激光熔覆二维梯度材料的LIBS表征方法
2021-12-07孔令华许明三练国富杨金伟
周 涛,孔令华,黄 旭,许明三,练国富,杨金伟
(1.福建工程学院机械与汽车工程学院,福建 福州 350118;2.数字福建工业制造物联网实验室,福建 福州 350118)
1 引 言
梯度功能材料该概念在1987年由日本科技厅在“关于缓和热应力的功能梯度材料开发基础技术的研究”计划中被正式提出[1]。梯度功能材料经过几十年的发展,如今已俨然成为激光熔覆领域的热点。梯度材料是指通过材料的化学组成、微观结构等要素的渐变,使得其物理、化学等性能按照设计要求呈连续的梯度变化,消除材料结合的性能突变和不匹配问题,减少塑性变形以及开裂倾向,以此来得到低内应力,结合强度高的新型复合材料[2-3]。
目前通常使用电子探针显微分析(Electron Prob Micro Anlysis,EPMA)、扫描电子显微镜(Scanning Electronic Microscopy,SEM)、能谱仪(Energy Dispersive Spectrometer,EDS)对激光熔覆样品进行点或微区的成分定量分析。传统分析手段需要进行线切割、抛光等复杂且耗时的样品制备,其中SEM/EDS技术测试过程中还需要处于真空状态,因此还需要较长的测量时间[4]。
激光诱导击穿光谱(Laser-induced Breakdown Spectroscopy,LIBS)拥有快速分析、在线实时监测、无需复杂样品预处理、微损等优点,可用于对各种状态物质的不同元素进行定性和定量分析。近年来,各个领域都已经初步得到应用,沙文等[5]利用LIBS并结合机器学习针对土壤中的Mn元素进行了定量分析。龚停停等[6]利用LIBS对不同颗粒度铁屑样品进行定量分析,以提高其对表面不均匀样品成分检测的准确度。杨春等[7]通过LIBS对块状钢铁样品表面进行扫描分析,实现了对钢中酸不溶铝含量的定量表征。薛博文等[8]利用LIBS结合主成分分析法对比分析了激光诱导击穿光谱的谱线强度与金相组织的关系。路辉等[9]利用自行搭建的LIBS装置对原铝中硅铁含量进行了分析测试。Lednev V.N等[10]通过LIBS和能量色散X射线光谱分析了多层碳化钨耐磨涂层。Cong Ni等[11]通过使用SEM/EDS、X射线衍射、LIBS、显微硬度来表征Al0.5FeCu0.7NiCoCr高熵合金涂层样品。P.A.Sdvizhenskii等[1]将LIBS安装于激光熔覆头对耐磨涂层中碳,钨和镍的浓度进行在线分析。刘宗鑫等[12]采用LIBS对增材制造成分梯度不锈钢样品的成分分布表征方法进行了研究。
在现有的研究中对异材搭接的二维梯度材料使用LIBS进行系统的研究较少。本文提出一种利用LIBS来研究碳化钨(WC)浓度对异材搭接梯度材料影响的方法,对WC含量与硬度构建相关性,并利用激光诱导击穿光谱对梯度材料中WC含量进行表征。
2 样品制备与实验
本工作使用同步送粉法进行激光熔覆,得到异材搭接二维梯度材料。异材搭接二维梯度材料分别由基体材料、芯部熔覆材料、外部熔覆材料所组成,将异材搭接二维梯度材料纵向进行线切割得到样品剖面进行实验。
2.1 试验材料
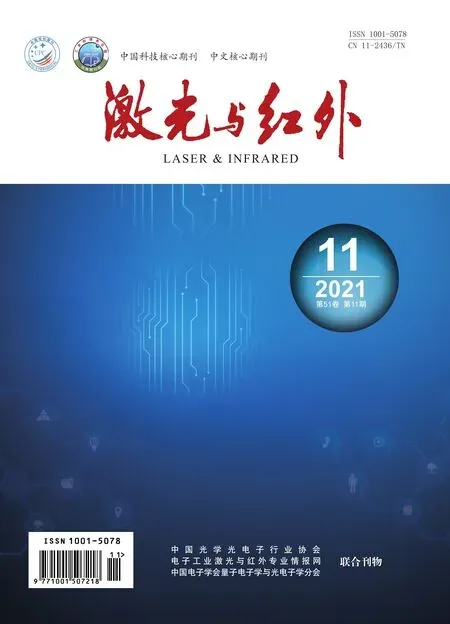
基体材料选择 40Cr(表1),芯部熔覆材料 W6Mo5Cr4V2(表2),外部熔覆材料为:钨镍硬质合金的成分配比为碳化钨:镍粉=90∶10。熔覆的样件示意图如图1所示[13]。
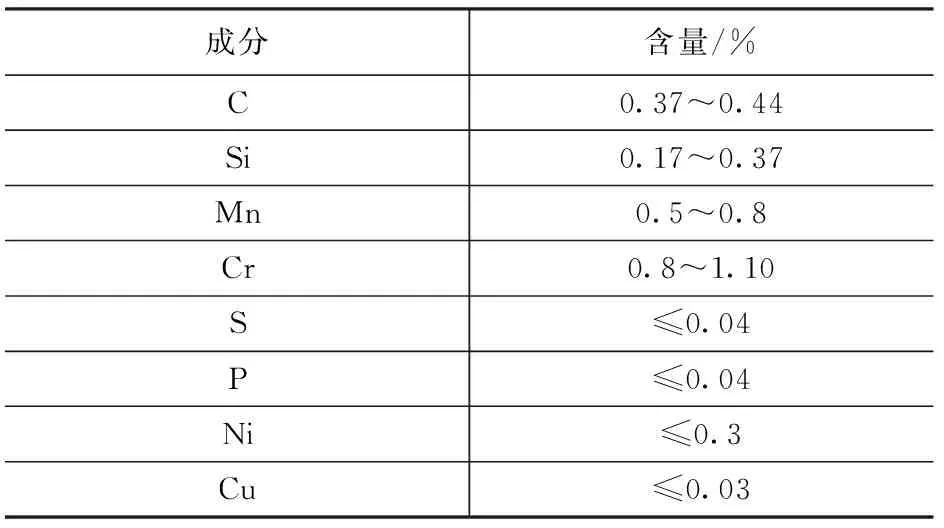
表1 基体材料40Cr元素成分及含量Tab.1 40Cr element composition and content of base material
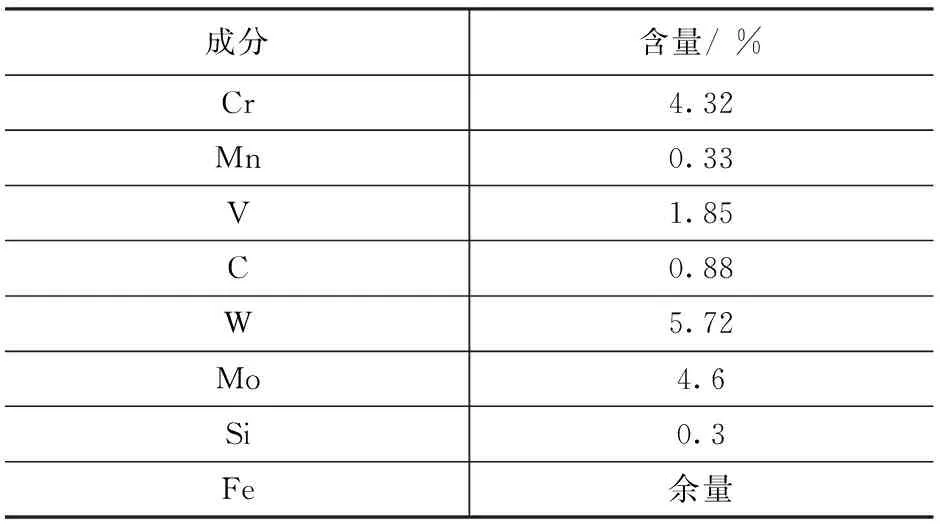
表2 芯部熔覆材料 W6Mo5Cr4V2元素成分及含量Tab.2 Element composition and content of core cladding material W6Mo5Cr4V2
图1 样件示意图Fig.1 Schematic diagram of sample
2.2 激光熔覆设备
本试验使用的激光熔覆系统,激光器类型为YLS-3000光纤激光器。光纤激光器参数如表3所示。

表3 激光器参数Tab.3 Laser parameters
激光器安装在 FUNUC的M-710C/50型六轴联动机械手臂,通过机械手臂来实现对激光的移动。由机械臂的横移速度来实现扫描速度的改变。机器人的最大负载能力为50 kg,最大覆盖范围2050 mm,合成最大速度为13400 mm/s。设备图如图2所示。

图2 激光熔覆设备Fig.2 Laser cladding equipment
2.3 LIBS 设备搭建
实验装置如图3所示。设备仪器包括激光器、AvaSpec-ULS2048 四通道光纤光谱仪、样品台、工控机。其中激光器采用Nd∶YAG 脉冲激光器(镭宝Dawa 100),工作波长为波长1064 nm,光斑直径为600 mm,输出能量为100 mJ,脉冲频率为3 Hz,脉冲宽度为9 ns。将样品放置于三维电动平移台,脉冲激光光束经由透镜会聚至样品表面实现轰击电离,生成等离子体,其分布在靶材表面附近。光谱仪通过光纤对发射出的光辐射进行数据采集及光谱分析并传输至电脑,便可以得到被测样品的成分、含量等信息[14]。光谱仪的波长范围为230~750 nm。透镜与样品表面的距离由三维电动平移台控制,以便在目标表面下方实现精确聚焦,避免击穿空气中的元素。在每个区域进行多次LIBS测量,每个点进行100次LIBS检测,其中前50次为去除表面氧化层,后50次光谱数据取平均值作为该点的代表性光谱。
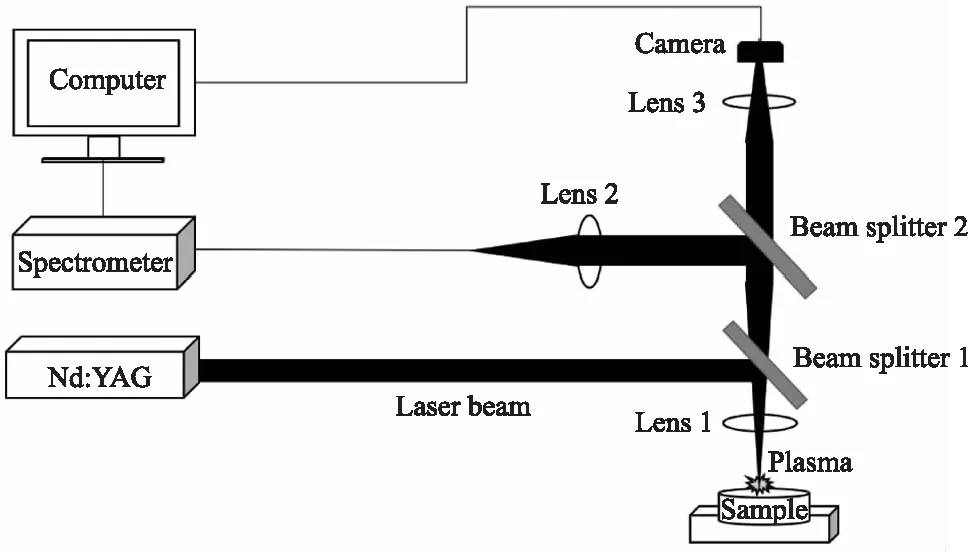
图3 LIBS试验设备Fig.3 LIBS test equipment
3 实验结果与讨论
3.1 WC含量和材料硬度
在熔覆横截面中,将二维梯度材料分割成如下10个区域进行显微硬度测量,如图4。硬度测试前,需对样品进行研磨抛光以保证硬度测试结果准确。每个区域随机测量并多次打点,取平均值作为该区域的硬度测量结果,结果如表4所示。按硬度随距离变化分为:基体、热影响区、高速钢熔覆层、互溶搭接区及硬质合金。
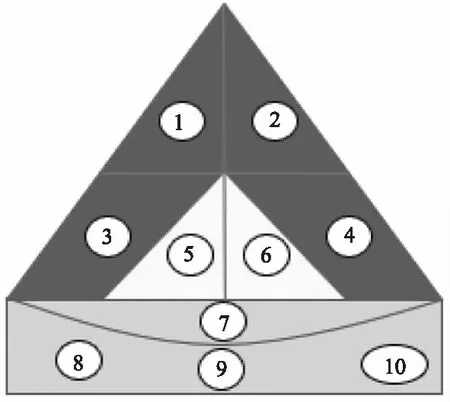
图4 二维梯度材料分区示意图Fig.4 Schematic diagram of two-dimensional gradient material partition
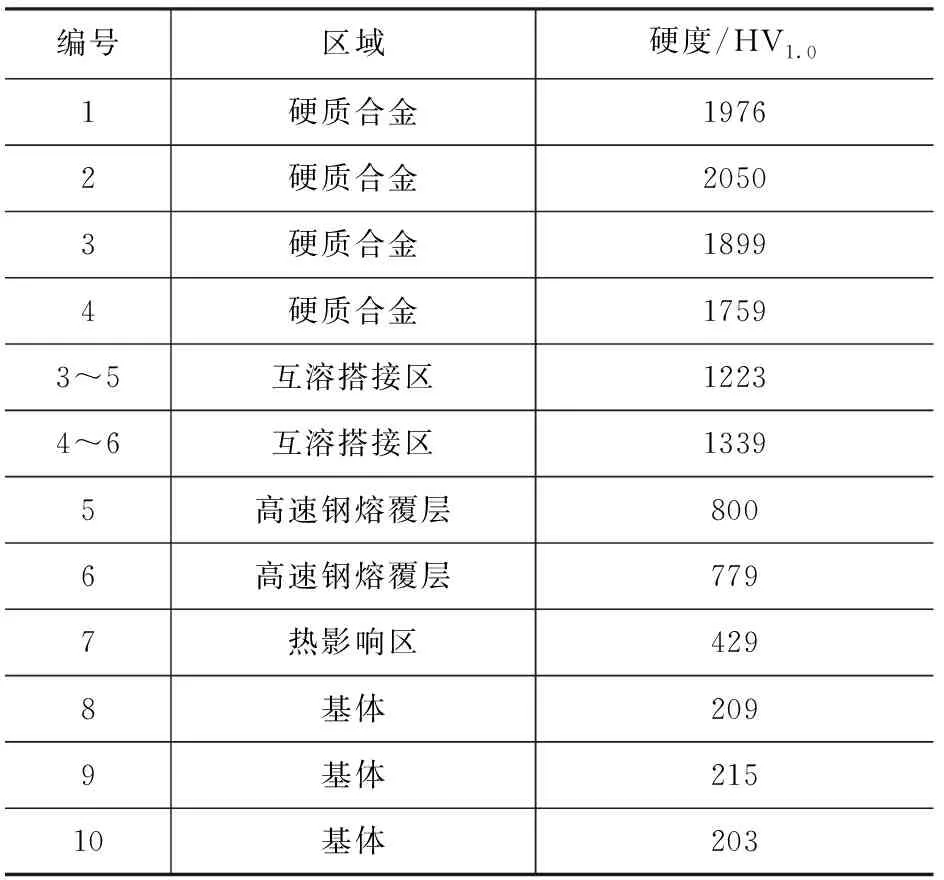
表4 二维梯度材料各区域硬度测试结果Tab.4 Hardness test results of each area of two-dimensional gradient materials
通过对比,可以明显看出硬质合金区域的硬度有了大幅提升。图5为五个区域的典型电镜图及能谱数据(其中能谱数据为五次测试后所取平均值),由EDS分析可知各个区域中的W含量排序为硬质合金>互溶搭接区>高速钢熔覆层>热影响区>基体。这与所测试显微硬度值呈同一趋势。
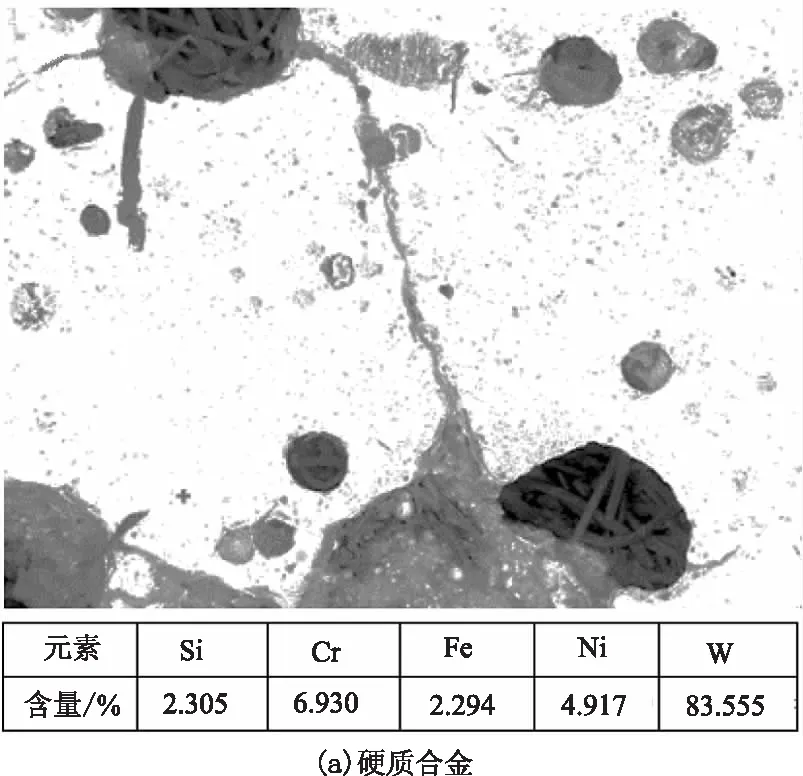
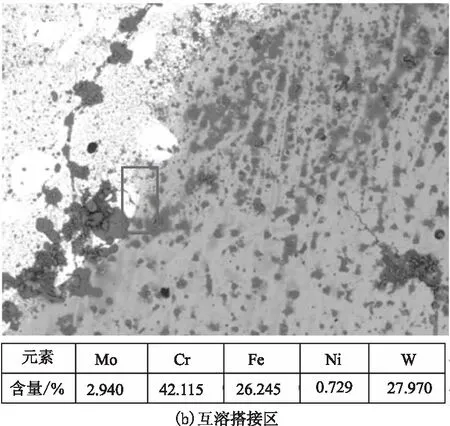
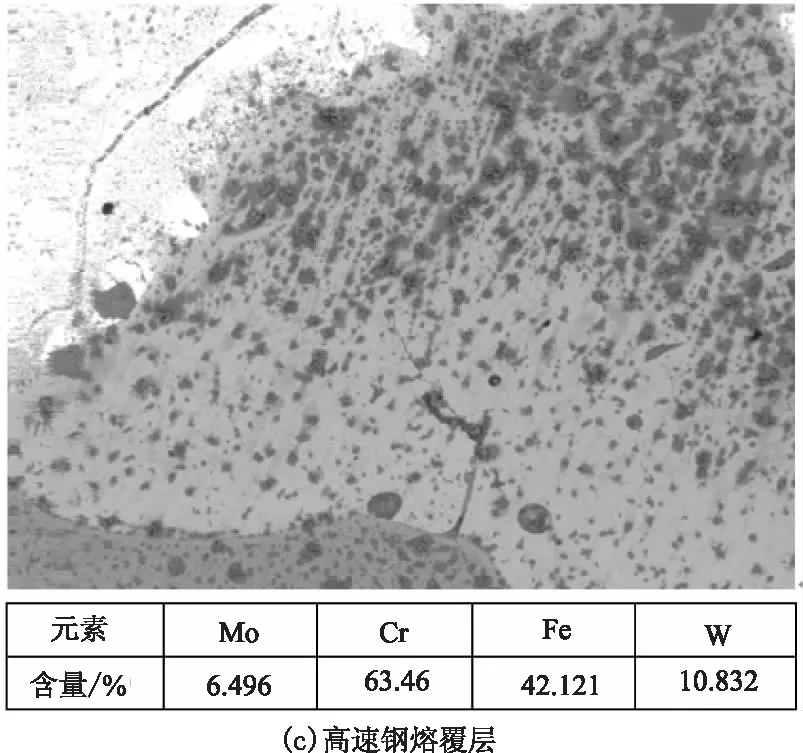
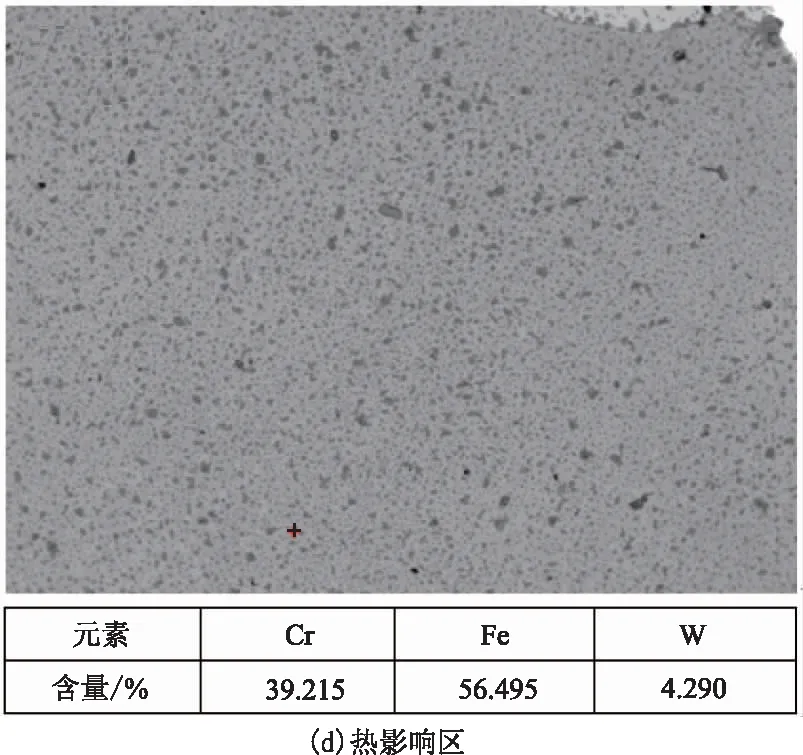
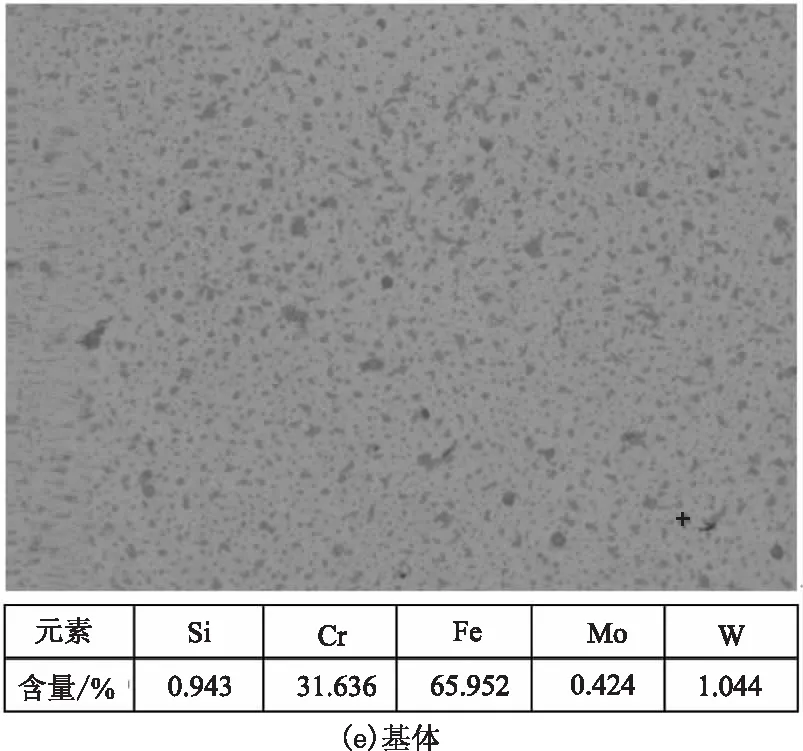
图5 各区域典型电镜能谱仪扫描结果Fig.5 Scanning results of typical electron microscopy energy spectrometer in each area
图6为各区域的硬度值与EDS测量出的各区域WC含量的拟合曲线图,其呈高度线性相关性。这是由于在一定范围内,由下至上W含量不断增加,WC颗粒的稀释度降低,涂层晶粒细化程度增大,硬质点数目逐渐增加,从而硬度增加[15]。 在激光熔覆后,熔覆层上形成了WC硬质合金相,提高了涂层的硬度。
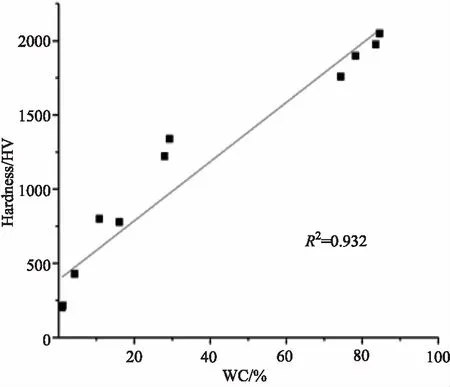
图6 WC含量与维氏硬度的标定曲线Fig.6 Calibration curve of WC content and Vickers hardness
由测试结果可见熔池底部(即区域7)显微硬度高于基体的硬度,约为400~500 HV1.0。这是因为熔池底部靠近基体,在激光熔覆的过程中,基体吸收能量部分熔化,基体元素渗入到熔池内,导致涂层中熔池底部的显微硬度低于涂层平均硬度[16]。该结果证实了WC颗粒可以改善涂层的硬度,并且硬度随WC浓度的增加而增加。
3.2 光谱分析
为了评估LIBS技术是否适合用于表征激光熔覆梯度材料的各个区域。本文采用在各个区域图层的横截面上进行点分析以识别组成光谱线的元素,并分析从表面到基体检测出的光谱差异。由于LIBS的化学作图要求发射谱线应足够强以进行定量分析,并且所选谱线应位于狭窄的光谱窗口内。图7为硬质合金区典型LIBS光谱,本次LIBS分析的光谱窗口选自400 nm至500 nm,其中代表性元素为W,选择发射线WI(484.381 nm)为分析线,对不同的特征涂层进行测量[16]。如图8所示,由上至下分别为硬质合金、互溶搭接区、高速钢熔覆层、热影响区及基体的LIBS光谱图。可以看到,在WI(484.381 nm)处,由上至下信号谱线强度呈下降趋势。如预期所想,较高的碳化物会引起较高的W元素LIBS信号。
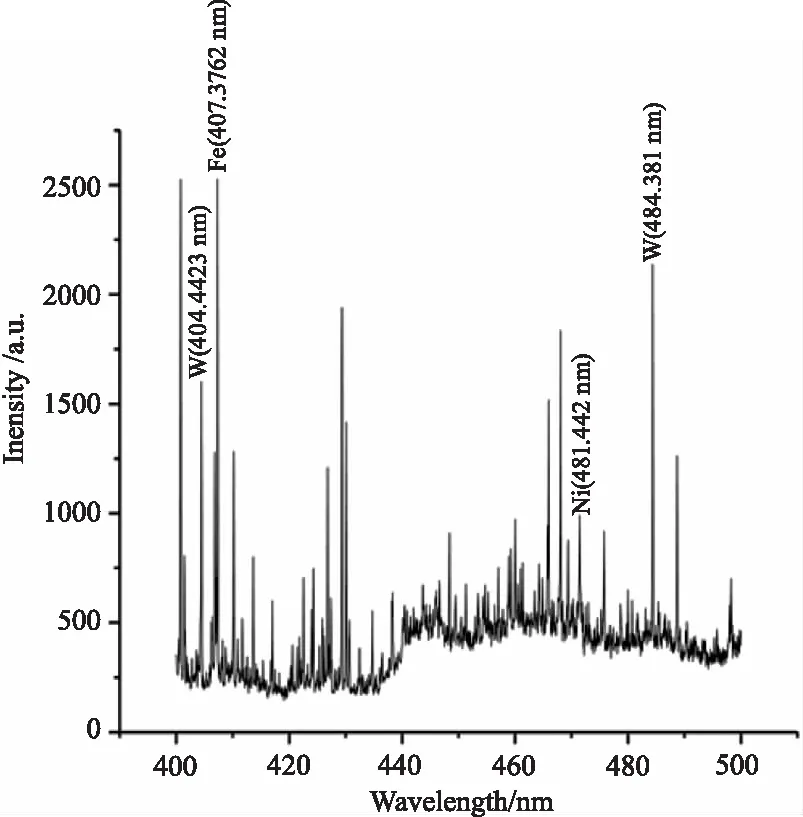
图7 硬质合金区典型LIBS光谱Fig.7 Typical LIBS spectrum of cemented carbide area
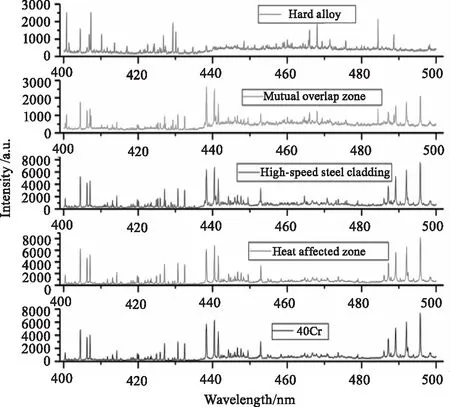
图8 二维梯度材料各区域(400~500 nm)的LIBS光谱Fig.8 LIBS spectrum of each region(400~500 nm) of two-dimensional gradient material
根据文献[17]中夹杂物光谱信号产生的机理可以将本工作中的W元素信号理解为,如果激光诱导击穿光谱激发的斑点直径为600 mm,激发深度为1 mm,打在高速钢熔覆层区域。高速钢的密度为8.3 g/cm3,一次激发高速钢基体质量为8.3×(600/2)2×1×10-12=7.47×10-7g。碳化物密度为15.63g/cm3,该区域仅有100 mm碳化物球状颗粒15.63×1.5388×104×10-12=2.37×10-7,其中W的质量为2.17×10-7g。整个激发区域中W占激发区域的质量百分比为2.37×10-7/7.47×10-7=31.72 %,可以看到其对谱线的影响还是很大的。
对于激光诱导的等离子体,通常需要在光谱检测之前使用时间延迟,以避免强烈的初始连续发射并提高线分辨率。最佳的门控功能可以检测具有解析原子线,低背景和足够高强度的等离子体光谱。为了满足这些要求,以2.8 μs的延迟时间采集光谱。图9显示了在不同区域下484~485 nm之间的W I强度。随着区域由上至下的变化,WC含量的降低,WI 484.381 nm)的强度降低,这意味着WC的稀释度下降。该结果显示,LIBS检测具有识别WC的能力,WI(484.381 nm)的强度可以间接反映梯度材料中W元素的原子量。
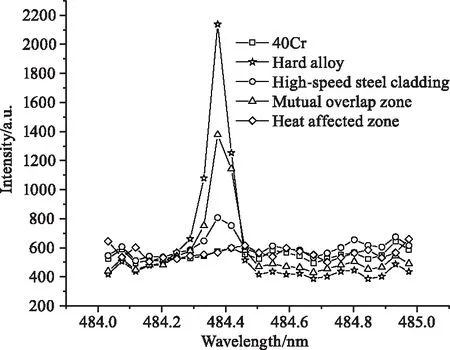
图9 不同区域484 nm至485 nm范围内的WI的强度Fig.9 Intensity of WI in the range of 484 nm to 485 nm in different regions
为了获得拟合曲线,通过上述在涂层横截面上所分区进行LIBS测试研究WC浓度的影响。由图10数据观察到了谱线强度与WC含量之间的线性关系,可以看到,其R2=0.924呈高度线性相关。这证明了LIBS可以应用于激光熔覆梯度材料中W元素的定量分析。相较于EDS技术,LIBS技术的显着特征是能够在几分钟内完成元素深度剖析而无需任何样品准备[18-19],每个激光脉冲会烧蚀厚度为0.1~0.5 μm的样品层,具体取决于样品的性质,激光参数(单脉冲或双脉冲,聚焦光学器件)和环境条件(环境大气成分和压力)[19-20]。
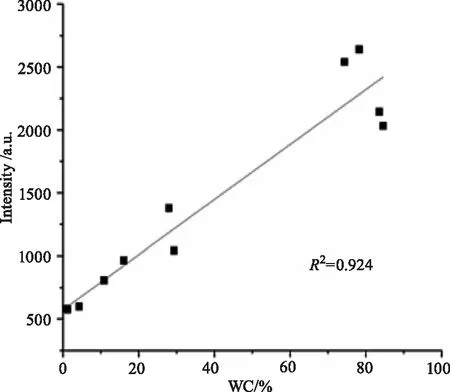
图10 WC含量与信号强度的标定曲线Fig.10 Calibration curve of WC content and signal intensity
4 结 论
对异材搭接二维梯度材料进行硬度测试,将WC含量与材料硬度相联系,得到硬度与WC含量趋势均为:硬质合金>互溶搭接区>高速钢熔覆层>热影响区>基体。WC含量与梯度材料硬度的拟合曲线呈高度线性相关,其相关系数R2=0.932。该结果显示,WC含量赋予涂层良好的机械性能,并且随着WC含量在探索范围内线性增加。
使用激光诱导击穿光谱对激光熔覆异材搭接二维梯度材料进行WC含量分析,经过光谱对各个区域进行定点分析获得了W元素的定量分析结果。其W元素含量及LIBS信号谱线强度呈高度线性相关,R2=0.924。该结果证明了LIBS是表征激光熔覆梯度材料的合适工具,其在梯度材料上的研究具有一定的应用价值。在未来的工作中,可以加入算法等研究提升检测精度及速度,使得LIBS技术为梯度材料领域可以提供更多帮助。