保障进厂汽车煤自动检验比例提升的探索
2021-12-04宋娜李国强
宋娜 李国强
首钢长治钢铁有限公司 山西长治 046031
质量监督站原燃料作业区煤检验组主要承担炼铁用喷吹烟煤和焦化用炼焦煤的采样、制备、表观质量验收等检验工作。日均检验炼焦煤、喷煤车辆300车左右,高峰期达400车以上。检验效率和检验质量直接影响炼铁、焦化的生产组织供应保障和原料的使用质量。
1 实施背景
2020年首钢长钢公司新上了无人值守全自动多煤种交叉采制样系统。这是多煤种无污染快速自动检验新模式;也是自动化、智能化在长钢原燃料检验的首次运用。但是如何保障进厂煤自动检验比例提升,设备高效运行又成了新的难点。
为了保障新模式下的采样效率得到最大发挥;新设备的高效稳顺运行;人员素质得到大幅度提升;复合型人才的转型培养;质量管控大幅度提升。在工序衔接、人员模式配置、前期管控模式的建立、设备保障等方面进行综合性的研究探索,使在新模式下全要素生产率得到显著提升。
2 保障进厂汽车煤自动检验比例的难点分析
(1)随着精密化、自动化设备的引进上线,自动系统设备故障本身有突发性、随机性、复杂性的特点,设备维护保养工作较以前的单一采制样设备维修管理难度也随之加大。
(2)如何使人才素质和对异常情况处置能力都能得到全面提升;从单纯的质量检验工如何转变为“操检合一”新型检验工,保障操作与设备运行的高效配合,提升自动检验比例。
(3)由于是新模式各项管控措施还不完善、工序衔接还处在摸索阶段,各作业环节的流程、标准和重点作业时间都还有很大提升空间。
3 实施过程
3.1 重点作业流程化
新的采样模式刚上线运行,大部分的操作和系统运行还处在磨合阶段,因此由于人员作业不到位造成的系统故障或者无法满足检验要求的情况还是较频繁。为了杜绝此类问题,通过实际运行情况,不断调整优化对以下重点环节进行了流程化。
(1)抽检作业:为了防止抽检作业对计质量系统内的组批信息造成错误,制定抽检操作流程为:大车必须扫描(禁止按急停)—扫描完成后等待出现采样点位—点位出现后按“采样结束”按钮—等待采样点位消失—按“回到原点”按钮。
(2)打包作业:为了防止样品打包过程中造成污染,有效的监控打包时的样量和运行情况,制定打包监控流程为:同一煤种采第10车时与现场人员联系—现场确认综合样收集通号—观察底开器旋转情况—确认底开器上方是否溢料—确认底开器开门后的料量情况—观察可逆皮带的运行情况—观察打包机上方流管是否堵料—观察综合样的打包情况。
(3)打包膜更换作业:为了提高更换时间,和减少浪费,制定更换作业流程为:旧膜脱离—新膜安装—旧膜与新膜连接—两边对齐、重叠5公分—双头分别用胶带错位粘连—手动制样打出连接。
(4)对车辆排队的合理调配和管理手段最大化,提高双通道的使用效率,从而提高进厂检验效率。通过对每日采购信息、进厂煤种与车数的统计分析,发现每日进厂固定且数量较多的为贫瘦煤和喷煤每日进厂都在60车以上,且都集中在白天。为优化物流、将双通道检验高效利用,提高整体检验效率。
(5)日常加大全自动系统的灰分快速检测系统(快灰)进行监督比对工作,提高快灰检测的准确性和指导性,提高原燃料进厂的预支把控能力。通过每月快灰与抽查进行数据比对,重新校对偏差均<1%,且数据比对性较强,与抽查数据的正负偏差呈线性变化。
(6)为了更加全面及时的掌握设备和系统的运行情况,从设备、程序等多方面更加细化了交接班的工作流程,并进行可视化上墙。
3.2 持续推进设备保障与改造优化
(1)对新上的自动采样设备故障信息进行整合、记录,针对性的制定了点检计划和检修计划,强化点检、合理定修效果。
加强点检:根据设备点检表,按标准点检,对点检过程中发现的问题及时上报处理。如:破碎机异响,及时对破碎机内部检查,发现支架固定螺丝丢失,及时修复紧固;西侧提升装置异响,及时更换瓦架轴承;西侧计步轮脱轨及时修复,并安装定位螺丝;配电柜位置较振动源破碎机较近,长时间震动造成线路接线松动,进而造成过流烧毁端子一方面日常增加紧固频次,另外为便于点检,在线路的端子接线处外部包裹热缩管,当电流过大发热时,热缩管缩回,解决了点检困难部位。
合理定修:提前与相关部门沟通,在检验间隙开展合理定修,如在来车较少时,对可逆皮带进行更换;对东西两侧的大车螺旋减速器补充齿轮油;对采样系统齿条轴连接螺丝进行检查紧固;对转动轴承加注黄油润滑。
(2)制定交接班设备巡检路线图,重点设备的接班检查标准;针对日常检查中岗位职工反映有到期备份样未能及时排出情况引起储料系统非正常运行导致设备故障,班组建立自动排样记录,并根据排样时间对采样车辆进行管控每班对收集备查样时间进行确认、现场监督排料情况,减少由于排样与采样时间冲突造成的设备故障。如表1:
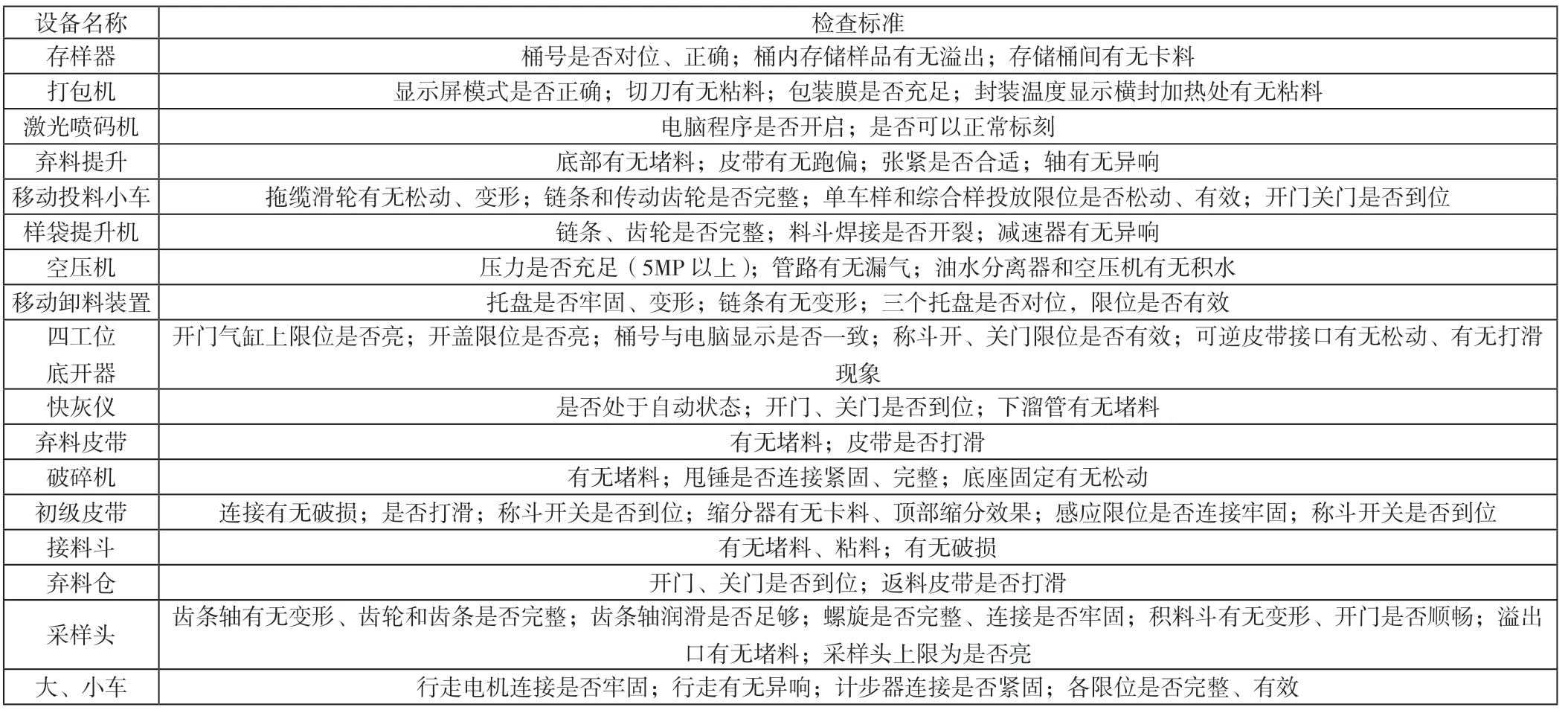
表1 重点设备检查标准
焦煤全自动采样机设备巡检路线
设备间1层:样品存储器—打包机激光喷码机—弃料提升
设备间2层:样品存储器—样袋投料小车—样袋提升机—空压机—移动卸料装置—四工位底开器—快灰仪—弃料皮带
设备间3层:采样头—初级皮带—破碎机—弃料斗—接料斗—快灰电脑—主程序电脑—视频监控
设备顶层:大车—轨道—小车—托缆—齿条轴—螺旋—钻通
(3)为了减少由于备件造成的非计划停机,降低设备维修时间。通过试运行阶段设备的故障频次、重要程度以及使用寿命等分析,根据“抓住重点、照顾一般”将设备备件计划分为“A、B、C”三类进行管理。
A类:重要程度高、加工困难、订货周期长、关键备件;
B类:重要程度高、订货周期短、方便购买;
C类:重要程度较高、故障率低、使用寿命长、资金占用大
制样系统初级皮带缩分电机共有12台,设备使用频繁、且需定制,订货周期长,因此将其定位“A类”备件。
采样系统螺旋电机和制样系统的破碎电机,为采样系统和制样系统的核心关键设备重要程度高,且都为高功率电机订货周期长,因此将其定位“A类”备件。
(4)收集岗位人员反馈的问题和提出的建议对系统进行优化。如:对操作界面进行调整并增加了系统退出的确认操作,减少误操作;在操作页面增加了底开器旋转的监控程序,便于直观的查看采样设定桶位与实际桶位的对应情况,及时发现问题;增加清洗选择模式,增加系统运行的可靠性;通过现场实验和设备改造缩短了快灰的等待时间和检验时间;在主控操作页面,增加语音发送功能,达到和司机简单沟通的效果。除了可以手动编写发送内容,还增加了“请刷卡”、“不要刷卡”、“停车、禁止动车”“放弃料”等常用的快捷发送模式,减少由于指挥不到位、沟通不及时造成的人为性的设备故障发生频次。
(5)持续对设备进行改造,全面挖掘设备的潜力,提升设备的使用效果。对接料仓和弃料仓加装射灯,解决了白天反光监控里看不清料位操作困难的情况,保证了设备的安全运行、避免了人为操作造成的设备非计划停机;对设备的压缩气供应进行改造,增设空压气双供应体系,大大提高了设备运行的稳定性和可靠性;对初级皮带设备进行改造密封,减少设备扬尘和撒料,减轻了职工的劳动强度,保障了卫生职业健康。如图1图2:

图1 初级皮带溢煤口改造前

图2 初级皮带溢煤口改造后
3.3 人才培养、技能提高
为使每位岗位职工都快速的掌握新系统的使用以及故障分析和处理能力,培养一支全员、全时段、全技能、全方位的综合性人才队伍。以交接班为突破口,交接内容更加详细具体,新增操作要点、故障原因分析、处理方法等交接内容,让每位职工掌握的要点和学到的新技能进行快速传递共享。除常规的“小讲堂”和“师带徒”外,创新了其他的技能培训方式。邀请项目的程序设计开发人员,组织部分有相关基础、接收能力强的职工,针对程序编写流程和相关逻辑等薄弱环节进行了专项培训。不但提高了职工的技能还打通了与高级人才交流的沟通渠道,使其在系统运行中发现的程序上的问题可以及时请教提高。在设备损坏需厂家维修时。积极与厂家沟通,找出根因提出维修方案,自己动手提前进行维修。不但对设备构造和工作原理更加深一步的得到认识,还积累了维修经验提高了设备维修能力。
4 结语
目前经过前期系列工作后,今年三月以来自动检验比例均在99.9%以上。4月、5月进厂煤自动检验率均为99.94%,6月自动检验率99.95%。
通过快灰检测时间缩短后,可以及时杜绝不合格煤进厂,预计每年可为公司挽回9万元损失。改进打包膜更换流程,节省打包膜36卷/年。预计节省材料费用3.6万元,更换操作节省工时70分钟/次,每年预计节省工时58.33小时。料位不清操作困难改善后,杜绝由于未及时放弃料憋断提升轮轴的现象,预计可省备件费用1.5万元;省去频繁确认的时间,每年节省工时约182.5小时。
现在全员已经全面熟练掌握了系统的运行操作,并对于一般故障的判断与处理都可以在半小时内完成。对进一步提升自动检验比例,保障采样机高效运行奠定良好基础。
