大型数控铣床转动轴联动误差信息获取方法
2021-11-22付会凯
付会凯,吴 兰
(1.新乡学院机电工程学院,河南 新乡 453003;2.河南工业大学电气工程学院,河南 郑州 450007)
1 引言
数控机床误差获取方法主要包含单项误差获取和对角线误差信息获取。大型数控铣床误差至少还有39项,而大型数控铣床转动轴联动误差则高达75 项。如果选取单误差信息获取方法,需要针对铣床转动轴进行标定以及校准,这样导致人力和物力大幅度增加。
同时,由于数据采集间隔较长,各项误差的随机性也会对数控铣床中数据的一致性以及相关性产生影响,使数据的有效性大幅度降低。最重要的一点为,大型数控铣床转动轴联动误差的变化无法直接映射到加工误差上,甚至两者的变化是相反的。为了更好地解决上述问题,相关专家给出一些较好的研究成果,例如文献[3]主要通过基于球杆仪和R-test装置获取大型数控铣床转动轴联动误差信息;文献[4]通过D-H 法构建大型数控铣床运动学模型,结合模型获取刀心位置轮廓误差和刀轴方向轮廓误差产生的规律,以实现误差信息获取。
以上方法虽然取得了较好的研究成果,但是由于未考虑大型数控铣床转动轴误差测试点的分布问题,导致误差信息获取准确率下降,耗时增加。为了有效解决上述问题,提出一种大型数控铣床转动轴联动误差信息获取方法。仿真实验结果表明,所提方法不仅能够有效减少耗时,还能增加误差信息获取准确率。
2 转动轴联动误差信息获取方法
2.1 数控铣床转动轴联动过程
大型数控铣床能够划分为三种类型[5],分别为:
(1)工作台回转式;
(2)主轴回转式;
(3)混合式。
在一个三维空间中的点M,它在坐标系U(OU-xUyU zU)中的坐标为Ur,它在坐标系V(OV-xVyV zV)中的坐标系为Vr,其中两个坐标系中的关系能够表示为以下的形式[6]:


设定[r,1]代表齐次坐标,齐次坐标变换矩阵的结构能够表示为以下的形式:

利用式(3)给出齐次坐标变换的具体表达式:

大型数控铣床的转动轴[7-8]的平移运动能够划分为沿着X、Y、Z轴的基本平移运动。设定坐标系Oi-xiyi zi需要沿着X、Y、Z轴分别平移,获取全新的坐标系Oj-xjyjzj,则三个齐次坐标变换矩阵能够表示为:
设定坐标系Oi-xiyi zi绕X、Y、Z轴分别旋转αji、βji、γji获取的坐标系Oj-xjyjzj,则三个齐次坐标变换矩阵分别为:

假设坐标系Oj-xjyjzj需要沿着X-Y-Z平动,然后绕着Z-Y-X转动,获取全新的坐标系Oj-xjyjzj,则Oj-xjyjzj到Oi-xiyi zi的齐次变换矩阵[9]为:

另外,当x、y、z、α、β、γ的取值较小时,以上公式能够简化为:

大型数控铣床转动轴联动误差的概念能够方便描述不同铣床转动轴的相对位置[10-11]和对应姿态的装配精度。通常情况下,误差均被采用常量进行替换[12]。
当大型数控铣床转动轴联动过程中,由于受到多方面因素的影响,导致坐标系中转动轴线的位置实时发生改变。在任何时间段内,全部的大型数控铣床转动轴联动误差均能够抽象为窜动或者是径向移动。
为了进一步简化模型,设定理想运动前期C轴坐标系和数控铣床坐标系原点重合且方向一直,则围绕C轴的Z向旋转φ时,则C坐标系相对于大型数控铣床中的齐次坐标变换矩阵为:
基坐标系通常情况下,设定于大型数控铣床上的一个参考系。以下将大型数控铣床转动轴作为研究对象,组建基坐标系R,然后在X、Y、Z轴上构建局部坐标系,将两个坐标系的方向保持一致。同时为了降低整个方法的计算复杂度,需要将基坐标系的原点设定为数控铣床的零点[13],同时各个坐标系的原点也位于数控铣床的零点位置。
当大型数控铣床转动轴存在误差,则需要将变换矩阵设定为理想运动基础上的一个误差运动模型,即:

2.2 误差信息获取模型
BP神经网络主要是由三个部分组成,分别为:
(1)输入层;
(2)隐含层;
(3)输出层。
在输出层主要通过网络输出和期望输出计算信息获取误差[14]。
BP神经网络通过初始化参数计算隐含层的输出值H:

通过输入训练数据的BP神经预测输出,具体的计算公式为:

在上述分析的基础上,研究大型数控铣床转动轴误差测试点的各个分布方案,采用基于随机概率的SOM神经网络分类算法对各个测试点进行优化。将大型数控铣床转动轴误差测试点的输入以及输出作为训练数据,同时结合MATLAB软件编写BP神经网络的大型数控铣床转动轴误差获取模型。为了有效提升输入数据的典型性以及网络的泛化能力,需要针对随机乱码进行排序,即:

节点传递函数的选择会对整个网络的获取正确性产生较大的影响,其中输出层函数主要选用tansig或者purelin函数。
其中径向基神经网络的激励函数表达式为:

采用神经网络对不同测试点进行优化处理,即:

在上述基础上,组建大型数控铣床转动轴联动误差信息获取模型,即:通过模型有效获取大型数控铣床转动轴联动误差信息。

3 仿真实验
为了验证所提大型数控铣床转动轴联动误差信息获取方法的有效性,在Corei7-7700HQ、16G 内存、64 位Win10 系统,代码采用Pycharm编写环境下进行仿真实验测试。
3.1 误差信息获取准确率/(%)
以下实验重点测试五个不同项目的误差信息获取准确率,选取文献[3]方法和文献[4]方法作为对比方法,选择五组实验,分别为A、B、C、D、E,通过与真实数据进行对比,获得不同方法的实验结果,如图1所示。

图1 不同方法的误差信息获取准确率对比Fig.1 Comparison of Error Information Acquisition Accuracy of Different Methods
分析图1中的实验数据可知,在相同条件下,由于所提方法有效解决了大型数控铣床转动轴误差测试点的分布问题,促使其能够准确获取误差信息,同时准确率也得到有效提升,具有较为明显的优势。
3.2 误差信息获取耗时/(min)
为了更进一步验证所提方法的优越性,以下实验测试对比不同方法的误差信息获取耗时,具体实验对比结果,如表1所示。
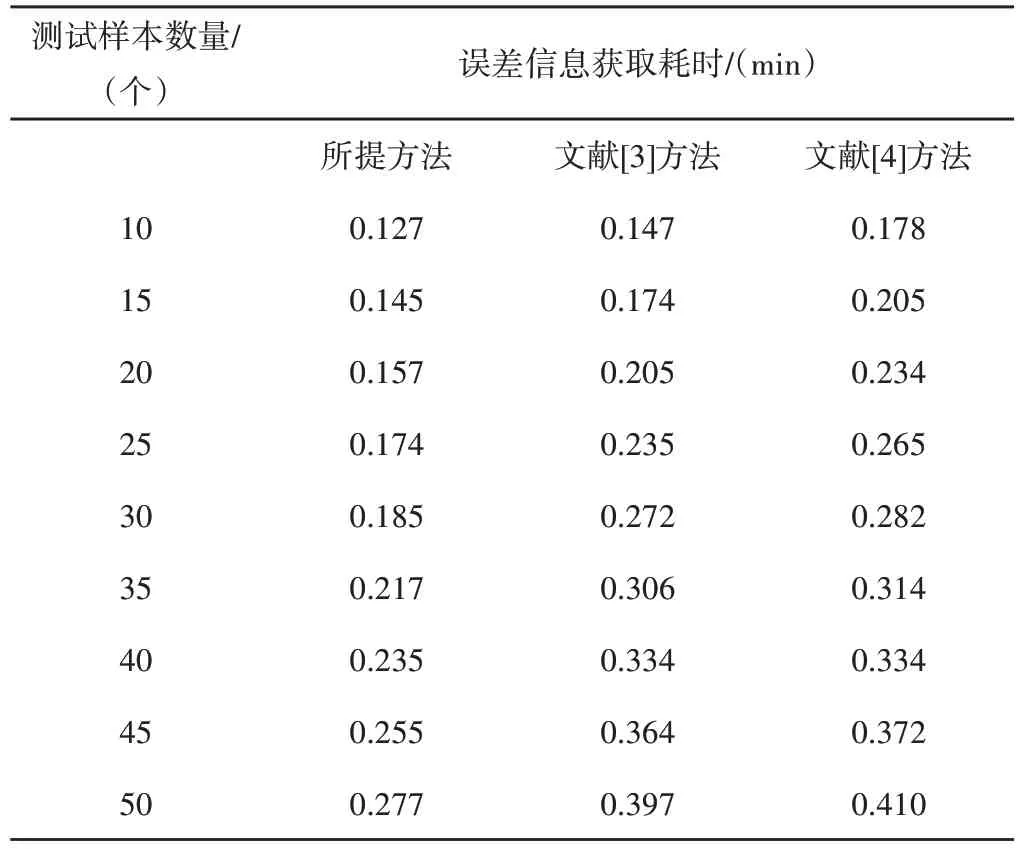
表1 不同方法的误差信息获取耗时Tab.1 Time-Consuming Obtaining Error Information From Different Methods
分析表1中的实验数据可知,相比另外两种方法,所提方法的耗时明显更低一些,这主要是因为所提有效解决了大型数控铣床转动轴误差测试点的分布问题,使所提方法能够在各个测试点获取对应的误差信息,避免不必要的时间浪费,整个方法整体的耗时也就随之下降。
3.3 误差信息获取漏检率/(%)
在此基础上,与真实数据对比,获得漏检数据量,并与总数据量进行相比,获得误差信息获取漏检率结果,如图2所示。

图2 漏检率对比结果Fig.2 Comparison of Missed Detection rates
三种方法的误差信息获取的漏检率均较低,随着实验次数的增加,差别有所明显,所提方法的误差信息获取的漏检率最高只有3%,而文献[3]方法和文献[4]方法的误差信息获取的漏检率最高为7%和5%,说明所提方法的误差信息获取效果较好。
4 结束语
针对传统方法存在的一系列问题,设计并提出一种大型数控铣床转动轴联动误差信息获取方法。(1)所提方法误差信息获取准确率在96%以上,具有较为明显的优势;(2)所提方法误差信息获取耗时都低于传统方法,说明所提出的方法可以在每个测试点获得相应的错误信息,避免了不必要的时间浪费,提高了误差信息获取效率;(3)在漏检率方面,所提方法最高只有3%,说明所提方法具有较高的实际应用性;(4)但是由于时间以及环境等多方面因素的限制,导致所提方法仍然存在一定的不足,后续将进一步对所提方法进行完善。
