铸轧生产中铸嘴对铝箔坯料质量的影响
2021-11-17飞尚才蒋小霞
飞尚才,蒋小霞
(1.青海高等职业技术学院,海东810799;2.宁夏大学,银川750021)
0 前言
由于省去了铸坯铣面、预热和热轧等工序,铸轧生产铝箔坯料具有流程短、能耗低的优点;并且由于激冷的原因,铸轧板坯具有枝晶间距小、金属间化合物细小的优点。铸轧坯料由于具有上述优点而广泛应用到箔材轧制中[1]。但是经铸轧生产出的产品经常会出现晶粒不均、热带、裂边过大以及一些诸如黑条等表面缺陷,造成产品报废,增加企业成本。研究发现,铸嘴对产品质量影响非常重大。因此本文通过分析铸轧中铸嘴对铝箔坯料质量的影响,提出应对措施,为铸轧生产提供参考。
1 铸轧中铸嘴的作用
铸嘴是连续铸轧过程中直接输送和分布金属液体的关键部位,它由上下嘴扇、分流块和边部耳子组成。铸嘴内部的结构对铸轧稳定生产、提高产品质量至关重要。分流块的分布直接影响铸嘴内部的温度场、流场的均匀性。
2 铸嘴对铝箔坯料的影响
2.1 对晶粒度的影响
铸态金属的晶粒度大小和晶粒生长方式取决于金属液体内部的晶核数量和凝固结晶条件,结晶条件的差异会造成组织形貌的差异。
在铝箔坯料的铸轧生产过程中,铸嘴起到分流和均匀温度场、流场的作用。如果铸嘴内的分流块位置设计不合理,会在铸嘴的整个横截面上造成熔体温度和供给不均匀。在相同的冷却条件下,熔体供给少、流量小的地方温度就低,在结晶时先结晶;熔体供给多、流量大的地方温度高,在结晶时后结晶;由于受到后结晶的结晶潜能影响,先结晶晶体的晶粒大小就会发生变化,这样会造成铸轧板面酸洗后出现同一板面晶粒不均的现象[2-4],如图1所示。

图1 铸轧板坯酸洗后的晶粒度
另外,如果铸嘴设计不合理还会造成上下板面晶粒不均的现象。因为铸轧是一个快速冷却的过程,在铸轧区内的平均冷却强度能达到300℃/s以上。铝熔体流出铸嘴进入铸轧区后,其上表面优先于下表面接触到铸轧辊发生快速冷却。当铸轧区增大或轧制线升高时,坯料上下表面接触到铸轧辊的时间差就会减小,冷却强度差值也随之减小。这会导致铸轧坯料的上表面受到的熔体静压力较小、接触面积减小,从而使上表面的冷却强度比下表面的小,造成上表面前沿形成更大的温度梯度,使铸轧板坯上表面容易出现粗大晶粒,造成上下板面晶粒不均[4]。因此在实际生产中,制作铸嘴时往往将上下嘴扇错开2~3 cm,以尽量减少上下表面接触铸轧辊的时间差。
2.2 对外观质量的影响
耳子是铸轧铸嘴的组成部分,耳子制作是否合适,直接影响着坯料的外观质量。在铸轧中,液态金属被两个转动的轧辊冷却,短时间内完成铸与轧两个过程,金属表面与轧辊表面粘合无相对滑动,轧件变薄,只在金属中心有较大的后滑动[4-5]。由于金属内层受到剪切力与压力作用使金属表面产生变形。这种变形逐渐传递到液穴的凝固硬壳内,使凝固硬壳的内部产生同样的变形与剪切力。当变形产生的剪切力超过凝固硬壳金属的剪切强度时,在材料的薄弱处首先开裂,进而扩展。待此处应力全部松弛后,裂纹不再扩大,这样形成了裂纹。在变形区内,边部金属同时受到来自耳子施加于断面的向后摩擦力以及施加于两侧面的向前的拉应力,这种相反方向的应力作用会使铸轧卷的边部产生裂纹[6],如图2所示。因此,为了避免或尽量减少边部裂纹,在制作耳子时尽可能减少摩擦力。
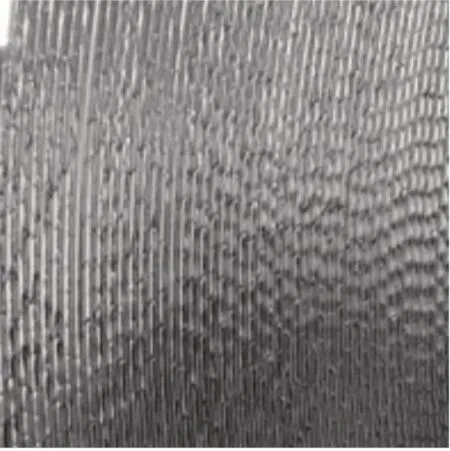
图2 铸轧板坯裂边缺陷
2.3 对板面质量的影响
铸嘴分流块的分布和开口度是否合理对铸轧铝箔坯料的板面质量有很大的影响。在同样的结晶条件下,与其他区域相比,铸轧过程中容易出现热带缺陷位置的铸嘴的过流量较小,因此铝液出铸嘴唇部时对凝固壳内壁施加的静压力也较低,不足以平衡凝固壳因收缩产生的应力,凝固壳横向呈波浪弯曲状,继续发展则形成黑丝[3]。铸嘴分流块分布不合理是铸轧生产铝箔坯料时出现热带现象的原因之一,也是出现黑丝的因素之一。
在同样的结晶条件下,铸轧过程中铸嘴的开口度越大,铝液出铸嘴唇部时对凝固壳内壁施加的静压力就越低,不足以平衡凝固壳因收缩产生的应力。凝固壳横向呈波浪弯曲状,继续发展便形成黑丝[3]。
3 改进措施及效果
(1)为解决由于铸嘴原因造成晶粒不均现象,建议铸嘴上下嘴扇错开2~3cm,尽量减少上下表面接触到辊面的时间差。
(2)合理分配分流块的位置,尽可能地做到流场、温度场均匀。图3为某厂铸嘴分流块的分配图。如此改进后,该公司生产中晶粒不均、热带等影响坯料质量的铸轧卷所占比例大大降低,板材的表面质量也有所提高,酸洗板面的晶粒度如图4所示。

图3 铸嘴分流块分配图
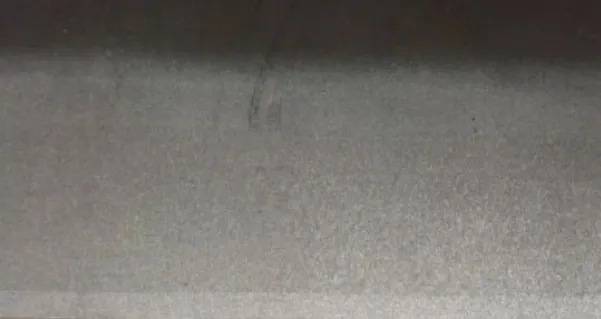
图4 改进后酸洗板面的晶粒度
(3)制作耳子时,尽量避免或者减小耳子的摩擦力,改进后的耳子如图5所示。改进耳子后,对现场各系列合金分别抽取10卷进行裂边统计和侧面对比,对比结果如表1和图6所示。从数据和图片来看,改进后裂边缺陷的数量明显下降,裂边尺寸明显缩小,卷端面表面光滑。

图6 改进前后8011合金裂边对比图
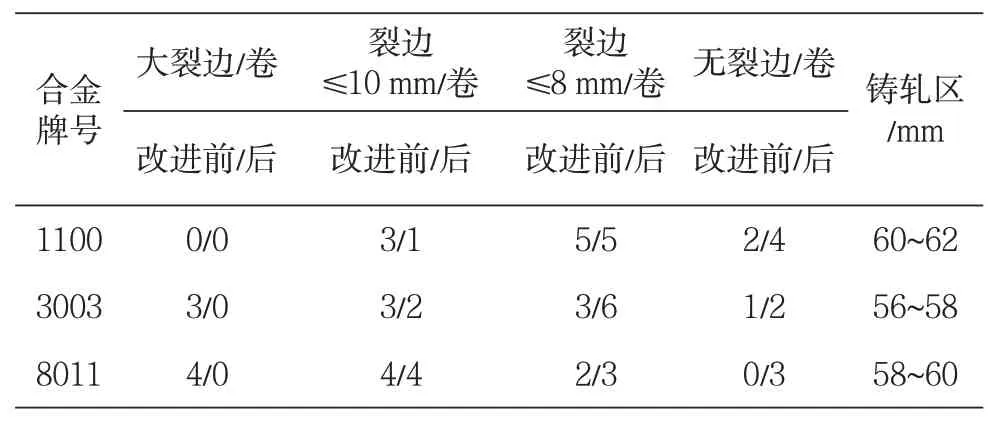
表1 耳子改进前后各系列铸轧卷出现裂边统计表

图5 摩擦力小的耳子
(4)制作铸嘴时,开口度宜小不宜大。
4 结束语
分析及试验结果表明,铸嘴对铸轧铝卷质量的影响非常明显。通过合理分配铸嘴分流块的位置及铸嘴上下嘴扇错开2~3cm的方法,可以减少铸轧铝卷晶粒不均的质量缺陷;通过改变耳子的制作形状,可以减少铸轧铝卷裂边缺陷。因此,在进行铸轧卷生产时,要合理制作铸嘴,防止或减少铸轧产品晶粒不均及裂边缺陷的出现。