国产钢领钢丝圈技术创新水平提升的思考
2021-11-11缪定蜀
缪定蜀
(苏州市纺织工程学会,江苏 苏州 215004)
国产圈形纺织器材正处在从仿制到自主研发的关键阶段。“仿”是引进先进技术,不断消化吸收的过程,不是单纯仿制外形尺寸,也不是进口了优等材质、同类型高精密加工及热处理设备就能超越对手;“仿”如果不能掌控核心技术,就会与国际先进产品加工技术的差距不断加大。笔者就如何提升国产钢领、钢丝圈产品质量进行分析。
1 国产钢领钢丝圈技术的发展
在半个多世纪的发展过程中,多数纺织企业选择器材以“低价”为标准,这些企业通过频繁更换数以万计的圈形器材生产普通的纯棉、混纺产品。进入21世纪后,赛络纺、集聚纺等新型纺纱技术在环锭纺纱机上推广运用,使得国外高端钢领、钢丝圈产品以高于国内产品十几倍的价格占据国内市场,业内同仁才逐渐认识到圈形器材虽小,其生产却涉及了军工、航天等材料加工与表面处理技术,逐渐达成共识,即从“仿”到“创”才可能实现质的飞跃,“创”不是单一的技术突破,而是需要高科技人才通过持续研发、掌握核心技术。之后,行业对器材与主机的同步发展越来越重视,加上新纤维、新纺纱品种的蓬勃发展,促使国产钢领、钢丝圈制造企业深入研究客户需求以及所纺纤维差异性,通过不断吸收国外同类产品的优点加以改进,研制出多款适应市场需求的创新产品,推动了圈形纺织器材快速发展。其中,以“猫牌”钢丝圈和“经纬”钢领最为瞩目。
2 钢丝圈线速度的界定与选择
2.1 配套锭速与钢领
从纺纱产质量角度看,纺纱线速度是满足钢丝圈稳定运行、减少断头、保证质量的关键指标。同锭速、不同直径钢领配套的钢丝圈线速度不同,具体见表1。
表1中数据表明,同锭速时,钢领直径越大,钢丝圈线速度就越高。而国产钢丝圈线速度多数约为38 m/s,甚少超过40 m/s,如果锭速超过17 kr/min,则选择器材时一定要慎重。用普通环锭纺纺纯棉29.2 tex~9.7 tex纱,常用钢领直径为42 mm,锭速为16 kr/min时,多数钢丝圈的线速度约为36 m/s。传统的OSS型圆截面钢丝圈,与钢领为点线接触,散热较差,线速度一般不能超过36 m/s,适合做某些档次较高、生产速度不高的产品;在加工长纤维原料以及单纤维强力较低的合成纤维产品时,OSS型钢丝圈纱线通道顺畅、对纱线磨损较小,有利于减少毛羽和棉结;而线速度为36 m/s的FO型钢丝圈则比较适宜纺粘胶纱。

表1 同锭速、不同直径钢领配套的钢丝圈线速度 单位:m/s
当锭速超过17 kr/min、钢丝圈线速度为38 m/s时,必须选用散热及耐磨性佳的钢丝圈,同时配套边宽较窄的钢领。如瓦楞型截面的W261型和W321型钢丝圈,配PG1/2型钢领有更好的适应性,可用于纺纯棉、涤棉等品种。国内用得最普遍的钢丝圈为6903型、722型、7201型、BR型、RSS型、9803型等,配套PG1型钢领,钢丝圈线速度可达38 m/s。钢丝圈线速度为38 m/s~40 m/s,基本已达到传统材质及工艺制造钢丝圈的极限线速度,而2.5W型、W321型、FU型和BU型钢丝圈,在控制好使用周期的情况下可以优先选用。
2.2 适应新型纺纱
过去,行业一直认为钢领、钢丝圈间摩擦为金属间的刚性摩擦,钢丝圈运行线速度被长期限制为30 m/s~36 m/s;目前采用新技术制造的新型钢领、钢丝圈,钢丝圈运行线速度可提高至40 m/s~50 m/s;而线速度超过40 m/s,可以认为已经突破传统认知的高速,能满足锭速为20 kr/min的生产需求。在高速条件下实现高品质、高效率,对器材的设计和品质要求远超过以前单一品种的要求;现代纺纱更加注重细节,如瑞士布雷克仅Saphir蓝宝石钢丝圈就有约30种不同形状与截面。钢丝圈虽小、责任重大,纺织企业在纺制特细号纱、功能性化纤纱、赛络纱、紧密纱和包芯纱时,必须有兼顾器材优选和工艺质量的专业技术人员。
2.3 正确表述型号
在实际生产中,强调根据不同质量指标,选择不同几何形状和截面的钢丝圈,以满足散热好、气圈张力平稳等纺纱要求。不少纺织企业在选择钢丝圈型号时,往往将圈形与截面形状混淆,有的仅表述截面代号或圈形代号,导致选用与预期有差距。其实,钢丝圈型号是圈形与截面的综合表征,如椭圆圈形+宽半圆形的钢丝圈型号为EL udr。圈形决定纱线通道大小,重点调整所纺纱线号数的粗细;截面影响磨损和散热,与所纺纤维及品种质量有关[1-2]。
2.4 合理选择圈型
国产高端钢丝圈圈形与国外知名品牌相通,通常有EL,EM,MM,UL,ES,SEL,HW,EW等。一般情况下,EM型适用粗号纱,MM型适用中号纱,EL型适用细号纱,ES/SEL型适用特细号纱;EL型和SEL型钢丝圈弓形低、纱线通道小、质心低,适用纺特细号纱、集聚纺或赛络纺纱;HW型和MM型属于中弓形,纱线通道适中,适用纺中细号纱;EM型弓形较高、纱线通道大、质心高,适用纺中粗号纱。
钢丝圈常见截面有f形、dr形、udr形、rf形4种,可根据工艺要求选择。f形为扁平形,最大优势是在纺纯棉精梳纱中将较长毛羽切断,成纱毛羽可减少15%;但线速度通常需控制在36 m/s以下,否则钢丝圈使用寿命会减半。dr(或hr)形为半圆形,加工短纤维品种高速运行时对纤维损伤小,最大优势是络筒时棉结少,适合化纤纱和混纺纱。udr形为宽半圆形,是市场上用得最多的截面形状,与钢领轨道接触面大,同等条件下压强小、散热好、磨损少,在赛络纺、集聚纺上广泛运用。rf形为圆平形,纱线通过处呈圆形可防止纤维磨损,其他地方则为平面可提高使用寿命,比较适合腈纶纱、包芯纱等特种纱线生产[3]。
EL fc型钢丝圈配PG1/2型钢领,线速度可达到40 m/s;EL gc型钢丝圈适合常规纯棉、涤棉、粘胶及混纺、腈纶等纱线品种,线速度最高为42 m/s。部分特殊纤维,如调温纤维、粘胶包芯纱,为了减少棉结,选择带定位功能的钢丝圈更好,如UM型、MM型等。在同等条件下,综合降低线速度、稳定纱线张力、减少断头、翻改品种、保证质量等方面,选用直径为40 mm的钢领性价比最佳。此外,按几何形状的选用原则,应结合钢领的性能特点配置相适应的钢丝圈型号。
3 高端产品需用户认可与评判
3.1 用户认可的三阶段
用户心目中的高端钢领与钢丝圈,是如何认知与肯定的呢?首先,纺织企业选用高端器材是基于纺制品质较高的产品出发的,对器材的技术要求较全面甚至是挑剔的。其次,纺织企业最终确定钢领、钢丝圈通常有3个阶段:第一阶段是调研市场,了解产品规格型号、性能、价位,重点听取其他企业的使用效果与评价;第二阶段是产品进厂及试纺,一般需通过小试→中试→小批量使用→全面推广使用→综合评价;第三阶段为考察阶段,即对纺纱质量稳定性进行长期跟踪,由生产技术部门安排定期检测产品使用寿命、断头与纱线质量,结合生产一线操作工意见以及客户质量指标最终确定。
3.2 技术评判
衡量钢领、钢丝圈性能的10个指标为启动性能、跑合性能、运转性能、锭子速度、磨损特性、使用寿命、断头率、耐磨性、锈蚀惰性和纱线质量稳定性。纱线质量稳定性是技术评判的关键;启动、跑合、运转3个性能加断头率指标,决定生产运行质量稳定性及生产现场挡车工接受度;锭速、使用寿命、磨损、耐磨、防锈等则是纺企衡量性价比的主要参考[4]。
虽然大部分纺织企业均未配备检测钢领、钢丝圈表面与其内在物理参数的相关仪器,但却有纺织器材制造企业所不具备的实践条件。当然纺织企业也缺乏系统专业的统计,无法将长时间积累的各种实践经验,如各种新型纺纱、难纺(初始模量大、摩擦因数大)纤维、苛刻温湿度环境下应用钢领与钢丝圈等的经验进行总结,导致未能获取大量数据从而进行间接鉴别与判断。
钢丝圈外形尺寸小、尺寸精度高,个体制造达标难度不大,但大批量、长时间使用对产品一致性的高要求,随着不同用户的具体生产状况差异难以形成一个统一的标准。目前,国产钢丝圈产品差异主要表现在批间质(重)量差异、圈形变形、开口不一、有细小毛刺等,致使生产高品质纱线的纺企,需安排专人对即将上车的钢丝圈逐只进行筛选,费时费力。江西某纺企在生产纯棉高档产品时,选用了某国际知名品牌钢丝圈,其最大优势是纺纱毛羽少,但仍在赛络集聚纺高速条件下出现挂花问题,每1000个钢丝圈中总有5~6个引起毛羽偏高,导致用户布面无法接受。这说明在高端、高速、新型纺纱条件下,才能显现钢丝圈质量是否过关;制造质量的个体差异与稳定性,仍然是国产钢丝圈的薄弱环节。
3.3 生产现场动态考验
鉴于目前国内纺织企业多使用老机型及改造车型,在纺细号、特细号纱或包芯纱、高档赛络纱或集聚纺纱、赛络集聚纺纱时,操作及管理较普通环锭纺繁杂[5]。当纤维强力较低、抵抗外部张力能力较弱时,容易断头;尤其当赛络纺双根纱喂入时,断头率比普通环锭纺高1倍以上。因此,在生产中考验钢领、钢丝圈,会经历短期、中期及远期多种繁杂的验证过程,包括跑合、提速、落纱、平揩车、改号、耐磨特性、使用寿命、季节交替适应性以及更换原料等系列验证。
3.3.1 走熟期
生产现场第1步即考验新钢领、新钢丝圈上车走熟期。好的钢领只要第1落纱选用轻一号钢丝圈,气圈张力就会平稳,且无明显断头增加。反之,若在数天磨合中,不断出现飞圈、挂花、断头等问题,就会使挡车工和管理人员产生品质不良的印象。
3.3.2 使用周期
生产现场第2步即考验使用周期。纺织企业为节约用工,普遍取消更换钢丝圈的专组,改为结合揩车统一更换,一般集聚纺纱的揩车周期约为10 d(控制钢丝圈挂花率不大于3%)。如果钢丝圈更换时间少于12 d,揩车排计划可能延时1 d~2 d,会造成断头增加与质量波动。赛络纺、集聚纺纱线由于自身毛羽少,进入到钢丝圈、钢领润滑区域的纤维明显少于常规环锭纺纱线,无法提供足够的纤维进行润滑,从而导致断头增加。
3.3.3 质量稳定性
生产现场第3步即质量稳定性至上。纺织企业最期待的就是钢领、钢丝圈出厂质量的一致性好,这点对“三品”要求而言更有现实意义。只有做到进厂钢领、钢丝圈检测个体差异小,生产稳定性才好,最终布面综合性评判指标才能最佳,客户才能真正接受。
3.3.4 使用对比
表2为国产某品牌钢丝圈与布雷克钢丝圈,赛络集聚纺CJ 14.8 tex纱的数据对比,其中,毛羽测试仪为YG172A型纱线毛羽测试仪。可以看出,使用该钢丝圈纺纱其毛羽指数、毛羽极差和CV值数据较佳,但使用过程中数据不稳定,这是国产钢丝圈普遍存在的问题。
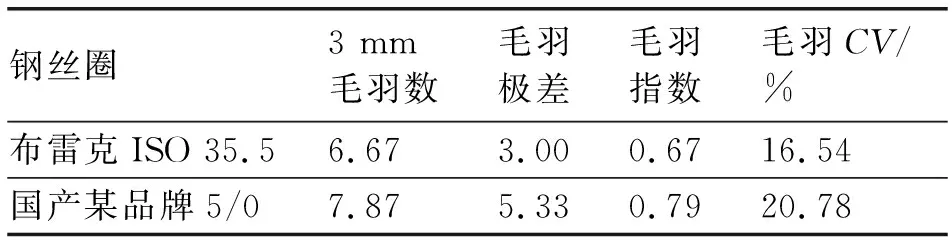
表2 不同钢丝圈纺赛络集聚纺CJ 14.8 tex纱毛羽指标对比
3.4 满足特殊指标要求
在特定生产条件下,如纺高特细号纱、赛络紧密纱、包芯纱等品种,包括非棉纤维如粘胶、莫代尔、莱赛尔、竹赛尔以及麻赛尔等纤维时,可作为验证高端钢领、钢丝圈品质的时机。以某企业赛络集聚纺CJ 14.8 tex纱为例,客户要求任何批次筒纱毛羽指数偏差不得超过5%,该厂经过一年中多次对国内外各种型号钢丝圈的优选,最终确定使用布雷克钢丝圈。尽管相比布雷克钢丝圈某些品牌的毛羽指数比较低、差异也小,但挂花多、断头高、个体差异大等因素影响了纱线的综合性指标,导致性价比降低。表3中,使用布雷克钢丝圈的筒纱3 mm毛羽指数偏差仅为2.31,小于客户要求的5,且3 mm毛羽根数最大差异仅为1根,同等条件吨纱附加值增加1000元~1500元。

表3 使用布雷克钢丝圈纺赛络集聚纺CJ 14.8 tex纱的管纱与筒纱毛羽对比
也许会有人问,毛羽有必要控制的这么少吗?答案是肯定的。这是因为,当毛羽少到一定程度时,纱线上的棉结、纱疵等数量也同步减少,这是该企业长期服务高端客户群所验证的。纺织器材技术攻克不能仅以纺超细号纱作为标准,更应该将满足用户实物要求的关键指标作为质量指标的目标。
4 与国外同类产品的差距
4.1 进口器材的性价比优势
与国际顶尖技术相比,国产器材水平正处于珠峰登顶的最后100 m阶段,需要努力的不仅是使参数指标更高。国产高端产品有些外观尺寸精度甚至超过国外产品,如钢领的圆度、平行度已达到不大于0.005 mm,表面处理与涂层技术的细晶粒直径小于30 μm,满足表面粗糙度Ra值不大于0.1 μm的要求,硬度甚至超过1500 HV0.2;部分钢丝圈品种走熟期为1 h~2 h,1000只称重差异小于±1%,在集聚纺锭速最高达20 kr/min时,部分品种使用寿命为12 d~15 d。但纺织企业在加工某些高端产品如纺差异化品种时,为确保质量达标,综合考虑产品附加值和性价比后,仍选择进口钢丝圈。这是因为生产高附加值产品时钢丝圈的吨纱成本仅占综合成本的0.3%左右,再经考虑减轻换钢丝圈工作强度和减少用工,综合性价比后还是选择了进口钢丝圈。
产品质量可以通过市场竞争提升,但纺织器材制造企业如果对纺纱现场器材的使用效果及质量情况了解的比较粗浅,特别是钢丝圈运行张力、飞圈热摩擦温升、工作面磨损等指标多是凭经验定性分析,加之环锭纺大小纱张力差异的特殊性,凭经验推荐给用户的钢丝圈型号如达不到对方质量指标要求,则最终用户对产品的评价不理想。
4.2 国外设计理念与应对战略值得学习
国产器材尽管进步巨大,但仍需保持冷静,继续借鉴国外先进经验。布雷克和德国雷纳福斯特(R+F)公司的高端产品,在国内部分纺织企业生产高品质纱线时口碑良好,这是长时间考验形成的。德国制造体现在:追求价值,不追求价格;追求细节,不追求外在;追求口碑,不追求广告;追求质量,不追求速度。布雷克泰腾(TITAN)钢领在国内使用普遍,寿命达10 a以上,认可度较高。R+F钢丝圈的应对战略是:适应不同纤维纺纱、灵活宽广的号数范围以及灵活的圈形设计;具有7个特殊涂层系列的钢丝圈涵盖各种圈形;Superspeed钢丝圈适用于各种不易纺制的纤维,纺差别化纤维使用寿命长、抗锈蚀性强,且与各种钢领的适用性强。
要注意的是,在纺高端集聚纺纯棉品种时,国外钢丝圈性能也有差异,需配套高质量清洁器才能充分发挥其效果。虽然布雷克钢丝圈使用寿命长、不易挂花、断头少,R+F钢丝圈毛羽值总体更好,但二者产品配普通清洁器也容易挂花,必须采用锯齿式清洁器,才能解决因挂花时间、散热效果不一致而导致衰退时间有差异的问题。清洁器冲齿若造成反面毛刺,挂花会更严重。推荐HY-1433型刀片式锯齿清洁器,有较好防挂花、防缠绕的效果,有利于棉结和毛羽的控制。
4.3 顶尖技术值得深思
R+F公司是具有75年专业制造钢领、钢丝圈历史的专业工厂,在高质量、可靠性、多功能及有效解决问题方面,有许多值得国内纺织器材制造企业借鉴的经验。如:具有陶瓷表面结构的CERA-NIT®型钢领,其高硬度、纳米级低摩擦均质层的跑合期最多更换6个钢丝圈;几乎无摩擦涂层的CERA-DUR型钢领,采用碳化硼在800 ℃高温下敲打1 h形成低摩擦硼酸结晶体,通过分散度、硬质原料的粒度及涂层之间的优化调节,在满足质量前提下,配套DIA-DUR®型钢丝圈,其硬度达到1100 HV0.2,且摩擦因数极小,能适应集聚纺20 kr/min以上的高速,寿命达1000 h(41 d),传统环锭纺纺纱寿命可达140 d,且能实现最少的断头。要达到这种使用极限,其基础理论研究一定要走在前面;纺同品种纱,布雷克蓝宝石钢丝圈使用周期为15 d~20 d,而国产同型号钢丝圈通常为12 d~15 d。
把产品质量做到极致,那么价格肯定高,销售有市场吗?一家纺织企业生产某品种包芯纱,试用了不少国产钢领、钢丝圈,不到5 d就频繁出现因摩擦生热熔断氨纶丝问题,咨询某国外钢领产品可以满足要求,使用周期可延长至7 d,但价格为75元/只,约为国产价格的10倍;还有超过100元/只的钢领,均超出了国人的心理承受价格,但其纺某些高附加值、特殊品种、特殊质量要求的品种性价比高于国产钢领。所以,拥有核心技术才能在关键比对中征服用户,期待国产器材在达到国外同等质量水平的同时,将价格降至普通企业用得起的水平。
5 纺织器材制造企业创新思考
5.1 找准关键技术突破口
产品的设计、制造要紧贴市场需求,要有令人信服的实用指标。以钢丝圈为例,除了表面光滑致密,具有优良的耐磨性、自润滑性及抗腐蚀性等基本要求外,突破口在于:① 单只质量一致性好,控制其质量偏差为±1%,纺纱质量完好率控制小于±0.5%;② 纺纱气圈一致性好,基本无走熟期(仅1~2个班的速度或者质量调整);③ 满足赛络集聚纺等新型纺纱技术纺高品质纱的质量要求,使用寿命确保在15 d以上(与国际品牌同等条件下)。
5.2 在产品设计与制造过程中创新
5.2.1 沉入纺织企业,倾听诉求
对不同纤维、不同品种特性进行攻关,必须沉入用户企业倾听一线意见。以典型环锭纺设备纺纱短动程升降规律为出发点(上升慢、下降快的张力变化,小纱张力大于大纱张力变化):分析不同机型始纺位置与落纱位置,使用不同钢丝圈、不同纤维张力对纱线不同阶段主要质量指标的影响(毛羽及毛羽CV值、棉结);了解钢丝圈在不同锭速的极限寿命;掌握圈形、规格参数在不同温湿度、纺纱速度、适应纤维类型及号数等情况下,钢丝圈的温升、抗热效能、磨损(粘着磨损、腐蚀磨损、磨料磨损、热疲劳磨损等机理);对钢领的细微焊结、飞圈、挂花、断头,纱线张力、长期运行状态等的影响,以及其对纱线棉结、棉粒、毛羽等指标的影响;探究超过20 kr/min高速时,在纺不同纤维、不同纺纱形式下如何减少断头、飞圈与磨损,同时找寻张力与质量稳定的规律。总之,只有真正掌握第一手资料,并以此为基础改进设计方案,才能提升产品质量。
5.2.2 对接重点试验,做好跟踪
到纺织企业做好如何赶超国际先进水平的准备,进行产品与市场(厂家、品种、人员)精准对接。通过对接重点试验品种、跟踪数月(钢丝圈)及数年(钢领),全面系统地了解纺纱全过程中钢丝圈对毛羽、棉结、纱疵等的影响程度及规律。一个成熟产品,可能需要几十次甚至上百次试验论证。钢丝圈使用周期是用户争议最大的指标,国外根据数学计算和试验观察,发现在钢丝圈更换周期和钢领使用寿命之间存在非常大的关联性,而高端国产钢丝圈在某些情况甚至无法保证12 d的使用寿命,足见探寻规律的重要性。钢丝圈周期不精准,将直接影响成纱毛羽和后道质量。纱线毛羽在织造中造成的棉结,也会影响染色布的外观,严重时出现色差横档;长而密的毛羽,会导致针织圆机针通道形成棉球、棉结,影响布面质量。所以,了解纺纱品种与钢丝圈使用要求、使用周期非常重要。
钢丝圈与不同性能纤维进行高速加捻、卷绕,其中的摩擦程度与张力波动各不相同。在国内,约有一半的纺织企业生产差别化及纤维素纤维,既有手感柔软、初始模量低、强力低的纤维,又有手感硬挺、高强、高模量、弹性大易产生静电的纤维,所以钢丝圈技术攻关是一项系统工程,需要进行长期探索。
5.2.3 对接纱线品种,优化整合
钢领、钢丝圈配套对接用户纱线品种,目前多是提供大致范围,难于达到预期效果,这是由于国内中小纺织企业技术水准普遍不高导致的。如果器材制造企业能深入用户,摸清钢领、钢丝圈配套与纺纱原料、工艺、质量、环境、管理等方面相关规律,进行有针对性指导,对提升用户生产效率和质量水平具有深远的社会效应。随着5G技术、云计算、云平台等的推广应用,未来器材制造企业有条件将“千家万户”成熟用户的使用经验、各类参数,进行优化整合形成大数据,并进行反馈,这是非常值得期待的,也是纺纱智能机器人AI的雏形与未来方向。
5.3 为颠覆性核心技术做储备
2019年欧洲巴塞罗那国际纺机展,纺纱技术有3项突破:一是细纱锭速达到40 kr/min,35 kr/min能够正常运行(而国内囿于25 kr/min);二是打破200多年来环锭纺采用钢丝圈纺纱的惯例,运用无钢丝圈纺纱技术;三是通过细纱自动接头的智能机器人进行接头。据称,锭速突破技术是基于超导磁轴承的应用,实现钢丝圈与钢领几乎无摩擦运行,纺普通纱线的锭速达到36.5 kr/min,质量与环锭纺一致。这些,都使笔者感到我国纺纱技术在尖端领域与国外差距被拉大。未来,器材制造企业、高校以及科研机构应协同作战,瞄准世界最前沿技术,学习华为战略眼光,感召世界最尖端人才,从基础理念下功夫,与生产实践相结合,化繁为简,打造自主核心技术,力求拿出更多原创性、颠覆性产品。
6 结语
高端纺织器材产品要获得好口碑,制造企业需瞄准国际顶级品牌商的关键技术,并下沉到用户企业,通过科学方案、利用科学仪器,有针对性进行系统研究,在个体差异、稳定性和寿命方面进一步突破。同时,根据国内纺织企业大量生产非棉纤维及差别化纤维的现状,将钢领、钢丝圈的配套使用更加细化和序列化,从而更好指导用户生产,满足其用较少投资实现高效、个性化、定制化的需求。
