热冲压高强钢点焊接头质量评价
2021-12-09曹迪琛
曹迪琛

摘要: 目前全球都在面临能源危机,节能降耗、减少成本展开生产活动成为关键。它希望满足安全性能要求,持续优化框架结构,减少对普通结构钢材的过量使用,而转向采用高比强度轻质金属(例如铝合金、镁合金)。制造过程中的关键技术——热冲压高强钢点焊接头技术。主要从高强钢点焊接的失效特性、焊接头特性展开研究。同时结合两种失效方法下的接头应力、疲劳性能实验方案技术内容进行进一步探究。
Abstract: At present, the world is facing an energy crisis, energy saving, reduce consumption, reduce cost production activities become the key. It hopes to meet the safety performance requirements, continue to optimize the frame structure, reduce the excessive use of ordinary structural steel, and turn to use high specific strength light metal (e. g. aluminum alloy, magnesium alloy). Key technology in the manufacturing process——hot stamping high strength steel point welding head technology.Mainly on the failure characteristics and welding head characteristics of high strength steel point.The technical contents of the joint stress and fatigue performance experiment scheme under the two failure methods are further explored.
关键词: 热冲压高强钢;点焊接头应力;失效方式;疲劳性能实验方案
Key words: hot stamping high strength steel;point welding head stress;failure mode;fatigue performance test scheme
中图分类号:TG444 文献标识码:A 文章编号:1674-957X(2021)23-0097-02
0 引言
伴随中国科技成果的日新月异,节能、环保、安全成为三大主要课题,在注重节能、减排有效途径实施过程中。在利用热冲压高强钢展开生产过程中,它希望有效改良性能,达到生产节能减排目标。不再采用常规材料,配合点焊接头应力方案以及疲劳性能实验方案来建立点焊接头界面的断裂临界失效公式。结合试验结果证明,热冲压成型后高强钢的抗拉强度可以达到1500MPa甚至以上。
1 高强钢点焊失效的基本特性与热冲压工艺原理分析
1.1 高强钢点焊失效的基本特性
在制造行业领域中,焊点质量评价的核心依据就是点焊接头是否失效以及其失效形式。一般来说点焊接头主要以界面断裂形式失效最为常见,它是指代焊点从熔核结合面断开时,焊点无法满足质量要求,此时就需要运用到高强钢。高强钢的组织结构与焊接性能表现出色,它可应用于截面断裂失效方式研究过程中。就国际专业领域层面上研究,可参考高强钢点焊接头发生失效时的具体失效位置以及失效过程进行分析,它可以将焊点失效模式划分为虚焊、部分木材撕裂、熔核撕裂等8种,这些形式的焊点质量普遍较高。比如说,可参考断裂力学中的应力场强度因子理论来计算焊点发生界面撕裂临界熔核直径,具体计算公式如下:
在上述算式中,K代表与材料相关的系数,如果熔核的实际直径>临界直径,接头如果以焊核拔出模式则会完全失效。但如果接头以界面断裂方式失效,则点焊接头的最终失效方式就是界面断裂以及熔核拔出两种失效方式。客观讲,上述计算过程对于高强钢点焊接头的失效过程模拟是相当有效到位的,它可针对不同板材属性选取不同K值进行模拟,进而获得不同的临界焊接直径公式,如此可满足高强度与普通低碳钢验证要求[1]。
1.2 热冲压工艺原理
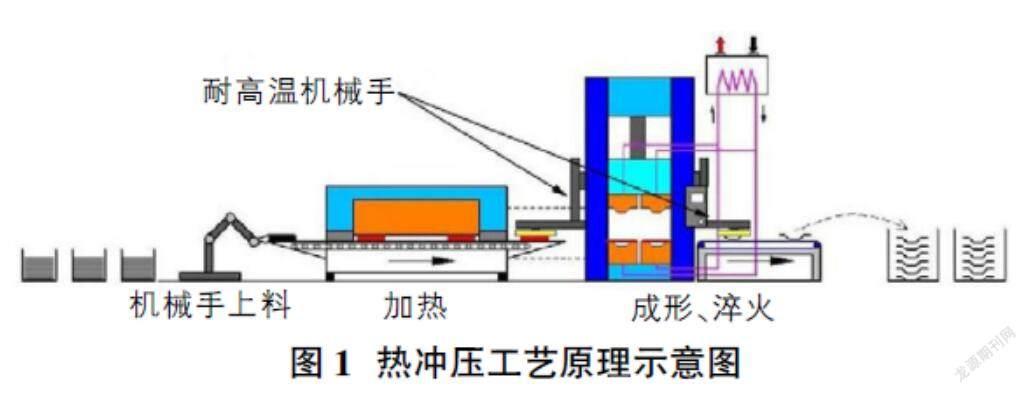
热冲压工艺原理专门针对高强钢,高强钢强度越高,成形性表现就越差,特别是当其强度达到1000MPa以上时,常规冷冲压工艺基本无法成形。在如此高强度背景下,如果采用普通冷冲压技术方式则会出现高强钢零件回弹问题难以解决问题。为此,专业领域相关专业人士正在研究高压热冲压点焊技术,开发热冲压模具,具体参考图1[2]。
在热冲压成型工艺中,可选择在880~1000℃的给坯料状态下加热保温至少5~10分钟左右,然后确保钢板被充分奥氏体化,再快速转移冲床大约7s左右,在冲压设备中保持温度在800℃左右,配合30℃/s的冷却速度进行冲压以及快冷淬火处理,如此可保证热冲压成型后高强钢强度级别大幅度提升[3]。
2 高強钢点焊接头热冲压的基本性能分析
在热冲压高强钢点焊接头的基本性能分析过程中,可首先确定点焊接头的疲劳性能影响规律以及接头疲劳失效具体位置,再分析焊点疲劳的相关失效机理,它主要涉及到接头组织的结构特点以及接头缺陷问题。
2.1 对接头组织结构特点的分析
在高强钢点焊接头热冲压的基本性能分析过程中,必须首先了解接头组织的结构特点,结合热冲压点焊接头宏观组织进行分析,由此可将点焊接头区域划分为熔核区、母材区以及热影响区三大区域。这三大区域要基于熔合线条向熔核中心面生长情况进行分析,如此可形成柱状晶组织,此时再分析熔核的抗裂纹扩展型交叉问题最为合适,当抗裂纹扩展性表现偏差时,导致接头发生应力界面断裂的倾向性就会相应增大[4]。
2.2 对接头缺陷的分析
在分析高强钢点焊接头缺陷问题时,需要分析其点焊接头形状特殊性,结合裂纹尖端分析焊点承受剪切载荷过程分析熔核扩展问题,这就导致界面断裂发生。此时了解到高强钢接头是存在显著硬脆特点的,它导致界面断裂失效问题发生。在分析熔核区组织凝固过程时,需要结合垂直方向结合面可能出现的缩孔缺陷问题进行分析,了解热冲压高强钢在结合面所产生的缩孔缺陷。当温度下降到液相线以下时,液态金属优先选择依附于未熔化热影响区组织中,其温度存在差异,晶粒组织收缩也会出现不同步情况。此时需要分析当焊点承受一定剪切荷载时,微裂纹沿熔合线会不断扩展,它会直接导致焊接拔出失效问题出现。就高强钢而言,如果电极压力不足或过小时,就会产生飞溅,由此所导致的缩松缺陷相当明显,它导致界面断裂失效问题出现[5]。
3 高强钢点焊失效方式下的接头应力分析与热冲压高强钢焊点疲劳性能分析
参考上文所描述的界面断裂以及熔核拔出两种失效方式,需要进一步对高强钢点焊失效方式下的接头应力进行分析,同时对热冲压高强钢焊点的疲劳性能进行分析。
3.1 高强钢点焊失效方式下的接头应力分析
首先谈界面断裂失效方式下,高强钢点焊接头会受到热影响区、熔核区以及母材区影响,为实现热冲压高强钢点焊接头质量高评价,需要对其准确性与焊接成本进行分析,同时解决两点问题实现双赢。在这一过程中,要对熔核区与热影響区的接触面进行假设分析,建立球面接头模型,其中设置模型d为熔核直径,t为板厚,结合这两点数值假设分析熔核内部组织均匀问题,配合球坐标对表面受力点进行分析。在这一过程中,如果接头界面以断裂方式失效,则接头结合面的承受剪应力是可以达到极限剪应力要求的,此时接头内部之分布也会相对均匀,熔核界面剪应力分布也会相对合理。此时需要对平面边缘任意一点的球心连线进行分析,确保它与两工件的结合面夹角为α。此时需要对熔核区电机压痕下的板厚进行分析,保证在热冲压高强钢点焊接头电极作用下,高强钢点焊接头端面直径控制在8mm以内,此时分析锥面电极可以了解到热冲压高强钢点焊接头会呈现出焊核拔出标准如下[6]:
dcr=4.1td
在上述标准中,td应该标识为待焊接接头工件的实际厚度。
在分析试验结果过程中,需要参考点焊拉剪测量相关技术标准,配合万能拉伸实验机以2mm/min速度进行拉伸,以求获得不同失效方式背景下的焊点试样,并测量熔核直径。可参考传统评价公式对高强钢点焊接头临界失效直径进行计算,确保接头满足1500MPa以上抗拉强度即可,最终得到热冲压高强钢板。另外需要结合传统评价公式对临界熔核直径公式进行分析,满足实际试验结果即可。要分析在1500MPa抗拉强度基础之上的热冲压高强钢焊点接头,满足其质量评价标准[7]。
3.2 高强钢点焊失效方式下的热冲压高强钢焊点疲劳性能分析
在熔核拔出失效方式下,需要分析热冲压高强钢电阻点焊的自动化、生产效率较高问题,解决焊点周围的严重应力集中难点,避免高强钢点焊机头疲劳裂纹的逐渐形成与发展范围扩大。即要在疲劳载荷作用下对高强钢点焊接头的微观组织形式进行分析,避免在不同疲劳裂纹扩展特性下的点焊接头疲劳强度,这对提高汽车整体结构可靠性方面是具有极高工程实践价值的。
在热冲压高强钢焊点疲劳性能分析过程中,需要组织内部疲劳裂纹萌生与扩展过程进行分析,对微观组织所发生的变化与焊点疲劳强度进行改变。比如说可以在实验过程中选择电极压力为4.2kN,通电时间为400ms,同时确保焊接电流在8kA~12kA左右,如此就能避免静态拉伸过程中点焊接头出现断面断裂失效方式。在分析其所承受的疲劳载荷过程中,需要准确衡量接头疲劳性能,适当增大焊接电流到9kA左右,然后分析热冲压高强钢的接头点焊疲劳性能,适当增大通电时间到600ms左右。在该过程中焊接热输入会呈现过大发展趋势,其热影响区域宽度也会逐渐变宽,基于这一工艺参数进行研究,可以充分了解到焊接热属于过大对焊点所造成的疲劳性能影响[8]。
4 总结
参考文中所提及的界面断裂以及熔核拔出两种失效方式,必须对热冲压高强钢点焊接头区域所承受的极限载荷进行分析,配合应力了解到热冲压高强钢点焊接头失效问题,计算极限正拉力竞争结果。如此可确保在实验验证背景下准确评估热冲压高压钢点焊接头失效情况,做好点焊接头质量评价工作,明确最终评价标准。
参考文献:
[1]贺优优,王东帅.热冲压钢电阻点焊形核热过程及组织特征分析[J].焊接技术,2019(04):21-24.
[2]朱强,秦飞,王武荣,等.不同搭接顺序下三层板电阻点焊接头力学性能[J].上海交通大学学报,2019(09):110-117.
[3]夏良俊,秦优琼,唐贤锋.热成形超高强硼钢焊接研究进展[J].焊接技术,2019,48(02):7-11.
[4]周连国,孔凡彬,魏翔.高强钢热冲压成形工艺及装备进展[J].汽车博览,2020(003):11-12.
[5]朱乐,刘雅聪,田野,等.冲压速度及压边力对USIBOR1500高强钢热冲压的影响[J].承德石油高等专科学校学报,2019(04):40-44,50.
[6]李爽,高云飞,王辰,王真,石永亮,吴晓春.新型热冲压模具钢的组织与性能[J].金属热处理,2020(09):184-191.
[7]左巍,程有树.高强度钢板热冲压材料性能研究及应用[J].科技风,2019(09):160.
[8]王东生.高强度钢板热冲压成形模具设计规范[J].中国金属通报,2019(04):113,115.
