含有“致死物质”的ASME Ⅷ-1压力容器的建造
2021-11-17杨挺成
杨挺成
(华油惠博普科技股份有限公司北京分公司,北京 100088)
在石油天然气工程中有一些按ASME Ⅷ-1 规范(以下简称规范)建造的压力容器,介质中常含有硫化氢,有的业主提供的数据表会指定为“致死”工况,而有的数据表则不会。“致死物质”如何界定?压力容器建造时是否需按“致死”工况考虑?建造又有哪些特殊要求?这需要建造者全面、完整、正确地理解规范。
因为规范中涉及“致死”的直接条款众多,且分散在不同的章节中,并且还有很多其他条款与之有关,而规范解释也有一些应用说明,有必要进行整理,以便于全面执行规范要求,防止疏漏和错误理解。本文重点总结规范中钢制压力容器的建造要求,对于其他材料如石墨建造的压力容器仅作抛砖引玉。
1 “致死物质”的定义及压力容器建造相关方的责任
规范在尾注64 中规定[1]:“致死物质”是指有毒气体或液体,其本质是非常小的气体量或液体的蒸汽(与空气混合或不混合),当吸入时就会造成生命危险。这种物质包括在压力下储存的天然的物质,或储存在一个密封容器中能够产生压力的物质。
规范在UW-2 中又明确规定:若容器储存的流体,其性质是极少量这类流体,不论是否与空气混合,一经吸入人体就危及生命时,用户和/或他的指定代理人(以下简称用户)有责任确定其是否为致死物质。若确定为致死物质,用户和/或他的指定代理人应通知设计者和/或制造厂(以下简称建造者)。制造厂有责任遵照有关规范的规定。
由以上要求可见规范有两个方面的规定:
一方面,因为ASME Ⅷ-1 规范是机械专业规范,无法在规范中对物质的化学性质进行详尽的描述,也无法对物质的致死性进行量化规定,所以并不由压力容器的建造者来决定物质是否致死,这应当由用户作为条件明确提出。
物质是否归为“致死”,应当按照当地的法律法规并参照行业规范进行综合判断后确定,比如在美国用NPHA,澳大利亚用AS1210,其决定权在用户手上。但是建造者还是可以根据物质性质、以往的工程项目经验进行基本的判断,给出建议并由用户明确。除了氢氰酸、光气等在绝大部分地区可归为“致死”,其他物质如硫化氢,通常在工程项目中并不指定为“致死”,这也回答了开篇的前两个问题。
另一方面,一旦物质被确定为“致死”,建造者应完全按照规范的要求进行建造,以保证生命财产和设备运行安全。
以下从总的要求、材料、设计、制造和检验等方面总结当容器内部含有“致死物质”时,规范中的相关要求,必要时举例说明。
2 总的要求
(1)用户或其代理人应确定物质是否为致死物质。
(2)当满足UW-2 (a) (3)的要求时,若换热器中仅一侧含有致死物质,另一侧不必按致死工况建 造。
举例说明:浮头换热器的管程含有致死物质,且换热管为无缝钢管,则壳程不必按致死工况建造。
(3)与“致死物质”接触的组合容器的所有公用元件都应按致死工况制造,而不与致死物质接触的腔的其他元件不必按致死工况建造。
举例说明:夹套容器的内容器含有致死物质,公用部分的内容器壳体和封头按致死工况建造,而夹套的其他元件不必按致死工况建造。
(4)夹套容器只有内容器是致死工况时,UW-2对焊缝的要求只适用于内容器的焊缝和将夹套焊到内容器上的焊缝。
(5)对于多层结构制造压力容器,UW-2 (a)对储存致死物质容器的要求仅适用于内层壳体和内层封头。
(6)不得使用钎焊容器。
(7)不得使用铸铁容器。
(8)不得使用可锻铸铁容器。
3 材料
(1)空冷器及冷却塔换热器中的管子最小厚度应是1/16 in (1.5 mm)(不包括腐蚀裕量)。
(2)符 合SA-36,SA/CAS-G40.21 38W 和SA-283 A,B,C,D 级的钢板不得用于制造压力容器的受压件。
(3)无论是否进行无损检测,不得使用ERW(电阻焊)钢管或换热管作壳体或接管。
(4)当纵焊缝按UW-11 (a) (1)进行全部射线检测时,符合ASME Ⅱ卷标准之一的焊接建造的钢管可以用做压力容器的壳体或接管,上述(3)中的除外。
4 设计
(1)除换热器壳程内部的焊接管子和公称管外,所有A 类接头应为表UW-12 的(1)型。其中(1)型为:对接接头,采用双面焊或内外面熔敷金属能达到同等质量的其他方法焊接且符合UW-35 要求,不包括采用金属垫板而不除去的焊缝。
举例说明:
a)半球形封头与圆柱形筒体的对接接头如采用垫板,焊接后应除去垫板。
b)矩形容器的壁板之间的焊接应该用对接接头,图UW-13.2 中非对接的接头不可使用。
(2)所有的B 类和C 类接头应为表UW-12 的(1)型或(2)型。其中(2)型为:单边对接焊接接头,采用垫板但与(1)型不同。
举例说明:
a)保证焊接接头为表UW-12 的(1)型或(2)型时,图UW-13.3和图UG-34 中形式(a),(b-1), (b-2)和 (d)的对接接头可以使用;图UG-34 中其他非对接接头不可使用。
b)图UW-13.1 中封头与筒体的非对接接头不可使用。
c)如图1 所示的端封头和中间封头的焊接接头不可使用。

图1 不允许使用的端封头和中间封头的焊接接头举例Fig.1 Examples of welded joints of end closures and intermediate head not allowed to be used
d)图UW-13.2 中非对接的法兰或封头连接到筒体的接头不可使用。
e) 保证焊接接头为表UW-12 的(1)型或(2)型时,图2-4 中(1)、(5)、(6)法兰与壳体的连接形式可以使用,其他的则不可使用,典型的如图2 所示SO 法兰和平焊法兰。
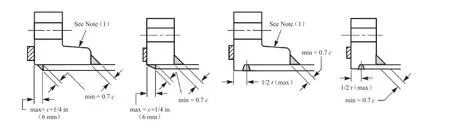
图2 不允许使用的SO 法兰和平焊法兰的焊接接头举例Fig.2 Examples of welded joints of SO flange and socket-weld flange not allowed to be used
f)半顶角小于或等于30° 的变径段,大端、小端没有折边,与两端筒体直接焊接的形式可以使用。
g)半顶角大于30°的变径段,大端、小端没有折边,与两端筒体直接焊接的形式不可使用,应增加折边段以便与两端筒体对接连接。
(3)图UW-13.5 提供了一种可以用于致死工况的堆焊颈部形成对接焊缝接头的形式,该C 类接头,应满足UW-2(a)(1)(c)的要求。
(4)所有的D 类接头应为贯穿容器壁或接管壁整个厚度的全焊透焊缝。
举例说明:
a)规范并不要求接管与筒体焊接为对接接头。图UW-16.1 中(a)-(h)所示的全焊透焊接接头都可使用,而(i)-(bb)中的非全焊透焊接接头则不可使用。
b)图UG-40 (a-1),(a-3),(a-4),(c),(j),(k),(l),(m),(n),(o)所示的非焊透焊接接头不可使用。
(5)上述(1)-(4)是规范对A,B,C,D 类焊接接头形式的强制规定,对其他焊接接头则没有强制规定。
举例说明:
a)开孔补强可以使用补强圈,也不要求补强圈与接管/壳体焊透。
b)换热管和管板的接头不需要用对接接头,也不要求必须用焊接(无论是强度焊还是密封焊)[2]。
c)法兰连接沉浸式加热器中加热元件和平盖的焊接接头因不能按UW-3 划分为A,B,C,D 类,因而可以用角焊缝。
d)图26.13 中膨胀节与筒体非对接连接的焊接结构可以使用[3]。
(6)规范没有规定禁止管口使用螺纹接头。然而考虑到密封性,很多项目规格书会规定禁止使用。
(7)法兰的螺栓最大间距应满足附录2-5(d)要求。
(8)在用附录2-7,2-13(c)和2-13(d)进行法兰应力计算时,应对螺栓间距修正;在附录2-14刚度指数计算中对法兰力矩Mo 所用的螺栓间距则不需修正。
(9)应按规范附录2-14 进行法兰刚度的计算,而不允许用成功的操作经验替代。
(10)不得使用附录17 规定的蜂窝板或波纹板组件作为受压元件。
(11)除了ULW-76 中允许的在层板结构中开有排气孔外,UG-25(e)中所述的指示孔不得用于含有致死物质的容器。
(12)上述(11)禁止使用信号孔的规则,并不适用于UG-37(g)中要求的补强圈上的信号孔。
(13)对垫片连接的板式换热器板束,其MAWP必须由验证试验或设计计算确定。
(14)单腔压力容器进行全部射线检测,铭牌上标志为“RT1”。
(15)铭牌上在UG-116(b)的建造型式标识符之后用短划线连接“L”字符。如果设备为换热器,标注在含有致死物质一侧简写之前,例如管程侧含有致死物质时,标注为“L-T”。
(16)在数据报告上注明用于“致死工况”。
5 制造和检验
(1)对P-No.1 组1 和组2 材料,除了UCS-79(d)(1)中所述,当最大纤维伸长量超过5%时,应进行成形后热处理。
(2) 除 了 在UW-2(a)(2),UW-2(a)(3),UW-11(a)(4)及按规范UG-29 设计的加强圈的对接接头外,所有的对接接头应按UW-51 进行全部射线检测。
举例说明:
a)壳体和封头上的所有对接焊缝应对其全长按UW-51 的规定进行射线检测。
b)ASME Ⅷ-1 许用材料标准的换热管和公称管,采用不加填充金属对接焊的,且换热管或公称管全部封闭在符合UW-2(a)要求的壳体内,上述管子的对接焊缝可以免做射线照相检验。
c)除了UW-11(a)(4)豁免的C 类对接接头外,C 类和D 类对接接头也都应进行射线检测。
d)按规范UG-29 设计的加强圈的对接接头不需要按UW-51 进行全部射线检测,因为加强圈是用于外压下加固筒体而主要承受压力。
e)UW-51(a)(4)中作为射线检测要求的替代方法,材料厚度等于或者大于1/4 in ( 6 mm)的所有焊缝可以按照UW-53(b)中规定的进行超声(UT)检测。
(3)规范不要求非对接接头进行射线检测,比如接管与筒体、换热管和管板的非对接焊接接头就不需要进行射线检测。
(4)对于只有内容器是致死工况时,夹套焊在内容器上的焊缝不需进行射线照相检测,并可采用填角焊。焊后热处理应按表UCS-56 的要求进行。
(5)图UW-13.5 中用堆焊层加工出接管端部的C 类接头,应满足UW-2(a)(1)(-c)的无损检测要求。
(6)规范并不禁止非受压件延伸到覆盖在承压焊缝上,但仍需满足UG-82(b)的要求。
(7)除非表UCS-56-1 的通注(b)(3)另有豁免以外,用碳钢或低合金钢制造的容器应进行焊后热处理。满足UCL 篇的整体复合耐腐蚀层、堆焊覆层或衬里材料建造的碳钢或低合金钢部分也需进行焊后热处理。
举例说明:
a)基层材料为SA-105,厚度为28 mm 的法兰盖,堆焊316L,需要进行焊后热处理。
b)基层材料为SA-105,厚度为34 mm 的法兰盖,堆焊316L,当焊第一层时保持预热温度不低于100 ℃,不需要进行焊后热处理。
c)基层材料为SA-516 Gr.70,厚度为50 mm的板材,焊接后需进行焊后热处理。之后用塞焊焊接316L 衬里,当焊第一层时保持预热温度不低于100 ℃时,不需要再进行另外的焊后热处理[4]。
(8)搪玻璃过程中的温度循环可用来替代UW-2(a)中的热处理要求。
(9)应在液压试验压力除以1.3 或气压试验压力除以1.1 的压力下,作接头和连接处有无泄漏的目视检验。
(10)在水压或气压试验之前,容器的内部或外部都不能油漆或涂层。
(11)除非符合UCL-51 的要求,在水压或气压试验之前,不得使用机械或焊接进行内部衬里连接。
(12)用于压力容器批量生产时,应采用UG-90(c)(1)的各项规则,即检验师应进行全部规定的检验项目及其他认为有必要的检验项目,以确保他所授权加盖认证标记的所有容器是按规范的要求设计制作的。
(13)用于压力容器批量生产时,不能由制造商依据UG-90(c)(2)制造的单腔压力容器使用试验工装与可拆端盖分别进行压力试验。
6 结束语
总之,当用户指定物质为“致死”时,其内在的要求是很严格的,只有完全符合规范在总的要求、材料、设计、制造和检验的所有要求,才能建造出满足用户要求的压力容器。
