钽钨合金螺套高温抗氧化涂层制备研究
2021-12-22王立斐周小军白晓东
王立斐,周小军,赵 刚,梁 斌,刘 尖,白晓东
(宁夏东方钽业股份有限公司,宁夏石嘴山 753002)
随着科学技术的不断发展,高温材料的应用温度在不断提高,尤其是超声速巡航飞行器,伴随发动机的持续升级换代,对高温材料提出更高的温度及高温性能要求[1]。由于发动机工作温度高,对其材料性能的要求十分苛刻,尤其是各部件之间连接问题显得尤为突出,目前国内在紧固连接件高温抗氧化材料研制方面已取得了突破性进展,但在C/C复合材料与其它部件连接中遇到瓶颈,由于C/C复合材料具有很好的高温性能,但强度和力学性能差,在结构件连接设计中C/C复合材料常用阴螺纹的方式与其它部件进行连接,由于C/C复合材料强度、韧性和力学性能差,在C/C复合材料上加工阴螺纹存在较多问题:如极易出现分层、加工时易出现螺纹掉齿、在反复拆装过程中出现脱扣等现象,从而导致产品连接强度低,质量一致性差,装机工作可靠性不足等问题。为解决该问题,对C/C复合材料阴螺纹采用加装螺套设计[2]。由于钽钨合金具有高熔点、高热强性和良好的加工性能,是航天飞行器关键高温部件的主要结构材料,因此螺套采用钽钨合金加工,而钽钨合金在高温下会发生氧化破坏,为预防钽钨合金在高温下氧化,必须在合金表面制备高温抗氧化涂层加以防护[3]。由于螺套具有伸缩性,在安装过程中需压缩产生形变,而现有涂层脆性极大且结构较疏松,涂层与基体结合强度低,在类似螺套这种在安装或工作过程中会产生形变的部件上使用时,涂层由于脆性大会因形变而产生裂纹或脆断,随着变形量的加大,由于涂层结构疏松,涂层与基体结合强度低而导致涂层脱落。因此,要研究一种韧性好、与基材结合力强、结构致密、性能优异的钽钨合金涂层,解决新型超音速发动机研制中钽钨合金螺套高温抗氧化防护的难题,使钽钨合金涂层能够广泛应用在航空航天、武器装备、原子能及化工工业领域中类似弹簧螺套这种在安装或工作过程中会产生形变时涂层不会受损的高温结构部件上[4,5]。
1 试验内容及方法
1.1 钽钨螺套涂层配方设计
选用硅化钼体系涂层进行涂层配方设计,涂层主体为MoSi2-Mo-Cr-M1-M2。
通过添加M1、M2等元素提高涂层与合金热膨胀系数的匹配性,消除或降低涂层内应力,通过添加Ge、Ir等改性剂、氟化物或氯化物作为催化剂来提高合金化学活性,增加合金与涂层间互扩散程度,提高涂层与合金的高温结合强度。将设计配方中成分按一定质量比添加功能元素后混合,加入乙醇为溶剂装入球磨罐,用球磨机研磨制得涂层料浆[6]。
1.2 涂层制备工艺
在合金表面制备高温涂层的工艺方法多种多样,但应用较多的有三种,分别是:(1)料浆熔烧法;(2)气相化学沉积法;(3)电弧沉积法[7~9]。而料浆熔烧法特点是制备工艺简单,成本较低,适合于批量化生产,根据钽钨合金螺套批量化生产要求,试验选用料浆熔烧法制备钽钨合金螺套耐高温抗氧化涂层。其技术工艺路线如图1所示。
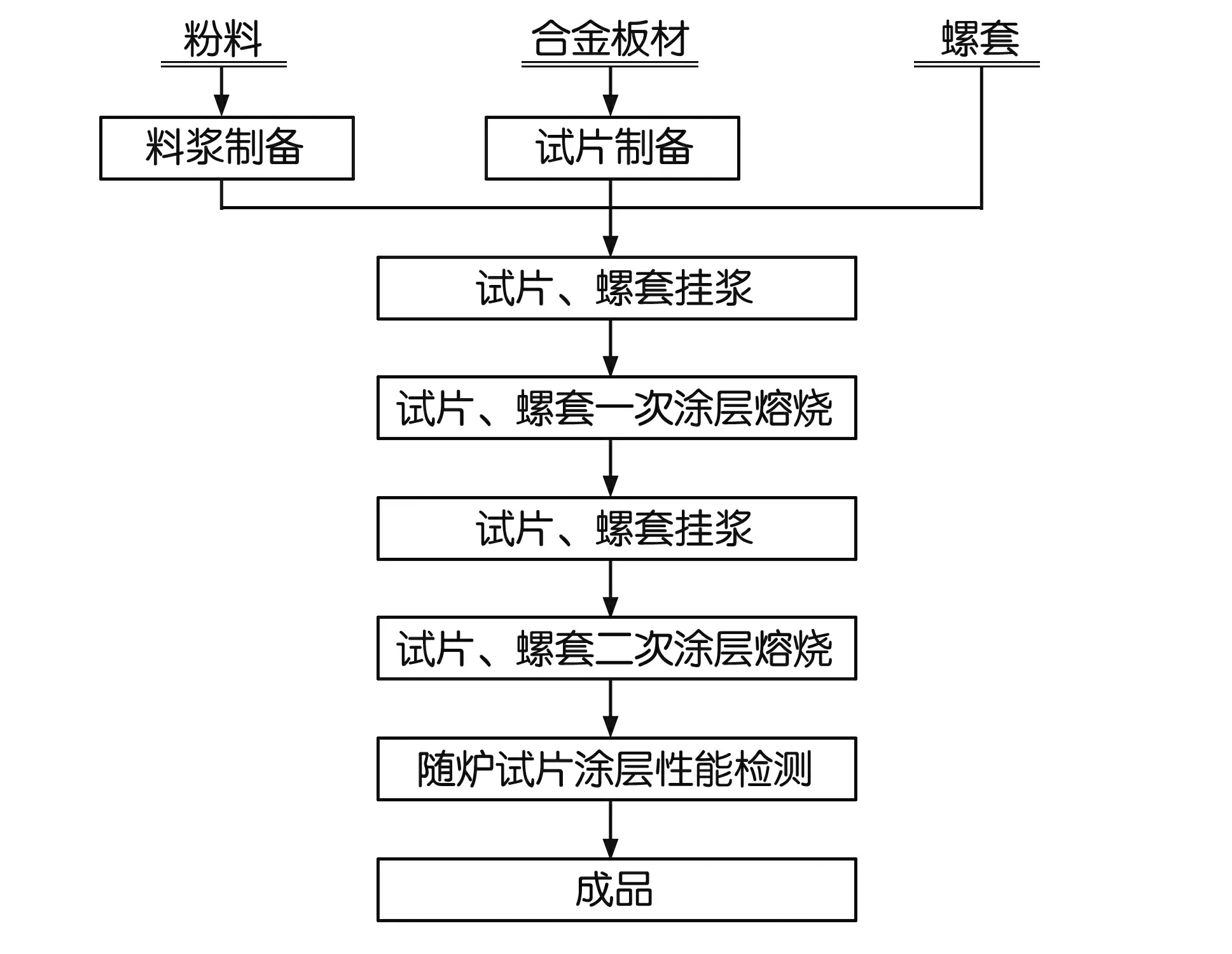
图1 钽钨合金螺套涂层制备流程
1.3 涂层制备
根据金属与非金属在塑性与抗氧化性能上的互补性,选用Si作为助溶剂,配置具有抗氧化、易扩散、易固溶等性能特点的单质或合金粉,添加粘结剂,通过烧结方法在钽钨合金表面制备扩散固溶的半陶瓷体,使之能在高温大气环境中,涂层表面与氧结合形成保护层,对合金基材起到抗氧化的作用[10]。
将制得的涂层料浆喷涂或浸泽于钽钨合金螺套和随炉高温测试样表面后在真空电阻炉中烧结制备出涂层产品,如图2所示。

图2 钽钨合金涂层螺套
2 试验结果与分析
2.1 涂层抗氧化性能
涂层抗氧化性能通过内热法测定,选用高温测试试验台,将带有涂层的试样(70 mm×8 mm×1 mm)安装在两电极中部,采用低电压、大电流通电加热的方式对试样加热,用MR双色红外测温仪测定试样温度。
测定涂层静态抗氧化性能时,通过调节电流电压的输出控制试样的温度,在大气环境中15~20 s内将试样升至试验温度后保温,当试样出现目视可见的小黑点时,表明局部涂层已经失效,停止测试。从开始保温到涂层失效的时间即为涂层静态高温抗氧化寿命。
对制备的涂层试样进行性能测试,测试数据见表1。

表1 涂层试样及性能测试数据
表1测试结果显示,涂层1 600℃静态寿命16 h,1 800℃静态寿命12 h,1 900℃静态寿命3 h,性能良好。
2.2 涂层结合强度
在Φ25 mm×6 mm钽钨合金表面制备涂层(结合强度检测样)如图3,采用Instron公司5882型电子拉力试验机,胶粘剂FM-1000胶,按照JGG-0.5.Q-0008的规定检测涂层结合强度为75 MPa。

图3 涂层结合强度检测样
2.3 涂层韧性
将制得的钽钨合金涂层通过三点弯曲试验:试样弯曲90°涂层无断裂,也无脱落现象发生。
2.4 涂层形貌分析
用X射线衍射、扫描电镜、透射电镜对制得的钽钨合金螺套涂层微观组织与结构进行了详细分析,如图4所示。
从图4图像可以看出,涂层显微组织为蜂窝状弥散玻璃体(蜂窝状涂层结构具有优良的自愈性能),分布均匀,涂层微观组织结构完整,没有出现涂层断代、涂层空缺等缺陷。涂层结构均匀、组织致密、扩散层明显,扩散层厚度均匀,整体涂层与基体的结合严密,厚度分布均匀[10,11]。
3 涂层螺套热试车考核
对制备的涂层螺套进行了地面热考核试验,试验中螺套位置的温度达到1 800℃以上,试验后检查螺套涂层结构完好,结果满足装机使用要求,可用于发动机连接结构。
4 结 论
1.通过涂层配方设计及优化研究、涂层制备工艺研究,获得一种与钽钨合金相匹配,具有优良抗高温氧化性能且结合力强、韧性好,可供钽钨螺套使用的高温抗氧化涂层及制备工艺。
2.制备出钽钨合金涂层螺套。螺套涂层1 600℃静态寿命16 h,1 800℃静态寿命12 h,1 900℃静态寿命3 h,性能良好。涂层螺套通过了热考核试验,可用于超高温发动机连接结构。
3.解决了C/C复合材料与其它高温部件连接中遇到的瓶颈。
4.钽钨合金涂层螺套能够广泛应用在航空航天、武器装备、原子能及化工工业领域中类似弹簧螺套这种在安装或工作过程中会产生形变时涂层不会受损的高温结构部件上。
