机滤密封圈渗油问题的分析及处理
2021-12-09于萍许健刘玉铭侯丽
于萍 许健 刘玉铭 侯丽


摘要:本文阐述了汽车发动机机滤密封圈的失效背景,深入分析了密封圈的失效原理,通过失效件检测及故障再现,简述了硫化工艺及硫化过程中的相关控制参数对密封圈性能的影响。本文主要通过对该渗油问题的分析,提供了失效原因及对应的解决方案。
Abstract: This paper describes the failure background of the filter seal ring of the automobile engine, and analyzes the failure principle of the seal ring in depth. Through the failure detection and failure reproduction, the influence of the curing process and the related control parameters in the curing process on the performance of the seal ring is briefly described.In this paper, the failure causes and corresponding solutions are provided through the analysis of the oil seepage problem.
关键词:机滤密封圈;失效;渗油
Key words: oil filter seal ring;failure;oil leakage
中图分类号:U472.2 文献标识码:A 文章编号:1674-957X(2021)23-0142-02
0 引言
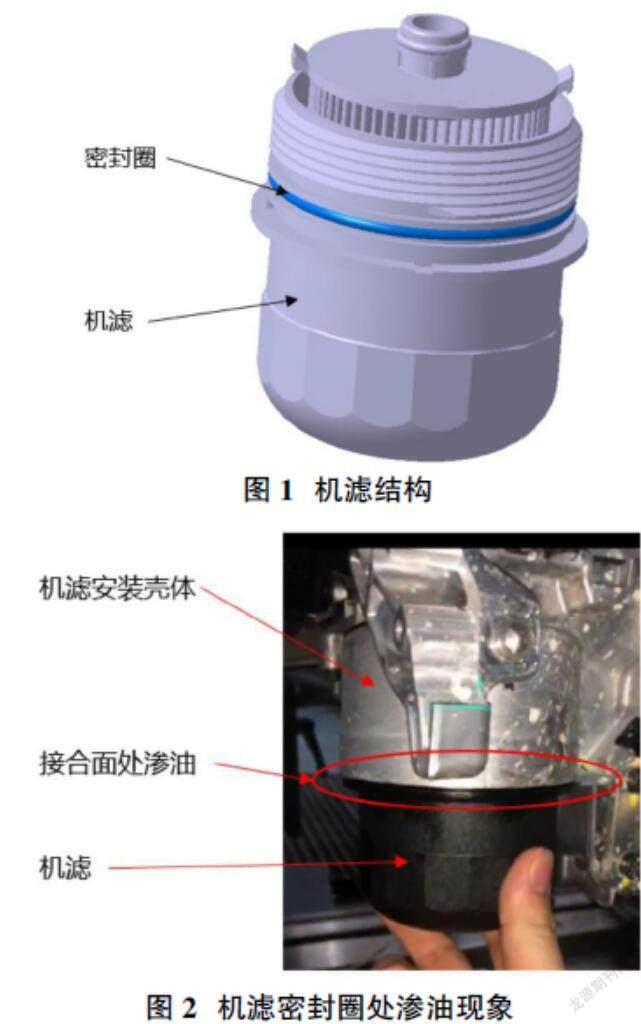
机滤是发动机的重要元件,主要对发动机的润滑油进行精细过滤,避免较大颗粒的杂质进入发动机油道,损伤润滑零部件表面或堵塞发动机的润滑油道,造成发动机损坏;同时,机滤通过密封圈结构实现与装配位置的密封,避免该处出现润滑油的泄露[1]。
机滤的密封圈材质对温度有一定的要求,既要满足低温环境下的使用,又要满足高温环境下耐老化的要求,同时考虑到发动机的机油稀释问题,密封圈的材质还需要同时耐汽油性能[2]。常用的材质一般选用AEM、FKM、HNBR或VMQ。密封圈的硫化工艺根据不同的厂家会有不同的控制要求,但硅橡胶、氟橡胶、氟硅橡胶一般都采用二段硫化工艺,即:
一段硫化:将混炼胶条进行首尾搭接,实现初次硫化、加热成型;
二段硫化:将一段硫化后的产品经过冷却、打边后进行再次硫化,进一步提高密封圈的硅胶性能,提高抗拉强度、热稳定性、硬度等。
如果硫化工艺使用不规范,或漏工序,则会导致密封圈的性能出现失效风险。
本文主要通过机滤密封圈的断裂失效的问题分析,提供对应的解决思路和优化方案,为其它零部件密封圈的失效分析提供一定的参考方向[3]。
1 失效背景
某国产发动机的机滤为环保机滤,即机滤壳体为塑料件,保养更换时仅更换滤芯和密封圈即可。密封圈采用AEM材质,工作温度满足-40℃-150℃。
机滤结构如图1所示。
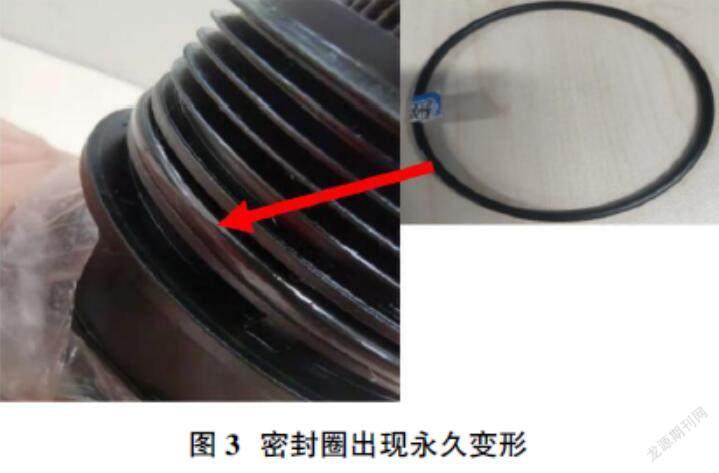
该机滤搭载的汽车在运行过程中发现机滤密封圈处出现渗油问题,如图2所示。
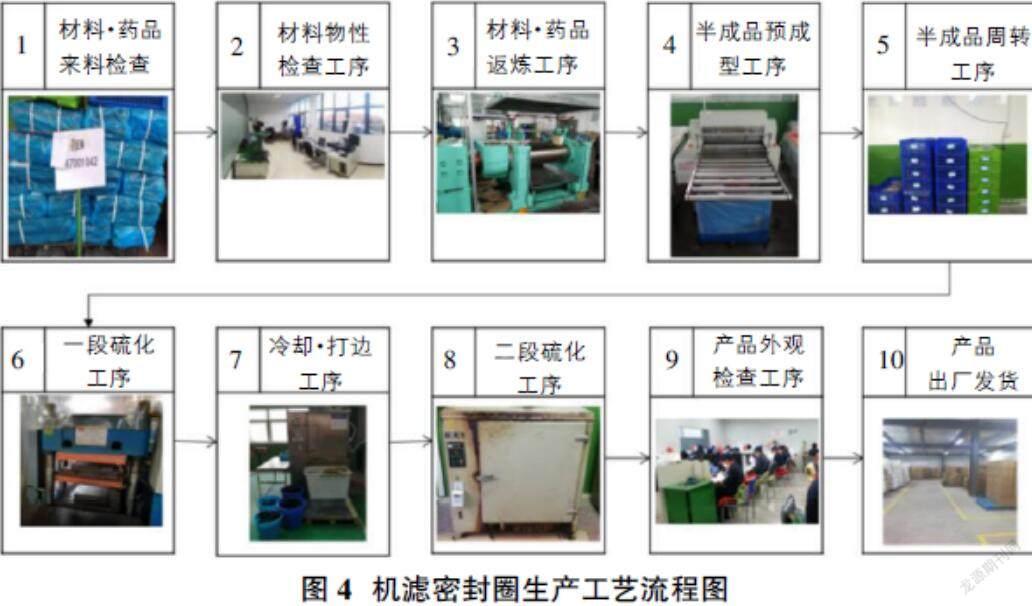
排除机滤壳体和安装孔的异常,拆解机滤进行检查,发现机滤密封圈永久变形量偏大,如图3。
失效后的密封圈目视观察,截面成矩形结构,极大影响密封圈的密封效果。
2 分析过程
针对上述失效问题进行分析。因密封圈出现了严重的永久变形,与正常保养使用后的密封圈差异明显,排查方向主要有以下几个方面:①故障件密封圈永久变形量比正常件大;②将故障件重新复装在原发动机上,搭载75小时左右,再次渗油;③将故障机滤更换新的密封圈,搭载在800小时耐久发动机台架上,搭载100h,无漏油;④故障发动机更换新的機滤后,进行耐久试验,保养周期内无漏油。
根据以上排查,渗油主因锁定在密封圈材质和生产工艺上。经材料检测,失效件材料成分合格,下一步,主要对密封圈的生产工艺进行详细的排查。
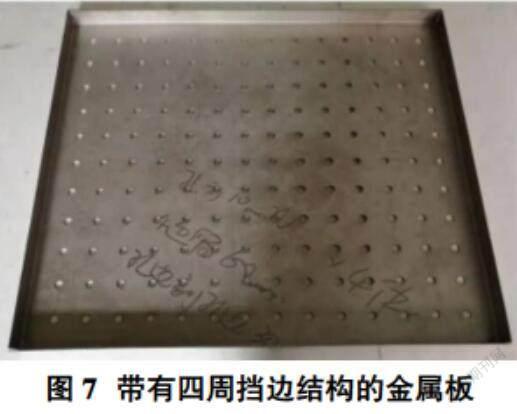
密封圈的工艺流程如图4所示。
排查中发现,密封圈在二段硫化工序存在一定的风险,主要表现为:
①二段硫化炉内用于放置一段硫化密封圈的平面金属网(如图5),周边无防护措施,一段硫化后的密封圈放上后很容易从金属网上掉落;
②掉落的密封圈无法识别是否已进行二次硫化,操作工人存在直接将掉落品混入正常二段硫化后产品的可能性;
③一段硫化的密封圈和二段硫化的密封圈在外观及尺寸上无明显差异,目测无法识别。
针对以上问题,将一段硫化后的密封圈直接装在机滤上进行模拟验证,机滤在正常工作26h后即出现一场渗漏问题,拆解密封圈,发现密封圈的永久变形现象与整车故障现象相似。
模拟验证样件如图6所示。
为了解决未进行二段硫化的密封圈混入二段硫化后的产品中,针对二段硫化工序进行优化改进:
①放置密封圈的金属网周边增加防掉落装置,如图7结构:②掉落品一律做报废处理,不允许捡起后重新放入料盒中,避免混放问题出现。
3 处理方案
根据以上分析,机滤密封圈失效的根本原因为密封圈未进行二次硫化,导致密封圈性能下降,从而出现渗油失效问题。
为了解决这一问题,主要采用以下处理方案:
3.1 密封圈生产过程
①二段硫化工序金属网改善为四周带挡边的金属板,改善密封圈掉落问题;②密封圈掉落品一律报废处理,避免出现一段硫化品和二段硫化品的混放问题。
3.2 售后处理
售后库存全部报废处理,使用改善后密封圈。
4 结语
针对机滤密封圈的渗油失效问题,总结如下:①材质的选择对密封圈的性能有着很大的影响,根据使用条件选用不同的材质;②密封圈的选用,除了考虑材质和尺寸结构,还需要进一步了解密封圈的生产工艺,不同的工艺参数对密封圈的性能都有比较大的影响。
参考文献:
[1]陈家瑞.汽车构造[M].北京:机械工业出版社,2001.
[2]顾永泉.流体动密封[M].东营:石油大学出版社,1990:327-347.
[3]翁国文.橡胶硫化[M].化学工业出版社,2005.
