船体型线放样工艺精度分析与改进
2021-12-09刘建全
刘建全
摘要: 型线放样是船舶建造时第一步工序,因此精度要求较高。传统手工放样工艺由于精度难以保证导致工作效率较低。目前造船企业引入了一些较为先进、精度较高的测量设备,本文通过研究新仪器设备引入对型线手工放样精度和效率的影响,给出手工放样工艺的改进建议。
Abstract: Profile setting out is the first step in ship shipbuilding, so the precision requirements are high. The traditional manual lofting process is difficult to ensure the precision, resulting in low work efficiency. At present, shipbuilding enterprises have introduced some advanced and high-precision measuring equipment. This paper studies the impact of the introduction of new instruments and equipment on the precision and efficiency of manual setting out of profile, and gives some suggestions for the improvement of manual setting out process.
关键词: 型线;放样;精度;改进
Key words: profile;setting-out;precision;improvement
中图分类号:U661.42 文献标识码:A 文章编号:1674-957X(2021)23-0103-02
0 引言
为了保证船舶的各项性能,船舶建造需要在理解船舶设计意图的基础上按图施工,竣工船舶的尺寸精度必须达到相应规范要求。但由于船舶建造是一个复杂的过程,因此保证船舶建造精度需要按照企业造船精度标准进行系统性地设计,也就是说船舶的精度是设计出来的,在各工序保证工艺精度,通过船舶建造过程的执行、检查、验证,保证各工艺环节的精度,最后才会有精度合格的船舶产品。
在船舶建造工艺中,船体放样是船体建造的第一个工艺环节,而船体放样的第一步就是船体型线的放样,也只有保证型线放样的精度才能保证后续船体中间产品(零部件、組立、分段、总段等)的建造精度,因此造船企业都非常重视型线放样的精确度。
本文主要研究船体型线手工放样工艺中的精度问题,从提高放样精度出发提出一些放样工艺的改进建议。
1 船体型线手工放样的主要工艺过程
船体型线放样就是将船舶型线按1:1的比例在平台上绘制出来(当场地受限时也可以采用比例放样),作为号料、套料以及制作各类样板、样箱的依据。为了提高型线放样的效率并兼顾放样精度,型线放样必须遵循一定的工艺步骤。
1.1 绘制三视图的格子线
船舶型线图由纵剖线图、半宽水线图和横剖线图组成(本文简称三视图),首先绘制三视图的格子线,作为后续绘图的参考线以提高绘图效率,因此格子线的精度要求很高。
1.2 绘制三视图中船舶的轮廓线
船舶在三视图中都存在轮廓线。绘制纵剖线图中的艏艉轮廓时,要求必须按照设计尺寸放样,这样才能保证船舶的航行性能以及螺旋桨、尾舵等设备的安装空间;绘制半宽水线图中的轮廓线主要包括舷墙顶线、甲板边线、外板顶线等线条,主要考虑保证甲板形状的和面积;绘制横剖线图的轮廓,主要指船舶最大横剖线等。绘制以上这些轮廓线主要是为了在绘制其他型线时提供边界,所以必须先行画出。
1.3 绘制横剖线图中各站横剖线
各站横剖线反映了船体形状,精确的横剖线才能保证船舶的排水量、水动力性能等各项指标,所以必须严格按照型值表进行,放样时要注意量具的准确度,钢尺应经过鉴定。如果在过程中使用了全站仪、不同的钢卷尺等多种量具,应注意保持不同量具的精度统一。
1.4 绘制半宽水线图中各水线
绘制其他各条水线需要很多水线点,确定水线点是所需要的长度或距离应使用样棒从其他三视图中取用。
1.5 绘制各条纵剖线图
绘制纵剖线是为了检查全船光顺性,根据情况对于三视图中各型线进行适当修改。光顺好的全船型线就可以作为后续肋骨型线放样、结构线放样、外板展开等后续放样工序的依据。
2 格子线放样的精度分析及改进措施
随着船舶建造工艺装备的升级换代,船舶放样工艺中同样也引入了一些新设备,比如光学经纬仪,电子经纬仪甚至全站仪等,这些专业仪器对放样人员的理论和操作水平都有较高的要求。与放样的传统工艺相比,引入这些先进仪器必然对精度和效率有一定影响,下面针对格子线放样工艺做一些分析。
2.1 纵剖面图的基线定线与精度
纵剖面图的基线是型线放样的第一根线,它是一根直线,所以需要用直线定线的方法来放样。船体建造精度规范规定直线度偏差允许极限≤1.5mm,要求较高,一般用以下方法绘出。
2.1.1 钢丝线锤法
钢丝线锤法是通过绷紧的钢丝,在一定间隔范围内吊锤球,在地面定点,然后将点连接成直线。显然,钢丝的粗细、弯折和锤球的摆动等都会影响定点精度。
2.1.2 钢丝角尺法
钢丝角尺法是贴近地面绷紧钢丝,利用角尺的直角特点在地面上找到钢丝的投影点,然后将点连接成直线。角尺的直角度、地面的平整度都可能会影响定点定线的精度。
2.1.3 经纬仪定线法
经纬仪定线,主要的误差来源就是仪器误差(仪器装配间隙),使用经过鉴定的经纬仪并认真细致的完成放样步骤基本可以保证定线的直线度。如果使用的是电子经纬仪,则不建议使用电子经纬仪的激光投点功能,主要原因是激光点光斑较大,不利于定点,不如利用纯光学望远镜十字丝定位准确。
在以上三种方法中,使用经纬仪定线精度最高,当对直线定线的要求比较高时建议优先使用。
2.2 确定基线长度及其精度
确定基线的长度就是在基线上确定船舶的艏艉位置(0#及20#站),这个长度就是船舶的垂线间长Lpp,精度规范规定允许极限偏差为±3mm,传统方法多使用钢卷尺直接丈量。由于钢卷尺随着使用年限的增加误差会越来越大,而基线的精度要求比较高,所以确定基线长度一定要采用精密钢尺测距的方法,也就是说,钢卷尺必须经过鉴定,有尺长方程式,按要求施加标准拉力,进行温度修正,根据基线长度的精度设计测量次数,并按精密测距的要求处理数据,只有满足以上工艺要求才能够达到精度标准。
现在很多造船企业都引入了船舶建造精度的三维测量技术,购买了全站仪等高精度测量设备,船用的全站仪测距精度一般可以达到2mm+2ppm(例如苏一光RTS010系列全站仪配合反射片精度为2mm+2ppm)甚至更高,100m船长误差仅为±2.2mm,基本上一次测距就可以确定船舶的艏艉位置,得到满足精度要求的正确船长,因此比钢尺测距效率高、速度快、精度高,建议优先使用全站仪确定基线长度。
2.3 縱剖面图的艏艉垂线及其垂直度
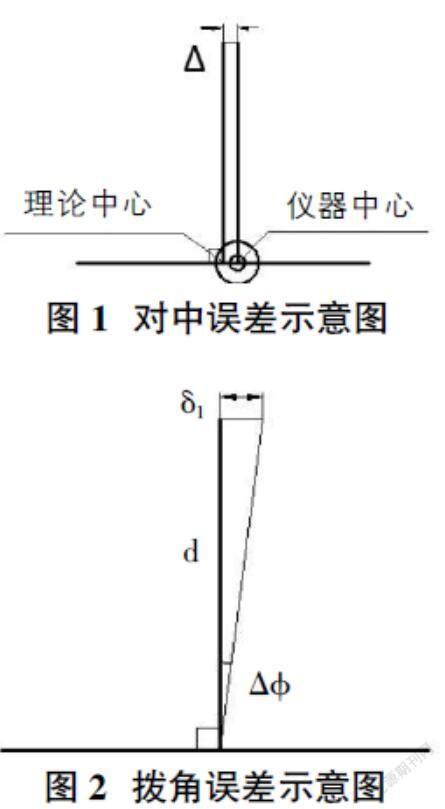
艏艉垂线就是在船舶纵剖面图艏艉位置分别垂直于基线的两根直线。传统放样的方法是采用手工作图,有中垂线法和直角三角形法,由于工具简陋一般误差较大。同样可以考虑使用经纬仪确定艏艉垂线。将经纬仪放置于基线上船舶首尾位置,对中、整平、后视基线方向,再拨90°直角即可确定艏艉垂线方向。这种方法最大的误差来源是对中误差和拨角误差,其中对中误差△(见图1)较大,所以操作时务必提高对中精度。艏艉垂线与基线相垂直,在对中精确的情况下垂直度误差其实就是仪器的拨角误差,它由仪器的制造精度决定,主要表现为偏移量δ1(见图2),δ1可以用下式估算:δ1≈d×Δφ
其中d为远点至置镜点的距离,Δφ为仪器拨角误差。
造船企业的经纬仪精度大多都在2″以上,10m长的垂线,偏移误差仅2mm左右,所以当船舶主尺度较大使得垂线较长时,应采用精度在1″级以上经纬仪或使用全站仪。
2.4 基线上各站号位置的确定
基线上各相邻站号相距一个站距,船舶精度规范规定站距允许极限偏差δ2≤1mm,一般船舶的站距都在10m之内,所以相对误差要求比较高。传统方法是使用样棒等分船长,这种方法除了比较繁琐,但精度可以保证。而如果使用钢卷尺直接逐站量取一个站距来确定各站号位置,由于垂线间长Lpp为各站距之和,即Lpp=ΣLi(其中Li为各个站距),则累积误差
δLpp=δΣLi=ΣδLi其中δLi为每次丈量站距的误差。
由上式可知,显然这种方法将导致误差积累,使得精度难以保证。如果使用全站仪代替钢尺用上述方法确定各站号点,即便全站仪的测距精度很高,但由于全站仪也不易满足测距误差±1mm的要求,因为全站仪存在固定的毫米级的系统误差(例如苏一光RTS010系列全站仪仪器制造误差为2mm),测出的每个站距相对误差较大,不能够保证站距的精度。因此,米级的短距离测量使用样棒是最好的办法,优于钢尺和全站仪。
2.5 纵剖面图的基线平行线的定线及平分
为了绘制其他格子线,需要在纵剖线图的上方绘制基线的平行线。传统方法是使用样棒在艏艉垂线上量取同样距离,两点连线确定基线的平行线,这种方法精度基本满足要求。定线时,建议采用经纬仪定线法。由于需要对中整平,稍显麻烦,但精度可以保证。绘制平行线时,仍需要首先定位平行线上的若干点,然后连点成线。该平行线仍然需要等分,从精度考虑最好的等分方法仍然是使用样棒,不宜用钢尺或全站仪量距。
2.6 其他型线的放样
其他型线的放样多使用样棒、样条,基本上还是以传统手段为主,先进的侧角、测距仪器在这个阶段并未广泛应用。
3 结论
由以上分析可以得出以下结论:①在手工放样工艺中,使用经纬仪、全站仪等高精度仪器定线、测角或者测距,相较于传统方法一般精度都会提高;②角度测量仪器的精度一般大于手工作图找角度;③施工中必须时刻注意精度预估,不能存在依赖高精度仪器的思想,在短距离测量时,样棒优于钢尺和全站仪。
参考文献:
[1]魏丽洁.船体识图与制图[M].哈尔滨:哈尔滨工业大学出版社,2020.
[2]杨文林.船舶建造工艺[M].哈尔滨:哈尔滨工程大学出版社,2014.
[3]GB/T 34000-2016,中国造船质量标准[S].
