulfurized hydrotreating catalyst
从表6可以看出,工业生产装置生产的器外真硫化态催化剂相对脱硫活性相当于或略优于器内硫化催化剂,表明工业生产的器外真硫化态催化剂活性可以达到目前常规的器内硫化催化剂活性标准,具备工业应用的条件。
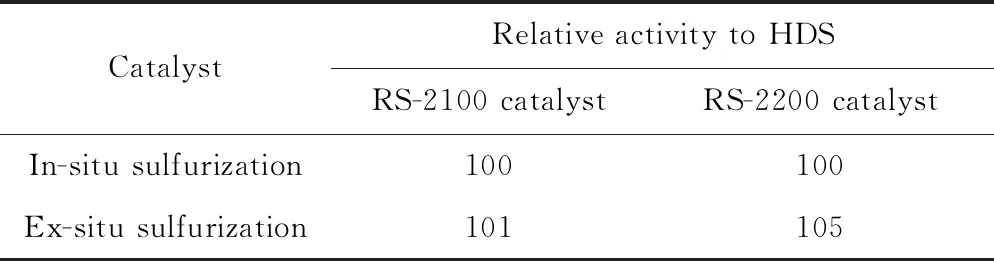
表6 工业生产的器外真硫化态催化剂与器内硫化催化剂脱硫活性对比Table 6 Comparison of desulfurization activity of ex-situ and in-situ sulfurized catalysts
2.3 器外真硫化态加氢催化剂的工业应用
器外真硫化态加氢催化剂在器外已经被真正的硫化,炼油厂在装填到加氢反应器后,工艺上具备条件,可以直接引入原料油开工,具有高效环保的特点。器外真硫化态催化剂在开工过程中,相比其他状态的加氢催化剂具有显著的优势。由于不同加氢装置开工过程均有所差别,以柴油加氢精制装置为例,从氢气气密通过后到加氢装置工艺参数调整到生产状态为止,对比了器内硫化、器外预硫化和器外真硫化态催化剂在开工过程中的特点,如表7所示。

表7 不同状态加氢催化剂在开工过程中的特点Table 7 Characteristics of different catalysts during start-up
从表7可以看出,各种形态加氢催化剂在开工过程中表现出不同的特点。以柴油加氢精制装置的开工过程为例,不考虑装置设备等异常情况,系统氢气气密通过后到生产出合格的产品,器内硫化需要至少72 h的开工时间;而器外预硫化仍需要器内活化过程,开工时间约72 h;器外真硫化催化剂开工时间仅12 h即可加工原料油,通过调整优化工艺条件生产出合格产品。因此,器外真硫化催化剂具有明显的开工时间优势。从安全环保角度来看,器内硫化过程需要在现场注入硫化剂,产生硫化氢和酸性污水,少量泄漏就会对安全环保产生较大影响;器外预硫化态催化剂在器内开工过程中虽然无需再注入硫化剂,但在器内活化过程中,负载在催化剂孔道中的硫化剂仍然会分解产生硫化氢,活化过程产生大量的酸性污水;而器外真硫化态催化剂在开工过程中不产生任何污染物和毒物,具有安全环保的特点。硫化过程是强放热反应,器内硫化过程易导致床层超温;器外预硫化态催化剂在器内活化过程中由于负载在催化剂孔道中的硫化剂集中分解,极易造成床层瞬间超温;而器外真硫化态催化剂在器内开工过程中无放热反应发生,安全性高。综上,器内硫化和器外预硫化催化剂开工时间长,安全环保性差;器外真硫化态催化剂开工时间短,经济性高,具有安全环保的特点。
器外真硫化态加氢催化剂在炼油厂的开工使用流程如图3所示。

图3 器外真硫化态加氢催化剂在炼厂的开工流程Fig.3 Start-up process of sulfurized catalyst in refineries
器外真硫化态催化剂在出厂前已经过干燥和密封包装,在器内开工过程中无需再次干燥,密封反应器后先使用氮气气密,再进行氢气气密,在150~200 ℃引油,部分催化剂需要初活稳定48 h,初活稳定结束后逐渐引入二次加工油进装置,并调整反应温度正常生产,无需初活稳定过程的催化剂可直接引原料油开工。器外真硫化态催化剂目前已在石脑油加氢、航煤加氢、柴油加氢、蜡油加氢裂化、润滑油加氢处理、煤焦油加氢等典型加氢装置工业应用,均可以实现缩短开工时间、降低开工过程安全环保风险的目标,用户使用感受较好。
2.3.1 器外真硫化态柴油加氢精制催化剂的工业应用
某石化公司2200 kt/a柴油加氢精制装置上周期采用氧化态催化剂开工,氧化态催化剂采用特殊的制备技术,催化剂在器内硫化前不能承受高温,在气密时床层温度设置不高于150 ℃,这极大地影响了反应器壁升温到要求温度的时间。但器外真硫化态催化剂在器外已进行了完全硫化,可以适当提高床层温度,此次器外真硫化态催化剂开工,将床层最高点温度设定为200 ℃,大大缩短了器壁升温时间。上周期从点炉开始到反应器壁温度全部达到93 ℃以上花了近4 d时间;此次器外真硫化态催化剂开工反应器壁温度不到24 h就已达到要求,气密过程比较快,极大地缩短了开工时间。氢气气密通过后,开始进直馏柴油升温并建立液位,反应器温度达到初活稳定温度后,开始取馏出口产品分析,恒温约8 h后,检测产品硫质量分数为6.6 μg/g,装置进油后约27 h生产出合格产品。初活稳定3 d后,装置开始引入焦化柴油,产品硫质量分数始终保持在3~6 μg/g。至此柴油加氢装置采用器外真硫化态加氢催化剂一次开车成功,生产出合格产品,达到了预期目标[10]。
某石化公司1000 kt/a柴油加氢精制装置,上周期采用预硫化态催化剂开工,氢气气密时,当氢气引入到床层时,负载在催化剂孔道中的硫化物与氢气发生反应,生成硫化氢,放出大量热量,致使氢气气密试验较难进行。本周期采用器外真硫化态催化剂开工,开工过程平稳。2个周期开工过程的特点比较见表8所示。从表8可以看出,采用预硫化态催化剂开工,循环气中硫化氢质量分数最高达到60000 μg/g;器外真硫化态催化剂开工期间无硫化氢。预硫化态催化剂接触氢气后出现集中放热现象,且由于气密时,部分循环气体外排导致活化后期硫化氢浓度偏低,后续又补充了1.3 t DMDS,预硫化态催化剂开工时间长。器外真硫化态催化剂相比预硫化态催化开工具有显著的优势。

表8 预硫化态催化剂和器外真硫化态催化剂在开工过程中的特点Table 8 Start-up characteristics of sulfurized and presulfurized catalysts
2.3.2 器外真硫化态航煤加氢催化剂的工业应用
器外真硫化态航煤加氢催化剂的开工过程与采用器外真硫化态催化剂的柴油加氢装置开工类似,不同的是,航煤加氢装置的压力等级一般为2.0~3.5 MPa,比柴油加氢的压力等级低,无需考虑反应器壁温度的限制。某炼油厂600 kt/a航煤加氢装置经过检修后,将上一周期使用的催化剂RSS-2卸出并再生,将再生剂做成器外真硫化态催化剂应用到航煤加氢装置上。该装置氮气气密结束后,通入氢气,器外真硫化态催化剂已具有较高的加氢活性,对氢气具有一定的吸附能力,吸附会产生吸附热,催化剂吸附氢气后,大约产生约30 ℃的吸附热温升,但是持续约10~20 min后,床层温度开始快速下降,说明氢气已吸附饱和。经过氢气置换和气密后,反应器入口温度为142 ℃,开始进常减压的常一线煤油,上周期采用氧化态加氢催化剂和本周期采用器外真硫化态催化剂开工过程的对比见图4所示。
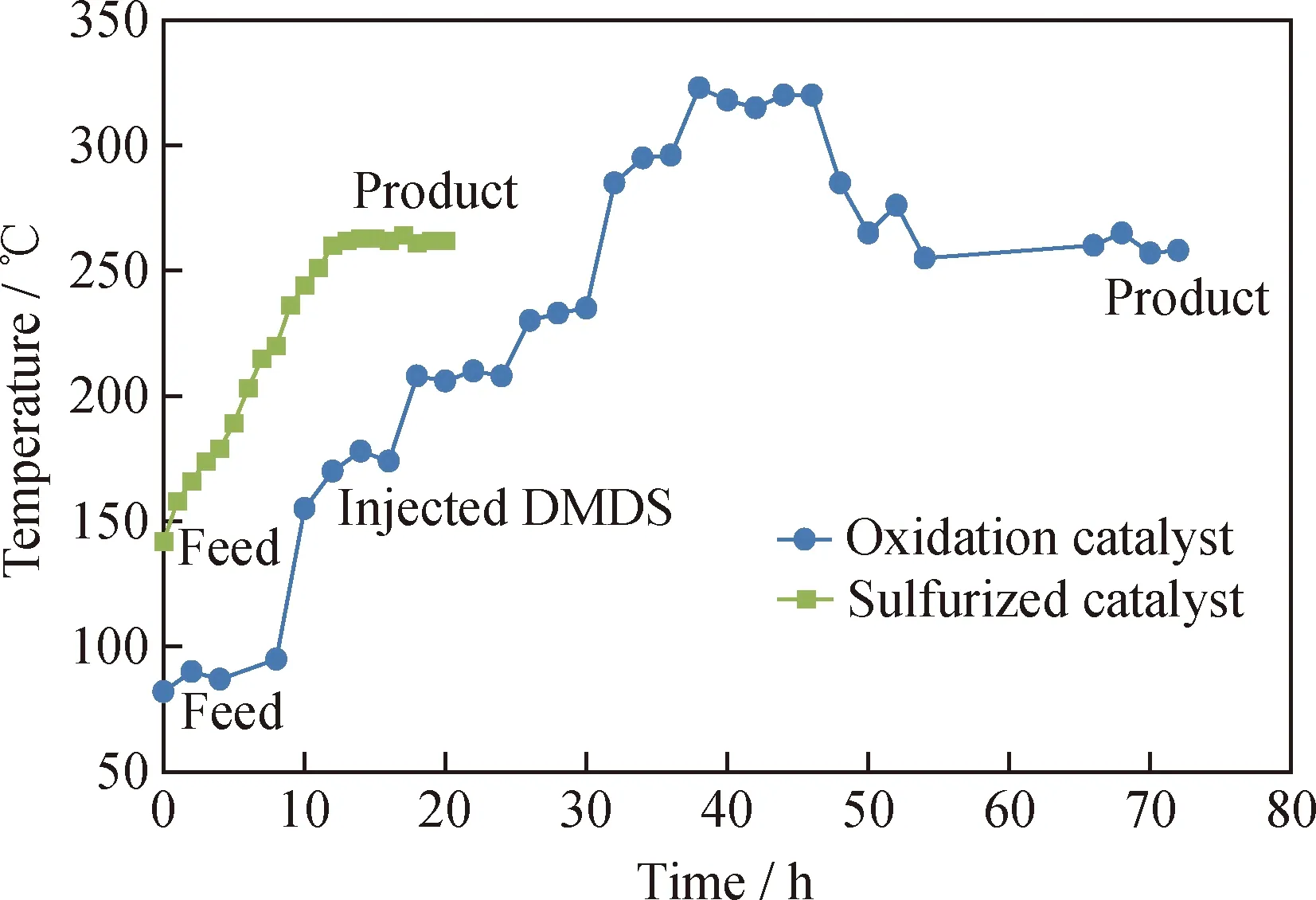
DMDS—Dimethyl disulfide图4 氧化态和器外真硫化态催化剂开工过程Fig.4 Start-up process of oxidic catalysts and sulfurized catalysts
从图4可以看出,器外真硫化态催化剂进油后直接升温到正常反应所需要的温度,升温期间不断调整分馏塔至正常生产状态。从开始进原料油到产出合格航煤产品,共计用时14 h,相比上周期采用氧化态催化剂开工,减少了催化剂干燥、硫化、降温等待的开工过程,缩短开工时间63 h,产品快速供应缺货市场。节省开工费用约58×104CNY,相当于节省开工费用2.6×104CNY/t催化剂,同时,快速开工产生的利润为企业创效效果明显。
2.3.3 器外真硫化态加氢裂化催化剂的工业应用
加氢裂化是将重质油转化为轻质油的过程,即在氢气存在下,将较重的油在较高的温度和压力下,经过催化剂的作用,使烃类分子发生加氢、裂化、异构化等反应。某炼油厂800 kt/a蜡油加氢裂化装置,采用双剂串联尾油全循环的中压加氢工艺,加工常减压装置常三线、减一线和减二线蜡油,掺炼部分催化柴油,以多产重石脑油和喷气燃料为主,兼产部分柴油。为了缩短开工周期,减少开工期间污染物排放,采用了中国石化石油化工科学研究院开发的器外真硫化态催化剂。该装置两个反应器,分别为加氢精制反应器和加氢裂化反应器,催化剂全部使用器外真硫化态催化剂[11]。
催化剂床层引入氢气后,采用硫化氢检测管未检测出循环氢中硫化氢浓度,表明器外真硫化态催化剂在此温度下未被氢气还原释放硫化氢,催化剂可保持高活性的硫化态。该装置进行11 MPa的气密实验合格后,一次通过流程,引低氮柴油进装置,低氮油(Diesel)的性质见表8所示。炉出口温度以15 ℃/h的速率升温到达250 ℃后,开始逐步引高氮蜡油进装置,蜡油(VGO)性质见表9所示。炉出口温度继续向300 ℃提温,升温期间不断通过冷氢来控制反应器的温升。炉出口温度到达300 ℃后,根据产品质量开始调整催化剂床层温度,仅用 26 h,装置就已达到正常运转状态,相比常规湿法开工缩短20 h以上。

表9 器外真硫化态加氢裂化催化剂使用的开工油性质Table 9 Oil properties during start-up of sulfurized hydrocracking catalysts
从表9可以看出,低氮柴油的氮质量分数仅73 μg/g,馏程是典型的轻柴油馏分,钝化用的直馏高氮蜡油氮质量分数118 μg/g,可以达到较好的钝化效果。开工过程始终采用一次通过流程,且整个开工过程中未注硫,开工过程未进行硫化剂、硫化剂储罐计量、注硫泵调节以及频繁的硫化氢浓度测量等工作,排除了因注硫设备异常导致的开工过程中断,不注氨钝化,免去了注氨环节,采用逐步切入直馏高氮蜡油的方式进行钝化。
加氢裂化装置的开工过程中,精制反应器和裂化反应器均是在温度升到260 ℃之后开始出现温升,精制反应器在开工后期温升可达到10 ℃以上,说明器外真硫化态加氢精制催化剂活性较高,而裂化反应器单床层温升不大于8 ℃,说明开工过程平稳,没有出现飞温现象。
2.3.4 器外真硫化态润滑油加氢处理催化剂的工业应用
润滑油加氢装置是使用硫化态加氢处理催化剂将原料中的硫、氮、多环芳烃加氢脱除,再使用贵金属催化剂对润滑油进行异构、降凝处理,开工过程中需要将加氢处理催化剂进行硫化处理,将氧化态催化剂转化为硫化态催化剂,再使用氢气将贵金属催化剂还原为金属态催化剂。目前,贵金属催化剂一般都已经过器外还原处理,无需再器内还原;加氢处理催化剂在开工时还需要对其进行硫化处理,需要在器外进行真硫化处理,降低开工风险和缩短开工时间。某炼油厂200 kt/a润滑油加氢装置采用器外真硫化态加氢处理催化剂开工,与采用氧化态催化剂开工的开工过程特点对比见表10所示。
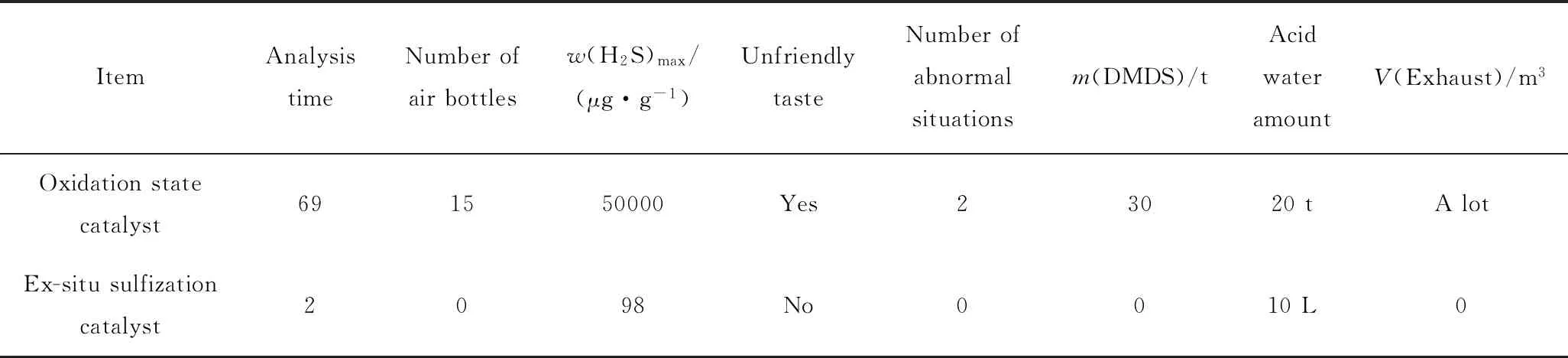
表10 氧化态与器外真硫化态润滑油加氢预处理催化剂开工过程特点Table 10 Start-up characteristics of oxidic catalyst and sulfurized catalyst
从表10可以看出,采用器外真硫化态润滑油加氢处理催化剂开工,开工过程具有显著的优势,不使用硫化剂,不排放酸性水和酸性气,现场无臭味,开工流程简单,操作少,明显缩短开工时间。
3 结 论
(1)分别对干法硫化过程、湿法硫化过程和钝化过程进行研究,确定采用干法硫化和干法钝化作为器外真硫化技术的硫化方法和钝化方法,通过对硫化过程和钝化过程的优化,确定了加氢催化剂器外真硫化技术的工艺流程。对器外真硫化技术的工艺边界条件及工程进行研究,开发了加氢催化剂器外真硫化技术,制备的器外真硫化态加氢催化剂活性高、在空气中稳定性好。
(2)采用加氢催化剂器外真硫化技术工艺包建设器外真硫化态催化剂生产装置,生产的催化剂在中型装置评价活性高,达到了器内硫化催化剂的活性水平。
(3)器外真硫化态催化剂已在石脑油加氢、航煤加氢、柴油加氢精制、蜡油加氢裂化、润滑油加氢处理、煤焦油加氢装置上工业应用,开工过程无废水、废气排放,不使用硫化剂,开工过程安全环保,可缩短开工时间2~5 d,为企业增加经济效益。