浅谈浸出器的设计要点
2021-12-15徐小兵
徐小兵
江苏丰尚油脂工程技术有限公司 (扬州 225127)
现今,各油厂对能耗指标的要求日益提升,低能耗、高效率正是各油厂的目标。国内外的浸出工艺大致相同,通过对配套设备的升级优化来达到工艺要求,是目前较为合适的。浸出器在浸出工艺中是非常关键的设备,其性能在浸出制油过程中的好坏,不仅关系着溶剂消耗指标的高低,还影响着粕残油指标。
浸出器是使用溶剂(如:正己烷)与油料接触、浸泡,将油料中的油脂萃取出来的设备,浸出器包含喷淋、浸泡、沥干过程,通过调节喷淋量、物料行走速度来平衡浸出结果。为了提高浸出器的设计、制造质量,保证良好的浸出效果,为油厂提供性能稳定和使用方便的浸出器,根据多年的设计、制造和使用经验,对浸出器在结构设计中应注意的几个要点进行了阐述 。
1 浸出器的设计趋势及设备外形
目前,油脂厂的浸出吨位已向中大型发展,日处理量3 000 t以上规模的很多,浸出器的规格也随之增大,而为了考虑场地、浸出效率、制作安装等因素,浸出器以浅料层、双层结构来设计。浅料层设计减少了溶剂在物料中的行走路程,双料层浸出器的设计既降低了厂房尺寸的要求又保证了浸出时间,在保证浸出段长度的同时又保证沥干段长度,提高了沥干效果。原来有深料层(料层高度 2 m 左右)和浅料层(层料高度 0.8~1.2 m),现今以浅料层为主,结构形式为长方形,双层。
2 浸出器设计中应注意的一些问题
2.1 浸出器规格
浸出过程分为:预浸段、浸出段和沥干段,浸出器规格是根据处理量、浸出时间、浸出面积等来综合决定的,大吨位的浸出面积大,小吨位的浸出面积小。在设计时,通过计算该吨位下所需的浸出级数,每级喷淋量,收集斗体积等后,结合浸出车间的空间,浸出指标等具体要求,确定了浸出段的长度,然后再确定预浸段和沥干段的长度,以上的长度确定后,就是确定内部输送结构的空间大小,在保证输送结构能够正常、平稳运转的情况下,结构设计尽量紧凑、简单,最后再合理的设计成上下两层。
2.2 浸出料位调节装置
浸出器料层是可以进行高低调节的,为了适应多种油料的加工,现在通常把料位挡板设计成上下可调节,能在800~1 200 mm的范围内自由调节浸出层的料位高度,即便开车期间也可在浸出器外部调节料位高度[1]。料位控制装置由挡料板和调节装置组成,挡料板在浸出器内部,调节装置在浸出器外部,挡料板应当与调节装置相连一起,结构上应能够通过调节装置调节挡料板上下移动。挡料板可以用不锈钢板材折弯或者焊接成型,需要保证挡料板的整体刚性。由于料层高度调节的次数少,因此在设计调节装置时,不用过分考虑结构,只要保证转动灵活,没有卡阻现象,不变形就可以了。设计调节装置时需要考虑结构要能够防止浸出器内部的溶剂气体串出,因此结构需要保证密封,密封材料可以选择聚四氟乙烯材质,能够耐溶剂腐蚀的。
2.3 尾部落料形式
浸出器尾部上层筛面与尾部从动轮之间有一段距离,是留给上层物料落到下层的空间距离,由于物料经过浸泡,料与料之间的挤压,物料容易形成起拱“搭桥”现象,物料走到尾部时本应落到下层,却因为“搭桥”延时落到下层,设计时要注意两两链条之间的间距,或者通过外力破坏“搭桥”。让物料尽量能够同时下落,下落的时间差不会太长,这样能够保证下层的料面的平整。
2.4 喷淋装置
喷淋装置是浸出器的重要部件之一,溶剂正是通过喷淋装置喷淋到物料上的,如何能够让溶剂合理的喷淋到物料上是关键,喷淋量大小对物料是否能够浸泡有影响,喷淋的不均匀对残油指标影响相当大。所以在设计喷淋结构时要考虑周全,目前可以通过直接喷淋管喷淋和喷淋管加溢流槽来实现,其中:直接喷淋管喷淋是溶剂从喷淋管直接喷淋物料;喷淋管加溢流槽是溶剂经喷淋管到溢流槽,再喷淋到物料上。喷淋管可选用标准的无缝钢管,根据流量选择钢管规格,喷淋管开孔面积要根据喷淋量的大小来确定开孔数量和大小。设计溢流槽时要考虑能够调节水平。喷淋装置建议选用不锈钢材质,相对碳钢材质,使用寿命长。
2.5 料耙
在浸出过程中,物料是随着推料板向前缓慢移动,上面的喷淋在对物料进行喷淋,溶剂由于重力通过物料间的间隙往下渗透,起到将物料中的油脂萃取出来的效果,但物料中含有一定的粉末会随着溶剂一起进行循环喷淋,这样从喷淋管出来的混合油中的一部分粉末会覆盖在料床表面,导致混合油不易往下渗透,因此,设计的料耙要有松碎物料和翻动物料功能,先破坏料床表面的致密层,并且按序排列的耙齿,在料层表面犁出“垄沟”[2],耙齿间隔约150 mm,由于喷淋装置的大量喷淋会将耙出的“垄沟”冲刷平整,因此可根据实际的物料,来定料耙的数量,正常可以参照3 m左右间隔放一组料耙。另外设计料耙时,要注意将料耙设计成可上下调节高度。
2.6 自动控制系统
电机的转速经过减速,传递到浸出器内部的输送链轮,链轮带动链条刮板将物料向前推进,物料的行走速度是由存料箱中的料位高低控制的,存料箱内的高低料位传感器把信号输送到PLC,调节变频电机的转速来调节浸出器来调节链条刮板的速度[3]。也就是自控系统要求当低料位报警,则信号发送到PLC,来降低电机频率,降低物料速度;高料位报警,则信号发送到PLC,来提高电机频率,提高物料速度。这样形成连锁控制,保证存料箱有一定的料位高度,防止浸出器中的溶剂气体顺着输送设备进入预处理工段。
2.7 油斗检修口
油斗是用来存放混合油的腔体,正常的下层油斗都是上大下小的收口结构,由于浸出车间使用一段时间后要对设备进行检修,因此,在油斗上设计了检修口,大小一般为DN500,标准的检修人孔是有一段直段的,如果检修口是焊接到收口的斜面上,则人孔直段与油斗斜面焊接,由于油斗是上大下小的结构,检修口斜朝下,检修口的直段就会有一部分积存了混合油。所以为了防止积存混合油,检修人孔应该设计成带内芯人孔,比如直段130 mm,那人孔盖带130 mm的内芯。
2.8 轴端密封装置
浸出器内部有大量的溶剂气体,属于有毒的易燃易爆气体,设计浸出器时要保证设备整体的密封性,防止有气体逸出,浸出器的传动部件是轴端密封,轴在转动时若是密封效果不好很容易有泄露,设计密封时要根据轴径和压力来计算密封件的形状和规格,密封件可选用聚四氟乙烯等耐腐蚀的材料,由于密封件使用一段时间后密封性能下降,应考虑密封件的更换,因此在设计该结构时,在保证密封性好的前提下,应考虑结构简单,拆装方便。
2.9 仪表口
浸出器上设有现场温度计、温度传感器、压力计、压力传感器和液位计等仪表,仪表中有测气相有测物料的,在不同部位需设置不同的仪表,气相温度计、压力传感器等设置在设备的顶盖处,检测油斗液位的是在油斗侧方设置高低液位计,存料箱下部可以设置测量物料温度的温度计。设计时还要考虑仪表接口的规格,根据选定的仪表规格确定。
2.10 其它技术要求与主要工艺参数
除了结构设计外还有部分相关技术要求需要注意,下面列举几点:箱体是用钢板拼焊成型的,箱体的侧板厚度有16 mm、10 mm、8 mm、4 mm等不同的厚度,对于厚度较厚的钢板拼焊成型后,板面的平整度还较好,但是对于厚度较薄的钢板,在焊接成型后,板面易变形,板面不平整,会影响内部部件的运转,也影响外观,在设计箱体时需注明箱体侧板的平整度≤1.5 mm/m2;设备内部传动轴安装板孔两两之间的同轴度和平行度要做技术要求;整体设备的焊接焊缝须有技术要求,着色探伤、试水试压实验,检查焊缝情况。浸出物料的主要工艺参数见表1。
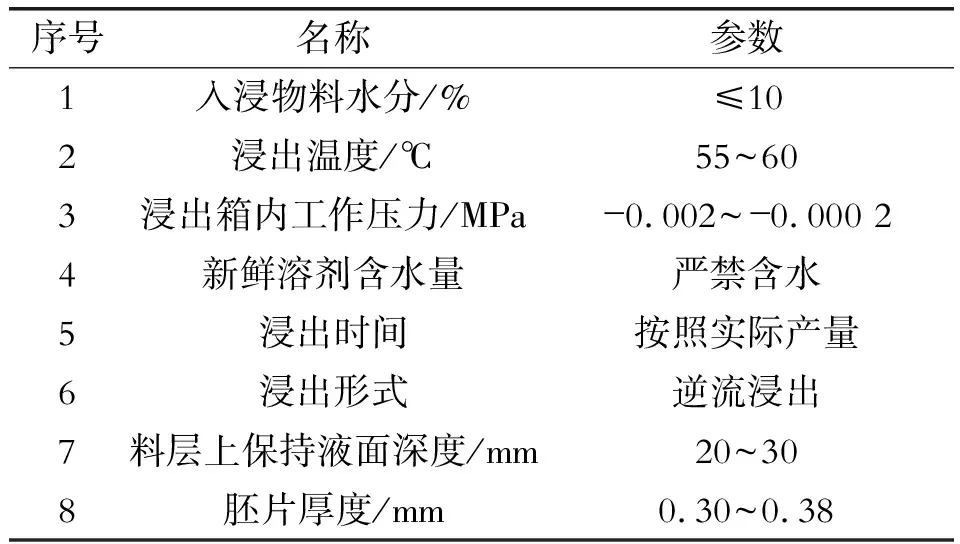
表1 浸出物料主要工艺参数
3 结论
以上所述浸出器的设计的要点,在多种处理吨位的浸出器上都做了相应要求和结构设计注意事项,经生产制作过程中严格把控并实践检验,浸出器运行效果很好,运转平稳没有异响,各转动部位转动灵活,焊接部位焊接牢固,无气孔、夹渣和焊不透等焊接缺陷。调试和生产的各项指标都达到要求。浸出器的浸出、沥干效果良好,可以推广应用。