基于机器视觉与组态王的压力表自动检定装置
2021-11-19周兵赵景辉宋艳丽辽宁机电职业技术学院
周兵 赵景辉 宋艳丽 / 辽宁机电职业技术学院
0 引言
压力表自动检定装置根据国家计量检定规程JJG 52-2013《弹性元件式一般压力表、压力真空表和真空表》设计制造而成,适用于一般压力表、压力真空表和真空表(以下简称压力表)的首次检定、后续检定和使用中检定[1][2]。装置主要实现以下功能:
1)实时显示检定装置的压力值和动态工作情况。
2)设置和修改参数。
3)利用可编程逻辑控制器、相机、视觉控制器等自动实时获取现场数据,根据检定规程的要求处理和保存数据。
4)自动填写检定数据表,打印检定证书。
1 检定装置的硬件设计原理
1.1 检定装置工作原理
1.1.1 压力表视觉读取示值硬件
利用相机、视觉控制器和视觉软件平台,实现压力表示值的形态信息的准确获取、仪表示值识别算法,达到指针式压力表示值的正确读取。
1.1.2 压力表数据采集表壳轻敲机构与自动控制电路设计压力表数据采集表壳轻敲机构图1所示。
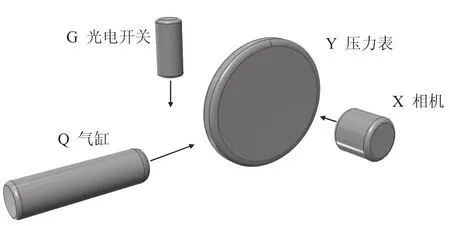
图1 压力表数据采集表壳轻敲机构原理
压力表表壳轻敲机构由光电开关G、汽缸Q、相机X、压力表Y组成。其中,压力表是数据采集对象;光电开关控制相机对轻敲前和轻敲后的被检压力表压力值采集;汽缸用来轻敲压力表表壳。当汽缸杆推出,轻敲压力表表壳,推出的汽缸杆通过遮挡光电开关,产生一个复位电平,至视觉控制器,触发相机拍摄一次压力表的压力值,这个压力值就是轻敲前检定点的压力值。当控制汽缸杆退回汽缸的过程中,光电开关由被汽缸杆遮挡变为不遮挡,又产生一个复位信号至视觉控制器,触发相机再一次拍摄压力表的压力值,这个压力值即为轻敲后检定点的压力值。由此通过压力表表壳轻敲机构实现自动采集检定点轻敲前和轻敲后压力表的压力值。
压力表数据采集自动控制电路原理由光电开关控制电路、继电器及视觉控制器电路组成。
1.1.3 压力表视觉读取示值软件
弹簧管压力表表盘如图2所示。

图2 弹簧管压力表表盘
首先,对压力表表盘进行分析,以弹簧管压力表为例,仪表量程为60 MPa,0~60 MPa之间分为6等份,共占270°,没有分度值的表盘占90°。因此,表盘 1°=60 MPa/270°=0.222 22 MPa。1 MPa=270°/60 MPa=4.5°。
压力表视觉读取示值软件设计原理如图3所示。

图3 压力表视觉读取示值软件设计原理
首先,通过相机对被检表进行图像采集,完成后对压力表表盘图像进行预处理、特征提取、示值识别,最后输出压力表示值。
(1)算法
数学运算1计算结果:
<数学运算_1计算结果>=(<两直线夹角_1 夹角>*60)/270
数学运算2计算结果:
<数学运算_2计算结果>= (360-<两直线夹角_1 夹角>)*60/270
压力表表盘中心与0 MPa之间的连线为基准线,轮廓定位线与基准线的夹角为
<两直线夹角_1 夹角>
0~40 MPa之间的连线与基准线的夹角为
<两直线夹角_3 夹角>
<轮廓定位_1角度> <= <两直线夹角_3 夹角>?<数学运算_1 计算结果>:<数学运算_2 计算结果>
如果轮廓定位1角度小于两直线夹角3的夹角,压力表的示值就是数学运算1计算结果,反之,压力表的示值就是数学运算2计算结果。
(2)压力值输出转换
"压力值:"+ToString(<数学运算_1 计算结果>,"f1")+" "+ "MPa"
将压力表的显示值保留一位小数。
1.2.4 检定装置
检定装置原理如图4所示。

图4 检定装置原理
检定装置由传动齿轮、活塞泵、步进电机、油杯、标准表(压力变送器)、快速夹表机构、步进电机驱动器、计算机控制系统、视觉控制器、被检压力表、视觉采集装置(相机等)、电磁阀手动阀等组成。可以同时检定十个压力表,检定效率高。检定装置采用两台步进电机带动两个活塞压力泵造压,提高造压速度,满足多个压力表同时检定的需求。其中,一台活塞压力泵处于造压阶段时(即向油路注油),另一台处于造压准备阶段(即从油杯吸油)。两台步进电机和相应的电磁阀由计算机控制系统控制,同时工作交替造压。检定装置采用相机等视觉采集装置和视觉控制器自动读取被检压力表的示值,实现检定过程的完全自动化。
采用两台压力泵同时工作的关键问题为换泵过程中避免产生压力波动。油路的切换采用五个电磁阀控制,优点是密闭性好,保证了系统有较高的造压速度和静态压力稳定性。其中,五个电磁阀分别控制两台压力泵与油杯、被检表、标准表之间油路的通断。另一个电磁阀安装在被检表与标准表油路间,用于造压换泵前切断被检表油路与造压油路间的联系。待换泵完成,且造压油路重新恢复换泵前压力时,再打开电磁阀,这样可消除换泵过程中可能产生的压力波动。
1.2 检定装置硬件电气原理
1.2.1 可编程逻辑控制器与电磁阀
电路如图5、图6所示。可编程逻辑控制器选用欧姆龙CP1H-XA40DR-A[3]。电源电压:220 VAC;输入点数:24点;输出点数:16点;输出形式:继电器。内置模拟输入4点(占用CH数4CH)。输入信号量程:1-5 VDC;分辨力:1/16 000或1/12 000。
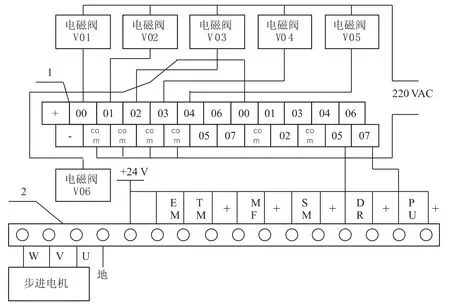
图5 可编程逻辑控制器主机输出与电磁阀、步进电机驱动器接线

图6 可编程逻辑控制器内置A/D转换器接线
1.2.2 步进电机驱动器电路
步进电机驱动器采用Q3HB64MA,为等角度恒力矩细分型驱动器,驱动电压DC12-40 V,电流在5.8 A以下。内部采用类似伺服控制原理的电路,使电机低速运行平稳,无震动和噪声,电机在高速运转时力矩大大高于二相和五相混合式步进电机。定位精度最高可达60 000 步/转。
PU:步进脉冲信号输入端,DR:方向信号控制端,MF:电机使能信号端(高电平使能),SM:细分信号选择端(高电平按D0-D3设定细分运行)。工作时设置为500个脉冲/转。
步进电机选用三相混合式BSHB386。采用交流伺服控制原理,三相正弦电流驱动。步进电机每转移动距离5 mm。1 mm=100道。
由此,主轴电机每转一圈,即线圈每绕一圈,步进电机驱动器接收一个脉冲信号,步进电机走一步为1道。
1.2.3 可编程逻辑控制器内置A/D转换器电路
此时,可编程逻辑控制器将采集到的标准压力表的数据与相机、视觉采集装置和视觉控制器采集到的被检压力表的数据进行处理,完毕后再送至计算机,得到相应检测点的基本误差、回程误差、轻敲位移,并依次进行其他检测点的检测。当所有检测点检测完毕,计算机将最终的检测结果进行处理并打印。
可编程逻辑控制器程序如图7所示。

图7 可编程逻辑控制器程序
2 检定装置软件
2.1 检定装置组态
组态软件选用北京亚控科技发展有限公司的组态王软件7.55。它是运行于WindowsNT/2000/XP中文操作系统的一种组态软件,具有完善的图形界面生成功能,可以形象逼真地描绘工业现场。提供了功能齐全的控件和控件函数以及多种I/O驱动程序[4]。
组态王通信参数和设备配置:
1)通信参数
波特率:9 600;数据位:7;奇偶效验:偶效验;停止位:2;通信超时:3 000 ms;通信方式:RS232。
2)设备配置
(1)欧姆龙PLC
设备生产厂家:欧姆龙Hostlink;设备逻辑名称:PLC;设备地址:0;通信方式:串口(COM1)。
(2)视觉控制器
设备生产厂家:北京亚控生产串口数据发送;设备逻辑名称:视觉控制器;通信方式:串口(COM2)。
2.2 检定装置主控制界面
检定装置检定界面如图8所示[5][6]。由检定装置控制流程、电磁阀控制开关、检定点、标准压力值、已检定点数、待检定点数、允许误差值、回差允许值、允许变动量输入等组成。具体命令语言编程略。

图8 检定装置检定界面
2.3 检定装置检定记录表
检定装置检定记录表界面如图9所示,由报表控件组成,包括:数据填表、数据查询、数据记录、打印检定记录表等按钮。保证检定数据正确地填入记录表中,完成检定任务。
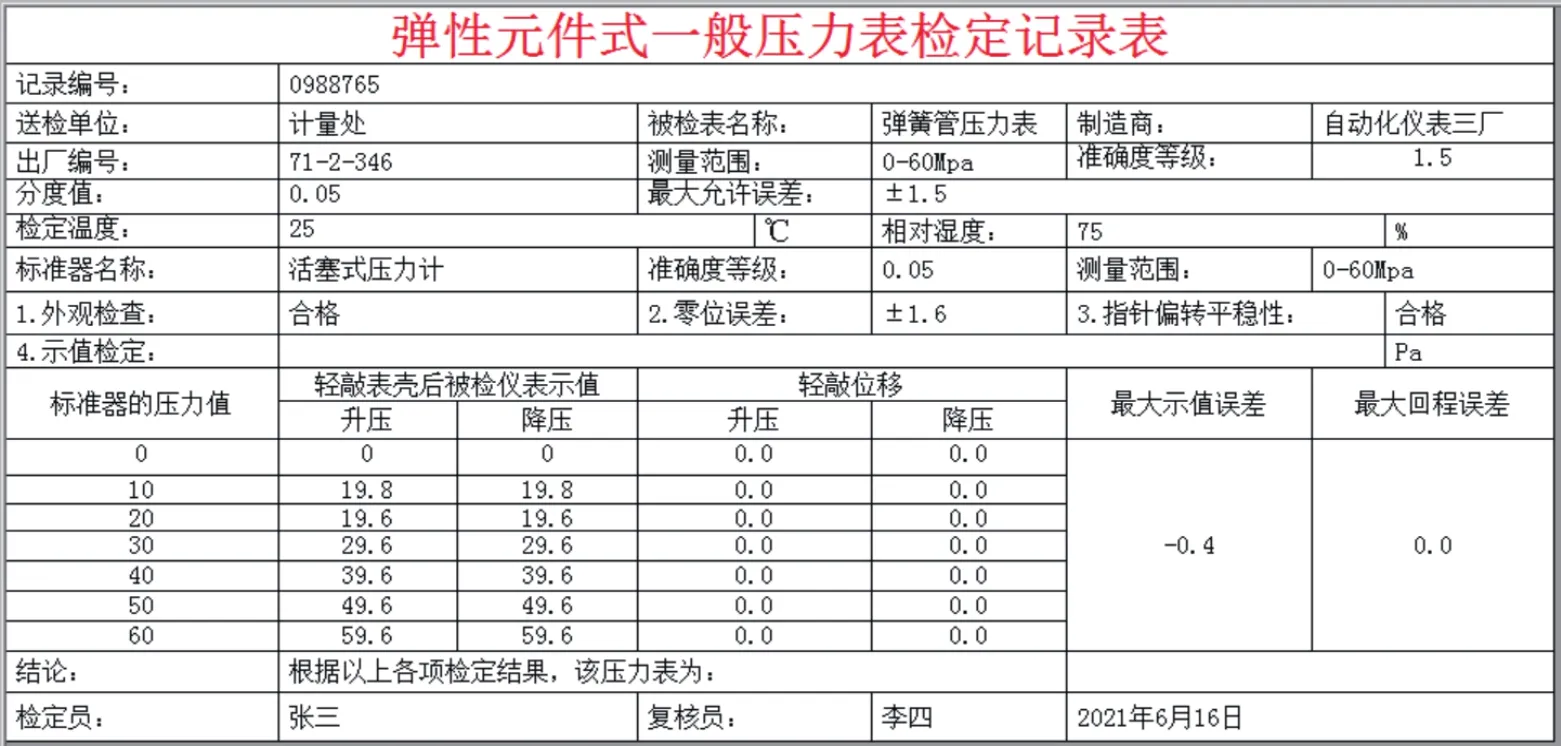
图9 检定装置检定记录表界面
2.4 检定装置检定证书界面
检定证书设计及操作按钮[5][6]由报表控件、操作按钮组成,包括:增加、存表、读表、打印设置、列表式组合框。完成检定装置检定证书的打印。
3 结语
压力表自动检定装置采用先进的可编程控制器、组态软件技术和机器视觉技术,性能指标完全达到JJG 52-2013的要求,有效避免了在检定压力表中人为因素造成的不必要误差,提高了检定的效率和准确性。