纬编大圆机织造针织双面格子布生产技术研究
2021-12-03陈春生夏钰翔李存珍
陈春生 ,夏钰翔 ,李存珍
(1.佛山市鑫威针织有限公司,广东 佛山 528000;2.致景科技·佛山景策科技有限公司,广东 佛山 528000;3.佛山市嘉谦纺织有限公司,广东 佛山 528000)
格子布是面料上有格子外观的统称,从布身成型方式来分有针织格子和梭织格子的区别。在梭织物上有淋漓尽致的表现,织物上经线与纬线构成格子的基本线条,在交错之后形成方形格子图案。格子面料纹路结构简单,大方且易搭配,被许多服装设计师采用,称其为万能图纹面料。尤其以苏格兰格子呢表现最为突出,始终与时尚接轨,演绎经典,是服饰界集新潮与怀旧于一体的经久不衰的宠儿(图1)。

图1 梭织苏格兰格子范例
梭织格子布因其经纬纱可以单根排列,格子的风格变化千变万化,已经有相当成熟的运用。而针织格子面料还有很长的开发路要走,现阶段的针织格子布一般分为色织和印花2种,印花占绝大部分(如图2、图3所示),色织成本高于印花,主要表现在染色纱和织造工艺的复杂性上。普通的纬编针织机受自身成圈系统以及单台机台总模数的限制,格子的风格变数较少,尤其在织造环节,多色格子叠加和多个格子交叉更是难上加难。双面大提花针织大圆机运用吊线功能虽然可以做到,但是浮线太长太多,布身结构的缜密性受到很大影响,格子角度的垂直性要求对织造染整都有相当难度,这反过来给针织普通大圆机台的此类产品开发提供了无限可能。在佰源JM-BY 罗纹机,18针34吋1 920总针数的普通机台上,以黑/白2色,黑/浅灰2色,黑/深灰/锦包氨白丝分3个格子风格进行生产技术探讨,重点在织造技术的应用上总结了一些规律和可行性方法。
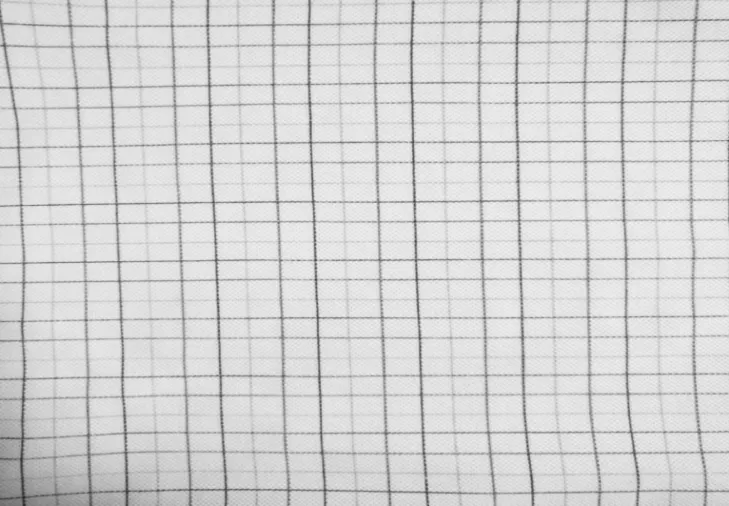
图2 针织布印花格子图例
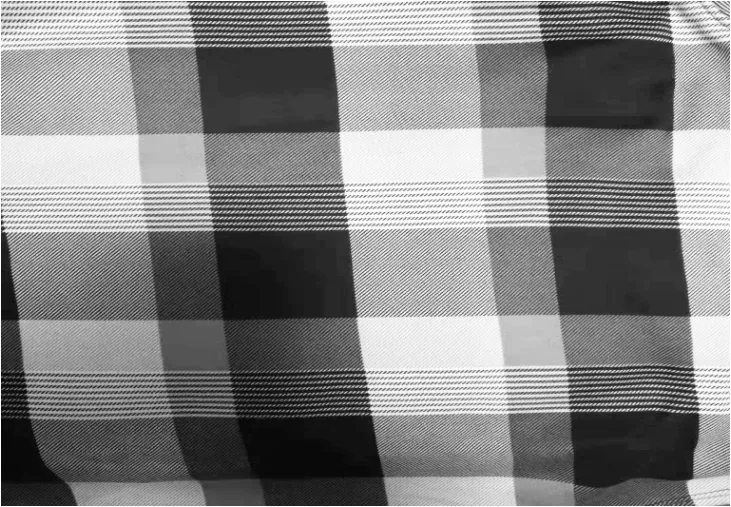
图3 针织布印花格子图例
1 坯布织造
1.1 第一组黑/白色组合织造技术
机台型号:佰源JM-BY 罗纹机,18针34吋1 920总针数。
用纱:29.15 tex/1精棉色纱黑色(坯纱染活性黑)(取用成品纱),18.22 tex/1 OE 棉色纱白色(坯纱漂白)(取用成品纱),29.15 tex/1精棉色纱黑色83.5%,18.22 tex/1 OE棉色纱白色16.5%。
坯布外观表现:黑间白格子。
1.1.1 方法一
织针排列1:
上针盘:1 2 1 2 1 2 1 2 1 2 1 2 1 2 1 2 1 2 1 2 1 2 1 2 1 2。
下针筒:1 1 1 1 1 1 1 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 1 3/共26支。
对针方式:罗纹对针,每个循环26支针组成。
三角排列见表1。
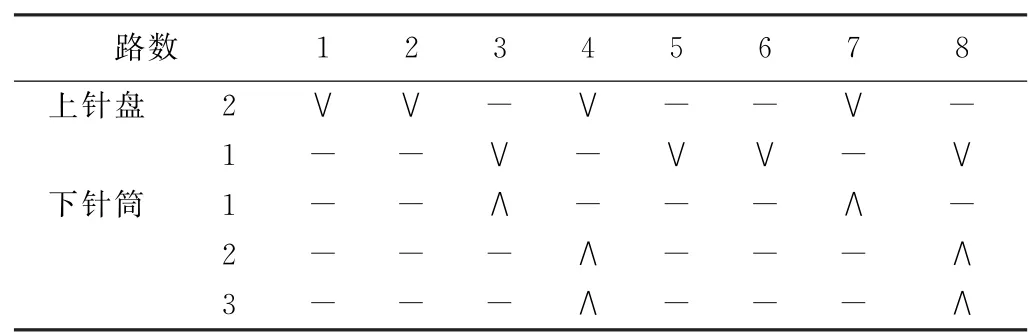
表1 方法一,三角排列1
1.1.2 方法二
织针排列2:
上针盘:1 2 1 2 1 2 1 2 1 2 1 2 1 2 1 2 1 2 1 2 1 2 1 2 1 2。
下针筒:1 1 1 1 1 1 1 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 1 3/共26支。
对针方式:罗纹对针,每个循环26支针组成。
三角排列见表2。

表2 方法二,三角排列2
对比2种织法织针排列,方法1 下针筒用针有1踵,2踵,3踵针;方法2下针筒用针只有1踵,2踵针,织法对应的布纹结构变化不大,但是第13枚针对应上针盘为1踵针,第26枚针对应上针盘为2踵针,所以白色纱线在此编织运动轨迹有差异易爆孔。虽然方法2为最优织针、三角排列组合,但仍然采用方法1(下针筒3种针踵,三跑道三角)生产。
2种方法的排纱一样。
从第一模开始,(3 模29.15 tex/1+1 模18.22 tex/1)×13次+2模29.15 tex/1+2模18.22 tex/1/共56模。
线圈长度8组计:
第1、2、5、6路24.2 cm;
第3、7路43 cm;
第4、8路25 cm。
坯布规格:216 cm×300 g/m2(布板下机24 h回缩后)。
成品要求规格:175 cm×350 g/m2(成品布正面和反面效果如图4和图5所示)。

图4 双面格子布正面

图5 双面格子布反面
1.2 第二组黑/浅灰色组合坯布织造技术
机台型号:佰源JM-BY 罗纹机,18针34吋1 920总针数。
用纱:A 为18.22 tex/1 精棉/黏胶/涤纶70/10/20环锭纺色纱浅灰;B为18.22 tex/1精棉色纱宝蓝。
用纱比例:18.22 tex/1 浅灰C70R10T20(坯纱)37.35%;18.22 tex/1精棉宝蓝62.65%。
坯布外观表现:浅灰间宝蓝格子。
排针:
上针盘:1 2 1 2 1 2 1 2 1 2 1 2 1 2 1 2 1 2;
下针筒:1 2 1 2 1 2 1 2 1 3 4 3 4 3 4 3 4 3/18支。
对针方式:罗纹对针。
三角及用纱排列见表3。

表3 第二组三角及用纱排列
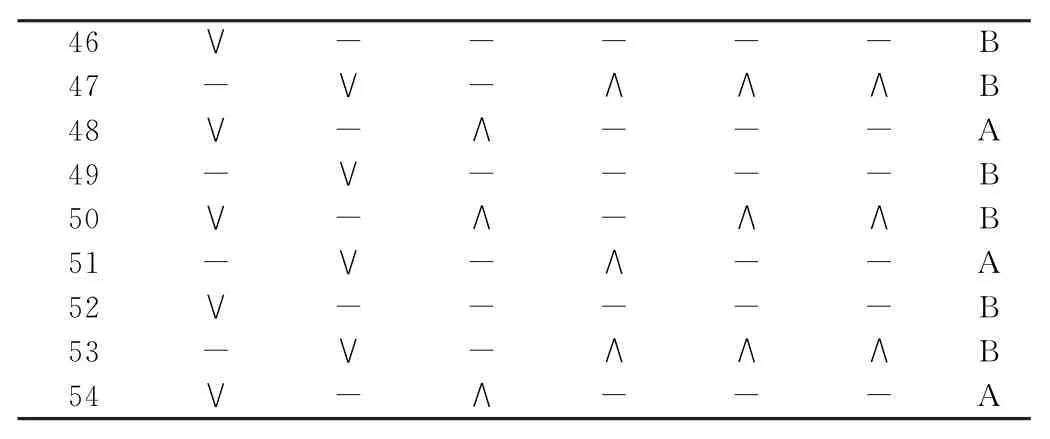
(18.22 tex/1精棉宝蓝+18.22 tex/1精棉宝蓝+18.22 tex/1浅灰C70R10T20)/R每一循环3模一组。
纱长5组计(90针坑):
第1、4、7、10、13、16、19、22、25、28、31、34、37、40、43、46、49、52路:20.5 cm;
第2、5、8、11、14、17、20、23、26、30、33、36、39、42、45、48、51、54路:25 cm;
第3、6、9、12、15、18、21、24、27、29、32、35、38、41、44、47、50、53路:35.5 cm;
坯布规格:224 cm×180 g/m2(布板下机24 h回缩后)。
成品要求规格:170 cm×220 g/m2(成品布效果如图6和图7所示)。

图6 黑色/浅灰格子布正面

图7 黑色/浅灰格子布反面
2 洗水定型
2.1 洗水工艺流程
坯布松布缝布头→温水落缸煮枧油→缸中制软→出缸脱水→定型机头浸硅软油做手感→浸轧树脂整理液(加无醛树脂固定格子)→湿布过定型机定型→成品布打卷包装。
2.2 洗水工艺配方
水洗:净洗剂1.5 g/L,浴比1∶15,温度50~60℃,时间30 min。
制软:柔软剂3 g/L,浴比1∶15,温度30~45 ℃;时间20 min。
2.3 定型技术要求
2.3.1 树脂整理处方及工艺条件
交联无醛树脂25 g/L,整理剂25 g/L,柔软剂20 g/L,催化剂1.5 g/L,渗透剂0.5 g/L。
2.3.2 定型工艺
浸轧方式:一浸一轧,轧液率80%以上,车速20 m/min,预烘温度130 ℃,焙烘温度170 ℃。
门幅可在生产时直接在定型机上调节,超喂量10%左右。格子布定型一般情况下,克重是次要的,主要在保证格子型正,周边角接近90度。格子布的定型要求循环横直达到有机统一,根据格子的设定间距循环来调整超喂和直拉幅张力控制。先确定格子所需的直拉张力,在直拉张力不变的情况下,再调整超喂范围。缩水是定型需控制的最主要的物理指标之一,格子布的横缩和直缩一定要做到平均、合理,否则明显影响格子效果。本课题用过树脂来控制缩水效果较为理想。为了达到格子的特有物理指标,采用无醛树脂整理,建议增加在过树脂后返洗甲醛,然后再湿定型。确保一般成人装的甲醛含量<75 ppm,童装和内衣的甲醛含量要求<20 ppm。目前较为公认的客户要求布面的pH 值为弱酸性或中性,绝大部分国内外客户对pH值有严格要求:浅白色pH 范围4.5~6.5,染色布或色织布pH 值不能超过6.5。因此对于这款新开发的格子布要注意对pH 值的严格控制。pH 值首先在洗水染缸内调节,其次是定型机前槽的柔软剂,无醛树脂整理剂浸轧液的控制。
3 结语
运用色纱、织针、三角和纱线的巧妙组合,在普通双面罗纹机上织造出了部分针织格子图案,辅助洗水定型工艺,开发了较理想风格的针织格子布。
类比梭织格子布,针织格子的纹理效果特别,有斜纹和V 字型风格,条纹立体感更强,加上针织布的高弹属性,在格子类面料的舒适性方面有一定优势,用色纱交织,树脂整理,格子的保型性比梭织格子虽略逊一点,在小格子范围内格子的四角垂直度差距不大,有较大的织造成本优势。
类比针织印花格子,虽然色织成本较高,工序繁简相当,但风险大幅下降,立体风格更明显,格子间隔线等格子效应更加显得有变数,在耐洗抗折皱损坏方面,织物的丰满程度方面有一定的优势。
类比提花大圆机所织格子布有明显的织造加工费优势,一般的普通大圆机织造格子布,织造加工费2.5~4元/kg,而提花大圆机所织格子布,织造加工费一般都在10元/kg以上;织布效率也相差较大,普通大圆机织造格子布的效率是提花大圆机所织格子布的1.5倍左右,批量生产优势明显。
针织格子与梭织格子布比较,针织格子的四个角度不及梭织格子周正,且格子更易变形;色间格子不及梭织格子的颜色对比度明显,净色格子不及梭织格子的立体感及外观格子风格,很难做到如图8的梭织格子效果。
图8 梭织牛津布
普通大圆机所织格子布与提花大圆机所织格子布比较:普通大圆机所织格子布受机台模数限制,最多机台模数也不足100模,机台三角跑道路数限制,一般是上针盘2跑道,下针筒4跑道的限制,一是格子织不到很大,一般超出1.7 cm×1.7 cm 的格子就难做到了;二是色纱颜色不可能采用更多组,一般采用二色一组或者三四色一组,难以做到如图9提花大圆机的多种类型格子叠加效果。
图9 针织提花机织格子
