焊接机器人在钢结构全熔透焊缝中的应用
2021-12-07杨军
杨军

摘 要:目前工业机器人已广泛应用于汽车及零部件制造业,机械加工业,钢结构加工等行业。工业焊接机器人在制造业生产中扮演着非常重要的角色。考虑实际生产应用,提高生产效率和降低焊接成本。工程技术人员根据现状创新优化原有的焊接机器人焊接工艺,取得较好的效果。
关键词:工艺创新;生产效率;降低成本
序言
安徽鸿路钢结构(集团)股份有限公司是一家生产钢结构产品的上市 公司主要生产结构厂房。其中装配式住宅贯穿式结构和高层建筑箱型柱结 构焊接工作量非常大,大多都是碳钢中厚板连接,焊缝质量要求高。过去 采用人工焊接生产效率低,随着市场竞争日益加剧,企业必须扩大产量, 降低成本,提高生产效率和产品质量才能在市场占有竞争力。结构件的焊 接技术如何优化是公司技术工作目标之一。
1 立项目的及理论与实践意义
本工艺涉及多种结构中厚板全熔透焊接方法,改变传统工业焊接机器 人焊接采用混合气( Ar+co2 )脉冲焊接方法。属于焊接工艺领域。目前,中 厚板焊接箱型柱坡口焊缝时,要达到一, 二级全熔透焊缝要求,用机器人传 统脉冲焊接工艺达不到全熔透效果。只能采取全靠人工打底,填充焊接方 式,此方法人工成本量大,同時焊接高低不平造成盖面成型差,烟雾、粉尘 污染、噪音污染和弧光辐射,同时操作不当会给焊缝增碳,影响焊缝质量。 2 项目技术原理及技术方案
( 1 )本工艺目的是提供一种工业焊接机器人CO2气体直流焊接成型的 方法,它可以使焊接效率得到提高,焊接变形得到控制,厚板坡口焊缝达 到全熔透要求,降低人工用量和气体成本,降低污染。同时改善了焊接环 境与条件。( 2 )实现本工艺目的技术方案是:工业焊接机器人采用CO2直 流焊接成型的方法,工艺步骤如下:装配时留适当坡口垫板间隙。焊接时 一人可以看多台焊接机器人,同时焊接时热量集中,与母材充分熔合,实 现全熔透焊缝要求。焊接过程中,采用同向焊接熔池,焊接速度相等。
3 本工艺方法的焊接结构操作及效果
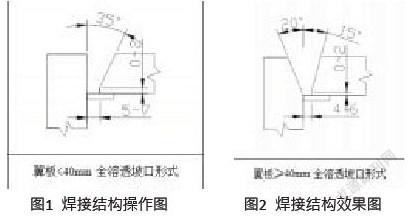
下图为采用本工艺方法的焊接结构操作图、效果图,见图1,图2。
图1 焊接结构操作图
图2 焊接结构效果图
4 项目预期成果及效果(描述项目达成后对生产经营的有利因素,形成知 识产权或共性技术等)
(1)焊接熔透性能得到有效保证、降低人工成本、降低气体成本。同 时改善了焊接环境与条件。(2)提高坡口切割质量、和切割生产效率。 (3)同时勉去了操作不当可能会给焊缝带来增碳,影响焊缝质量。(4)提 高了焊接效率(注:因1人可以看多台机器人、使得焊接时间大大缩短)。
5 项目实施计划安排(对项目过程分阶段叙述)
( 1) 工业焊接机器人传统采用混合气体( 80%Ar+20%CO2) 脉冲焊接 方式,因过度方式不一样易形成末熔透,夹渣等缺陷,焊缝很难达到全熔透 要求。一般多适用于角焊缝焊接。
( 2 )为了使本工艺的内容更容易被清楚地理解,下面根据具体实施例
并结合附图,对本工艺作进一步详细的说明。
( 3 )如上图所示,工业焊接机器人采用CO2直流焊接成型的方法,工 艺步骤如下:装配时,钢板1和钢板2留适当坡口寸垫间隙。焊接时, 2台 焊接机器人同一端向另一端同时同方向对称施焊,焊接过程中由于颗粒过 度是一种自由过度的形式,电流大,熔敷速度高,不易出现未熔合,夹渣 等缺陷,且焊接速度相等。
6 本工艺工作原理如下
焊接时,控制电流电压参数和焊接速度,第一层采用短路过度方式。第 二层焊接利用大电流,电压较高时的情况下,熔滴仍为大滴状排斥过度。但 是当电压降低时,电弧将一下潜到熔池中,也就是焊丝端头的熔滴潜入到熔 池凹坑中,由于电弧气氛中又充满了金属蒸气,从而改变电弧形态和熔滴受 力特点, 使熔滴过度又呈现潜弧射过度的特点。让焊缝中的气体溢出焊缝, 夹渣浮于焊缝表面,不存在根部未熔合,夹渣等缺陷问题,同时两侧打底焊 缝外观成型美观,焊缝表面无凹坑、气孔等缺陷, 保证了成型质量。同时焊 接时,热量集中,与母材充分熔合,实现全熔透焊缝要求。
7 技术要求及工艺难点
7.1 技术要求
中厚板箱型柱结构全熔透焊缝长,焊接量大。改变传统工业焊接机器 人混合气( 80%Ar+20%CO2 )脉冲焊接工艺模式,采用纯CO2气体直流焊 接工艺。达到降低人工成本用量和气体成本(混合气价格高),又能满足 全熔透焊缝要求。
7.2 工艺难点
( 1 )由于是CO2气体直流焊接工艺,长时间焊接时焊枪喷嘴容易被飞 溅堵住。( 2) CO2气体直流焊接工艺熔深深,第一道打底焊容易焊穿坡口 下方扁铁寸垫。( 3 )对箱型柱坡口,寸垫间隙及装配工艺要求。
8 解决方案及工艺方法
( 1 )由于是CO2气体直流焊接工艺,长时间焊接时焊枪喷嘴容易被飞 溅堵住。解决方法:在焊缝结束程序中直接插入加清枪程序。( 2) CO2气 体直流焊接工艺熔深深,第一道打底焊接容易焊穿坡口下方扁铁寸垫。 解决方法:在焊接第一道打底焊采用细颗粒过度方式电流( 210左右), 即能有效的达到熔合比和不击穿坡口寸垫的要求。( 3 )对箱型柱坡口, 寸垫间隙及装配工艺要求。解决方法:根据钢板厚度制定其相应的坡口角 度,钢板下料预留焊接收缩量,制定预留坡口寸垫间隙。装配时用专用靠 卡尺来保证其截面直度。
9 结论
(1)实现本工艺目的技术方案是:改变传统工业焊接机器人混合气 (Ar+CO2)脉冲焊接工艺模式,采用纯(CO2)气体直流焊接成型工艺方 法。属于焊接工艺领域。工艺步骤如下:装配时留适当坡口寸垫间隙,焊 接时一人可看多台焊接机器人,同时焊接时热量集中与母材充分熔合,实 现全熔透焊缝焊接要求。焊接过程中采用同向焊接熔池,焊接速度相等。
(2)通过对焊接性能尤其是焊接生产过程中易出现问题的分析,制 定了相应的工艺措施后,保证了焊接质量与效果。完善了焊接工艺,改善 了焊接环境与条件。在中厚板箱型柱结构的生产中,采用上述工艺技术方
案,均得到了良好的经济效益和社会效益。
参考文献:
[1]严正凯.低合金高强钢的焊接工艺研究[J].工程机械与自动化,2007,(1):171-172.
[2]田松亚,李婧,龙火军.CO2气体保护焊飞溅问题的研究[J].电焊机(研究与设计)2005,(10):30-33.
[3]关月华,廖辉江,王喜亮.CO2气保焊机与焊接参数的配比[J].电焊机(生产与应用),2005,(9):62-63.
[4]吴林,陈善本,智能化焊接技术[M].国防工业出版社(第一版),2000,27-52.
