一种循环水冷却系统及焊接头保护气装置的应用
2021-12-21黎森文欧芝清游新亮
陆 璟,黎森文,欧芝清,游新亮
(柳州五菱汽车工业有限公司,广西 柳州 545007)
1 激光焊接的原理及特点
1.1 光纤激光器焊接的原理
光纤激光器光束是由输入的三相电进入激光器主电源,转换成60 VDC~75 VDC 的直流电,为泵浦激光二极管供电,泵浦激光二极管输出980 nm 的泵浦光,泵浦光通过光纤耦合到有源光纤中,有源光纤掺杂了稀土元素镱离子Yb,镱离子Yb 吸收980 nm的泵浦光,其内层电子被激发到外层,外层电子不稳定,会落回内层,期间产生1 070 nm 的光子,光子在光纤内被两个反射器件持续反射增强,形成激光输出,如图1 所示。
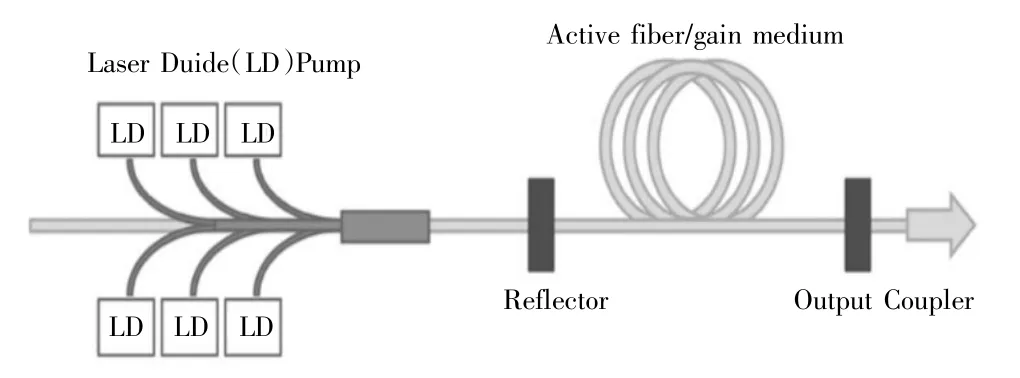
图1 光纤激光器激光产生原理图
激光焊接则是利用高能量的激光脉冲对材料进行微小区域的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定的熔池。焊接时,将激光器发射的高功率密度(108~1012 W/cm2)的激光束聚缩成聚焦光束,以此轰击工件表面,产生热能,熔化工件,如图2 所示。
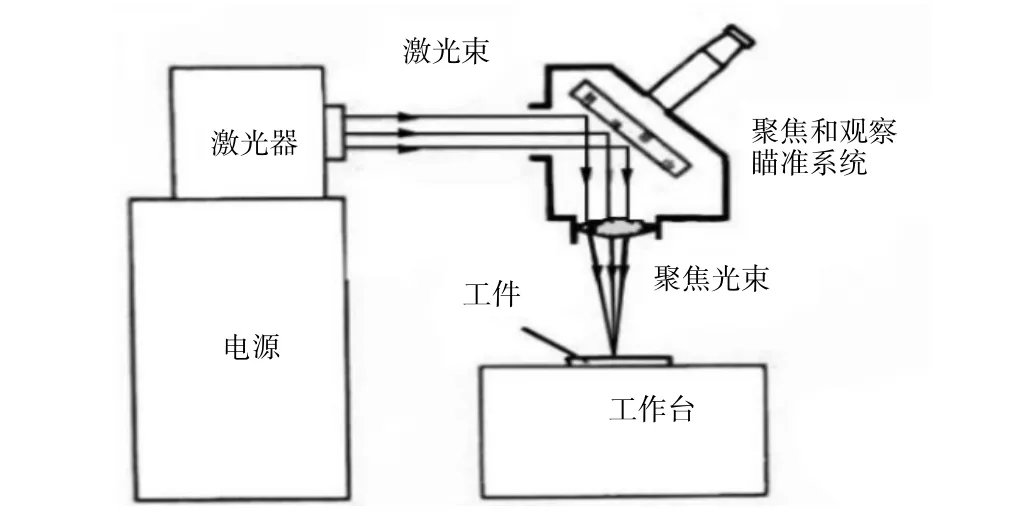
图2 激光焊接原理
激光束是具有单一频率的相干光束,在发射中不产生发散,可用透镜聚缩为一定大小的焦点(0.076~0.8 mm)。小焦点激光束可用于焊接、切割、打孔;大焦点激光束可用于材料表面热处理及清洗等。光纤激光器则是利用光导纤维来引导激光束,增加了焊接的灵活性[1]。
1.2 光纤激光焊接的特点
(1)光纤传输激光焊接机选配CCD 摄像监视系统,方便观察和精确定位。
(2)光纤传输激光焊接机焊斑能量分布均匀,具有焊接特性所需要的最佳光斑。
(3)光纤传输激光焊接机适应各种复杂焊缝,各种器件的点焊,以及1 mm 以内薄板的缝焊。
(4)光纤传输激光焊接机采用英国进口陶瓷聚光腔体,耐腐蚀、耐高温,腔体寿命(8~ 10)年,氙灯寿命800 万次以上。
(5)可定制专用的自动化工装夹具,实现产品的批量生产。
2 光纤激光器焊接的应用及工艺
光纤激光器焊接应用于光通信器件、IT、医疗、电子、电池、光纤耦合器件、显像管电子枪、金属零件、手机振动马达、钟表精密零件、汽车钢片等的精密焊接。如,在电子工业就得到了广泛的应用。
因为激光焊接热影响区小,加热集中迅速、热应力低,因而正在集成电路和半导体器件壳体的封装中,显示出独特的优越性,在真空器件研制中,激光焊接也得到了应用。传感器或温控器中的弹性薄壁波纹片厚度在0.05~0.1 mm,采用传统焊接方法很难解决,TIG 焊容易焊穿,等离子稳定性不好,影响因素多而采用激光焊接效果很好,受到广泛地应用。
3 保护气体对激光焊接的作用及吹入方式
3.1 保护气体对激光焊接的作用
在激光焊接中,保护气体会影响焊缝成型、焊缝质量、焊缝熔深及熔宽等,在极大多数情况下,吹入保护气体会对焊缝产生有利作用:
1)正确地吹入保护气体会有效保护焊缝熔池减少氧化,甚至避免被氧化;
2)正确地吹入保护气体可以有效减小焊接过程中产生的飞溅,起到保护聚焦镜或者保护镜的作用;
3)正确地吹入保护气体可以促使焊缝熔池凝固时均匀铺展,使得焊缝成型均匀美观;
4)正确地吹入保护气体可以有效减小金属蒸汽羽或者等离子云对激光的屏蔽作用,让到达工件表面的激光能量增大,增大激光的有效利用率;
5)正确与吹入保护气体可以有效减少焊缝气孔。
3.2 保护气体的吹入方式
保护气体的吹入方式目前主要有两种:一种是旁轴侧吹保护气体,如图3 所示;另一种是同轴保护气体,如图4 所示。两种吹入方式具体该怎么选择是多方面综合考虑的,一般情况下建议采用侧吹保护气体的方式。
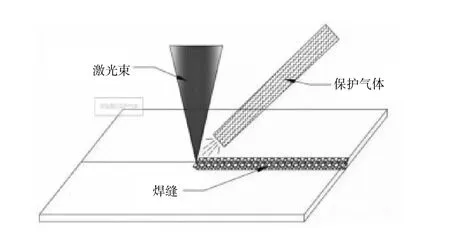
图3 旁轴侧吹保护气
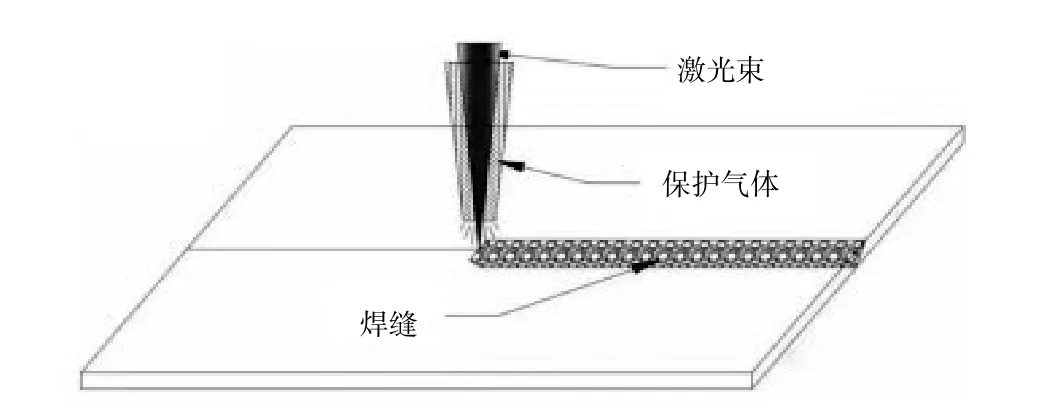
图4 同轴保护气
保护气体吹入方式选择原则:直线焊缝用旁轴好,平面封闭图形用同轴好。
首先需要明确的是,所谓的焊缝被“氧化”仅是一种俗称,理论上是指焊缝与空气中有害成分发生化学反应导致焊缝质量变差,常见是焊缝金属在一定温度下与空气中的氧、氮、氢等发生化学反应。
防止焊缝被“氧化”就是减少或者避免这类有害成分与高温状态下的焊缝金属接触,这种高温状态不仅仅是熔化的熔池金属,而是从焊缝金属被熔化时一直到熔池金属凝固并且其温度降低至一定温度以下整个时间段过程。例如钛合金焊接,当温度在300 ℃以上时能快速吸氢,450 ℃以上时能快速吸氧,600 ℃以上时能快速吸氮,所以钛合金焊缝在凝固后并且温度降低至300 ℃以下这个阶段内均需受到有效的保护效果,否则就会被“氧化”。
从上述描述不难理解,吹入的保护气体不仅需要适时对焊缝熔池进行保护,还需要对已经焊接过的刚刚凝固的区域进行保护,所以一般均采用图3所示的旁轴侧吹保护气体,因为这种方式的保护方式相对于图4 中的同轴保护方式的保护范围更广泛,尤其是对焊缝刚刚凝固的区域有较好的保护。
旁轴侧吹对于工程应用来说,不是所有的产品都能够采用旁轴侧吹保护气体的方式,对于某些具体的产品,只能采用同轴保护气体,具体需要从产品结构以及接头形式进行有针对性的选择。
(1)直线焊缝
如图5 所示,产品的焊缝形状为直线状,接头形式为对接接头、搭接接头、阴角角缝接头或者叠焊接头均可,此类型的产品均是采用图3 所示的旁轴侧吹保护气体方式为佳。
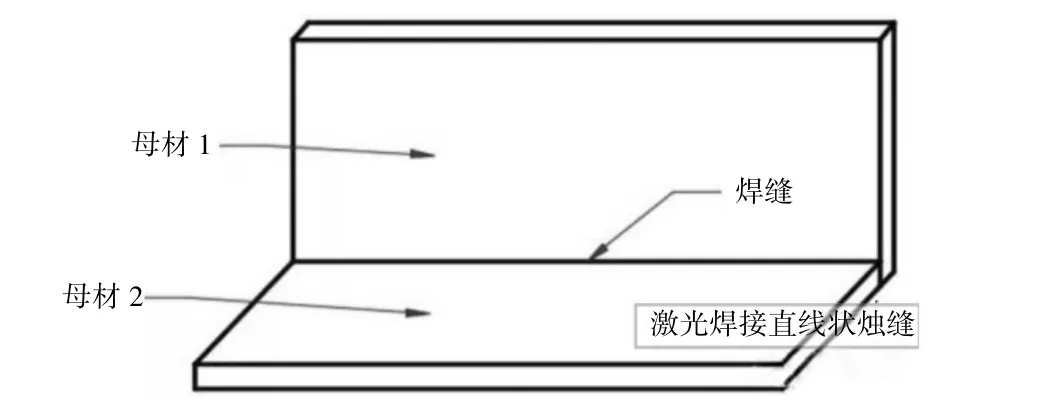
图5 直线状焊缝
(2)平面封闭图形焊缝
如图6 所示,产品的焊缝形状为平面圆周状、平面多边形状、平面多段线状等封闭型图形,接头形式为对接接头、搭接接头、叠焊接头等均可,此类型产品均是采用图4 所示的同轴保护气体方式为佳。
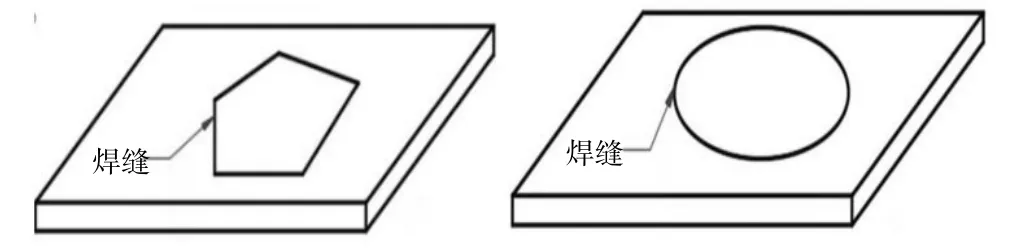
图6 平面封闭状焊缝
4 循环水冷却对同轴保护气装置的保护
4.1 循环水冷却的作用
由于激光在焊接应用的过程中会产生大量的热量,所以对保护气装置的有效保护也是影响工作效率的一个关键因素。目前常用的冷却方式有2 种:气体冷却和液体冷却。由于气体冷却的工作方式和冷却效果不适用于激光焊接,所以这里着重考虑液体冷却。
液体冷却是一种用冷却剂流过或环绕某个系统来防止该系统过热的流体,它通过将该系统产生的热量传导到其他的系统来使用或消耗热量。常用的有轻水、重水和液态金属钠。理想的冷却剂具有高热容量、低黏度、廉价、无毒、化学惰性、无腐蚀性又不促进腐蚀。基于成本及维护考虑,选择轻水这一液体作为冷却剂。
4.2 循环水冷却对同轴保护气装置的保护
如图7 所示,由于在激光焊接过程中工件表面反射的气体和弧光温度过高,会对保护气装置造成不可逆转的破坏,即便保护气装置本身都采用金属或陶瓷等耐高温材料,久而久之也无法保存完好,特别是与之相连接的气路管材。
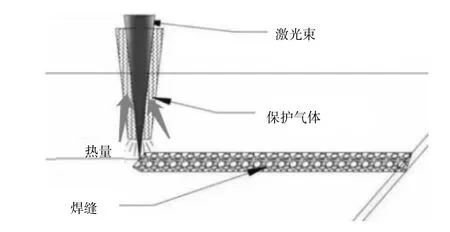
图7 高温对保护气装置影响示意
保护气装置与气体源是用软气管来连接的,这种软气管的材料大多是PVC 聚氯乙烯。而它的熔点范围只有130 ℃~145 ℃,当反射的气体和弧光对保护气装置本身传导热量时,热量也会相应的传导至气管。在大型工件焊接时,由于焊接时间长及温度高,往往在保护气装置没有得到充分冷却时,又开始循环工作,非常影响保护气装置和软气管的使用寿命,更可能会在焊接的过程中导致软气管熔化而漏气,影响焊缝质量。
为解决这一问题,采用环绕式循环水冷却装置作为同轴保护气装置的主体部分。因此采用循环水冷却能有效地延缓保护气装置的使用寿命,在连续焊接过程中更是极大地提高了其工作效率。如图8所示。
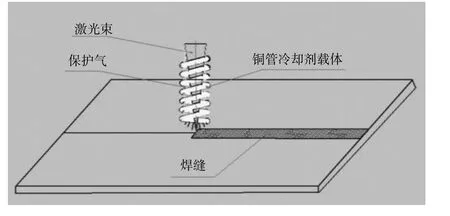
图8 环绕式循环水冷却装置示意
此装置是利用了直径不等的铜管通过弯曲一定的弧度,压紧并焊接而成。在工作时,冷却剂通过冷却装置从铜管的一端进入,另一端返回到冷却装置,通过物理和化学等方式将冷却剂进行冷却。由于此过程一直在循环,不管焊接设备是否工作,冷却剂都会通过既定路径将焊接过程中产生的热量带走,起到保护作用[2]。
并且此种类型的水冷保护装置相较于市面上其它的保护装置还有许多优点:
(1)加工简单,单纯的利用铜管的柔性通过折弯、点焊、攻丝就能安装使用了。
(2)节约成本,此款水冷装置加工精度低,不需要上铣床,钻床等加工设备。在造价上不到其它产品的十分之一。
(3)效率高,同等质量的水冷装置往往作用只在焊接头底部的一小片区域,而此产品整体围绕在保护气装置周身,换热量更高、更快。
5 结语
激光焊接作为一种工业应用的趋势,其配套产品也必将逐步完善。不断改进、完善各种配件和机构,使其在各种领域中发挥出更大的作用是我们工业人应尽之责。本文通过利用铜管加工后作为冷却剂载体达到散热的目的,还有相关材料及化工原理未做考虑。主要工作原理参考铜管对流散热器及列管散热器。
