EN1090标准认证要求及认证过程中主要问题
2021-12-04刘俊红唐文海
刘俊红 唐文海
1.太原重工股份有限公司 山西太原 030024;2.必维质量技术(上海)有限公司 上海 200011
欧盟在2011年3月9日颁布了新的“建筑产品法规(Construction Products Regulation)CPR_305/2011/EU,EN1090是CE认证中建筑建材法规(Construction Products Regulation)CPR_305/2011/EU下的关于对钢(铝)结构的标准,该标准于2012年9月1日开始执行,并将于2014年7月1日开始强制执行,欧盟规定,在2014年7月1日之后,所有进入欧盟市场的钢结构必须要拿到EN1090证书,方能被允许在欧盟市场销售。EN1090的认证范围是用于民用、工业、工程钢结构及其构件,EN1090认证是工厂符合性认证,不是针对每批产品的检验认证,是在审核ITT和FPC的基础上颁发的工厂符合性评估证书。EN1090的认证涉及欧洲标准众多,程序文件要求较多,人员资质较为严格,过程审核较为细致,在实际认证过程中面临诸多问题,本文以引导概要的方式对此标准做一介绍,且结合国内某些工厂认证过程中国出现的主要问题予以说明,以求对即将认证的工厂有所帮助[1]。
1 EN1090的标准构成
EN1090是建筑建材法规CPR下的关于对钢结构的标准。该标准有三部分:EN1090-1:2009+A1:2011钢结构和铝结构-第一部分:结构部件一致性评估基本要求(指令标准),EN1090-2:2018钢结构和铝结构-第二部分:钢结构技术要求(非指令标准),EN1090-3:2018钢结构和铝结构-第三部分:铝结构技术要求(非指令标准)。
2 EN1090的标准介绍
2.1 EN1090-1:2009+A1:2011钢结构和铝结构-第一部分:结构部件一致性评估
2.1.1 标准主要说明
(1)认证模式。欧洲商品制造自由流通由4环节构成,法规(强制性)-指令(强制性)-协调标准(非强制性)-欧洲技术评估(非强制性)。建筑产品法规(Construction Products Regulation)CPR_305/2011/EU是强制要求,其附录V给出CPR认证的5个体系(1+,1,2+,3,4)。根据EN1090-1附录ZA要求,钢、铝结构符合性评估模式按CPR法规附录III的2+模式执行,即制造厂:首次产品型式实验(ITT)+工厂生产控制(FPC)+测试计划规定的样品测试;认证机构:基于首次工厂检验的生产控制证明+产品控制的后续监督检验、评估和批准。工厂认证通过后可在证书认可范围内钢、铝结构生产后进行CE标识并公布产品符合性声明DOP。
(2)CE说明。每个欧洲国家本身都拥有相当复杂的法律体系,包含法律、法规、民间标准制订委员会所制订的技术规章以及检验与授权程序等。这些严格且复杂的要求,经常构成贸易障碍。作为消除贸易壁垒之努力的一部分,CE 应运而生,CE 代表欧洲统一(CONFORMITE EUROPEENNE),CE 标志是使得产品合法地投放成员国市场的通行证。
2.1.2 标准主要要求
(1)初始型式计算(ITC)。初始型式试验包括两个可能性任务,由制造商(MPCS)完成,制造商须对部件设计的结构特性予以说明,制造商负责设计计算,部件规范为2、3b模式;由采购规范(PPCS)获得,采购商负责设计计算,部件规范为3a模式,采购商提供的采购规范符合欧标设计规范。
(2)初始型式试验(ITT)。初始型式试验(ITT)用以评定其制造能力。可焊性,碳当量分析结合工艺评定进行焊接性声明;抗断裂韧性,按设计温度对原材料进行冲击试验;承载能力,疲劳强度,极限变形由设计计算包证;耐火性设计要素由设计保证;火反应等级,A1级或按EN13501-1进行火反应试验;危险物质,对放射性物质或镉释放有限制时应通过涂层材料间接评估;耐久性,通过表面处理涂层检测间接评估,提供符合部件规范要求的表面处理报告及涂层检测报告。
(3)尺寸公差。功能公差分为1级、2级,EXC3及EXC4级为2级;EXC1及EXC2级为1级,功能公差应根据产品确定公差种类及等级EN1090-2附录D。本标准允许将 BS EN ISO13920作为规定功能公差的基准。
(4)工厂生产控制(FPC)。符合ISO9001要求并根据EN1090要求规定制定的工厂生产控制(FPC),工厂生产控制(FPC)系统应包括书面程序、定期检验、试验和/或评估以及结果应用,以控制部件的构成产品、设备、生产工艺和制造的部件。
(5)制造基础。制造商提供的部件规格说明(MPCS)和采购商提供的部件规格说明(PPCS),无论是MPCS还是 PPCS,制造商均要声明。
(6)部件规格说明。部件的制造应通过部件规格说明进行控制,制造商应执行书面检验和试验计划,以检查、记录所制造的部件是否符合其部件规格说明。
2.2 EN1090-2:2018钢结构和铝结构-第二部分:钢结构技术要求
2.2.1 标准主要说明
在EN1090-1:2009+A1:2011钢结构和铝结构-第一部分:结构部件一致性评估基本要求强制要求下,采用EN1090-2:2018钢结构和铝结构-第二部分:钢结构技术要求对制造厂进行钢结构产品认证。
2.2.2 标准主要要求
(1)范围。本欧洲标准规定钢构件或生产部件由以下制品制成:(a)S690及以下钢级的热轧结构钢制品;(b)S700及以下钢级的不锈钢冷成型部件和薄板,S690及以下钢级的碳钢部件和薄板;(c)热成型和冷成型奥氏体、奥氏体铁素体和铁素体不锈钢产品;(d)热成型和冷成型中空结构型材。只要根据可靠性准则检验施工条件并规定所有必要的附加要求,也可将本欧洲标准用于S960及以下等级的结构钢。
(2)钢结构执行等级分类。钢结构执行等级由低到高分EXC1-EXC4,执行等级根据EN1090-2附录B确定,服务类别由低到高SC1-SC2,生产类别由低到高PC1-PC2制造厂根据自己情况确定钢结构产品的执行等级。
(3)表面准备等级。对于喷漆和相关产品,关于焊缝、侧面和其它部分可见缺欠的准备等级分为三等,根据ISO8501-3分别为P1至P3,相应的要求依次越来越严格。
(4)制造商的文件。对于施工等级EXC2、EXC3和EXC4的产品,以下阶段需要有文件记录:(a)项目各个阶段的职责和任务的分工;(b)适用的工艺、方法和工作规程;(c)工程的检验和试验计划;(d)修改、变更的处理程序;(e)不符合项的处理程序;(f)所有的停止检查点、要求有见证的检验、试验和随后的准入要求。
(5)母材焊材的相关规定。母材的钢号、厚度公差、表面状态符合标准规定的要求,检验证书种类符合EN10204的规定的要求。焊材符合标准规定的要求。
(6)设备切割能力的验证。自动热切割工艺的能力应周期性的进行检查。在此工艺用于切割产品之前制作以下四个试样:最厚结构材料的直线切割件,最薄结构材料的直线切割件,某一典型厚度材料的尖角切割件,某一典型厚度材料的圆弧切割件。并根据要求的质量等级来校对测量,以确定它们具有符合直线切割相应标准的边缘。或者可以使用附录D的推荐检查自动热切割工艺方法的能力。
(7)开孔能力的要求及验证。孔有可能通过各种方式如钻、冲、激光、等离子或其它热切割,但应保证:(a)切割面硬度和切割面质量达到要求;(b)所有紧固件或销的匹配孔应彼此对齐。应按下列要求定期检查开孔工艺的能力:(a)应通过围绕孔直径、结构材料厚度及处理等级的范围对结构材料进行的工艺试验,工艺试样的数量应具有代表性;(b)应使用通尺规或其它合适的方法检查每个孔两端的孔径。
(8)热成型要求。热成型应满足有关产品标准中关于热成型的要求以及钢制造商建议中的要求。
(9)火焰校正。火焰校正来调整变形应通过局部加热进行。对于强度高于S355的钢和规定的其它等级的钢,准备实施的工艺至少包括:(a)允许的最大钢温度和冷却速度;(b)加热方法;(c)温度测量的方法;(d)有资格操作该工艺的工人的标识。工艺应经过评定,评定应基于拉伸、冲击和硬度试验。应避免不锈钢的火焰校正,如果不可避免,应保持尽可能低的温度,且加热时间尽可能短。
(10)冷成型。可能通过轧、压或折等方式进行冷成型,但应注意相应产品标准中关于是否可以进行冷成型的规定。敲击不可使用。
(11)焊接要求。焊接应该根据EN ISO3834系列标准相关部分要求执行,焊接计划及检验计划应作为ISO3834系列相关的一部分提供。焊接工艺评定和焊接工艺规程应根据ENISO15609。
(12)人员资质要求。对于EXC2,EXC3和EXC4,考虑焊接责任人应具备适合的资质、相关的焊接经验,焊接责任人应的责任根据EN ISO14731。焊工应该取得ISO9606-1资格,操作工应取得ISO14732资格。NDT人员取得ENISO9712人员资质。
(13)其它相关要求。起吊运输,存储,材料保护要求;预热应按照EN ISO13916、EN1011-2/EN1011-3进行,临时附件焊接应依照WPS 进行;点焊应按照适用的WPS进行;部件端部或侧面的角焊缝应围绕拐角进行连续焊接;由于毛细现象导致生锈的位置不能使用断续角焊缝;紧固件的联结有专门的规定要求等。
2.3 EN1090-3:2018钢结构和铝结构-第三部分:铝结构技术要求
在EN1090-1:2009+A1:2011钢结构和铝结构-第一部分:结构部件一致性评估基本要求强制要求下,采用EN1090-3:2018钢结构和铝结构-第三部分:铝结构技术要求对制造厂进行钢结构产品认证。内容参考2.2。
3 EN1090标准认证过程中的主要问题
国内工厂在实际认证过程中重点存在以下问题:(a)认证周期估算不足,认证开始到结束正常时间6个月左右;(b)焊材库及原材料库管理不善,焊材库的温湿度保持及领用发放记录不完善,原材料库的交叉污染,防积水及起吊运输未按标准要求;(c)母材及切割材料标识追溯不够完善,母材可用色标及专用代码管理,切割材料及余料标识追溯信息不完整;(d)零部件车间转运过程合格,不合格,待返修标识状态不完善;(e)切割设备的能力验证及制孔能验证没有周期性完成;(f)热成型及火焰校正没有按要求操作执行;(g)临时附件焊接没有按规定工艺规程执行等。下图为审核过程中部分现场示例。

图1 程序文件审核

图2 原材料库审核
图3 焊材库审核

图4 量具审核
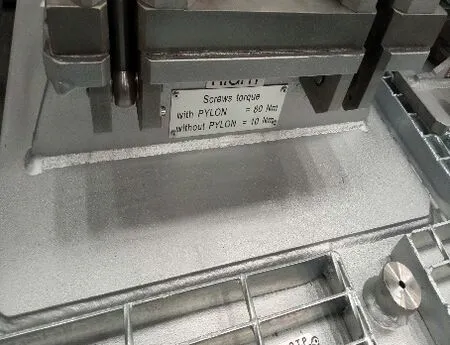
图5 车间审核

图6 构件焊缝审核
4 结语
EN1090标准认证涉及的标准众多,人员资质,体系文件,设备及现场都有严格要求,国内钢结构制造企业产品想要出口欧洲,只有对照标准,苦练内功,不断提高自身能力建设,以完整的质量体系技术要求及过硬的产品质量迎合EN1090认证。目前众多企业通过自身的努力已通过EN1090钢结构产品认证,如中建钢构有限公司、天津赛象科技股份有限公司,承德荣盛海姆输送系统有限公司,焦作科瑞森重装股份有限公司等。EN1090标准认证通过对企业自身出口创汇及带动国内企业高质量发展贡献自己应有的力量。
