先控系统在尿素装置中的应用
2021-11-10杨鹏,高俊
杨 鹏,高 俊
(湖北三宁化工股份有限公司, 湖北枝江 443200)
湖北三宁化工股份有限公司尿素装置采用荷兰斯塔米卡邦CO2汽提法工艺,于2008年11月投产,日产1 400 t。2014年6月,改造合成塔并增加了中压系统后,日产可达1 710 t。
1 存在的问题
该尿素装置中共有调节阀80台,其中原有手动调节23台、自动调节57台,自动调节有效投用率约为93%。仍有较多重要指标需要人为干预调节,对操作人员业务技能要求较高,且劳动强度较大。整个尿素生产系统工艺复杂,温度、液位调节点多,且影响工艺稳定因素较多。在正常生产时,各班生产状况相差较大且消耗波动大,因此需要优化控制系统,减少因人为干预导致的工艺波动,确保生产稳定。
2 改造方案
质量控制小组分析工艺波动原因,对生产装置进行全流程智能控制改造,增设先控系统。
2.1 回路自调
改造前,操作人员日常操作如下:
(1) 中甲冷液位槽差压液位(LI5103A)与1#、4#、5#甲铵泵变频组成回路。
(2) 合成塔液位(LR2201)与合成塔进中压分解塔阀(HIC5101)组成回路。
(3) 汽提塔液位(LI24080806)与汽提塔进中压分解塔阀(HIC5102)组成回路。
(4) 液氨泵出口总管压力(PI2123)自调。
针对日常操作中的各关联点实施智能建模,设计出智能控制器参数[1-2],实现回路自调。
2.2 高甲冷出液管温度自调及氨碳比控制
高甲冷出液管温度(TR2216)与液氨泵变频设计为闭环控制回路,并对TR2216与液氨泵变频等参数实施智能建模,设计出智能控制器参数。调试并实施新增的控制回路,实现TR2216自动调节。液氨泵一共有4台,将3#液氨泵变频(BPC244105)或4#液氨泵变频(BPC244106)与温度进行关联,1#、2#液氨泵变频固定。
另外,生产工况为提降CO2负荷时,为实现氨碳比自动调节,设计了提降负荷与正常负荷的切换控制方案。同时,设计了CO2负荷与液氨流量的比值控制方案,液氨流量利用3#、4#液氨泵变频,可按预先设定的氨碳比,通过开关切换实现自动控制。当生产工况为CO2负荷时,开关切换到TR2216控制,温度控制器直接控制3#、4#液氨泵变频。
2.3 循环液位及闪蒸尿液槽液位串级控制
循环液位槽差压液位(LI2302A)与中压甲铵泵出口流量(LIC5301)串级控制,实现LI2302A自动调节。闪蒸尿液槽液位(LI2302)与进一段蒸发器尿液流量(FPIC2401)串级控制,实现LI2302自动调节。
在系统操作中增加了串级投切按钮,操作人员可以根据实际情况进行切换。选择“液位”时,即可投用液位流量串级控制;选择“流量”时,即可切换到流量单回路控制,串级回路切除。
2.4 二段蒸发器出液管温度控制
根据操作人员的日常操作形成专家经验,针对二段蒸发器出液管温度(TIC2402)设计,新增温度控制器,与原压力控制器切换,并由电脑调节副线阀的操作[3]。操作人员只需输入温度安全限值,当温度低于限值时,副线阀门快速打开,快速提升温度;当温度高于限值时,副线阀门快速关闭。另外对温度对象实施智能建模,设计出智能控制器参数,对新增控制回路进行调试并实施,在多种工况下实现TIC2402自动调节。
2.5 一段蒸发器进口尿液流量与喷头变频多区域折线函数控制
根据操作人员日常操作形成专家经验,针对FIC2401变化,设计喷头变频(AI24020605)的自动调节控制方案。依据FIC2401变化对应AI24020605参数的关系(见表1),设计控制系统,可按蒸发量自动调节蒸发喷头转速。
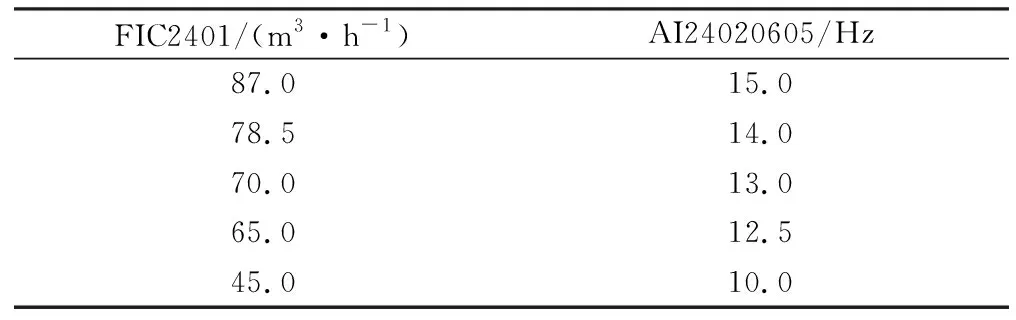
表1 FIC2401与AI24020605关系表
2.6 CO2负荷变化多参数多区域折线函数控制方案
根据操作人员日常操作形成专家经验[4],针对CO2负荷变化时,设计多参数智能控制系统。CO2负荷变化对应高压气包压力(PPIC_2904)、低压蒸汽压力(PPIC_2902)、合成塔出液阀开度(HPIC_2201)、汽提塔出液阀开度(LPIC_2202)。各参数的关系见表2。
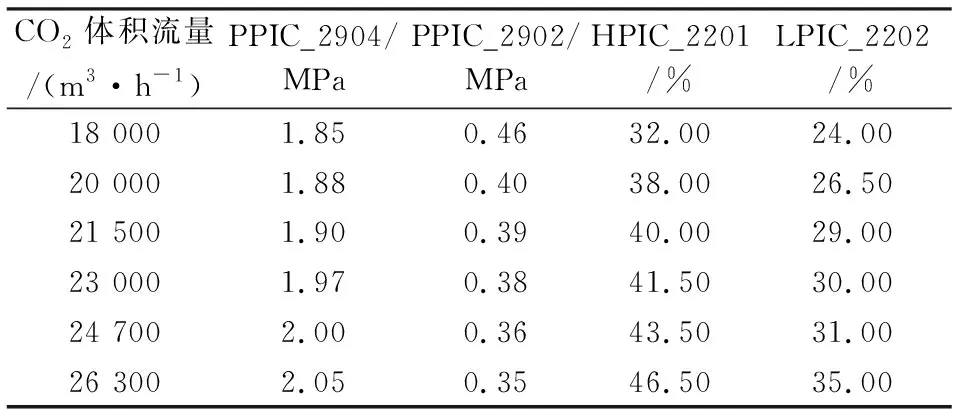
表2 CO2负荷与各参数的关系表
在操作系统中增加了投用多区域折线函数控制方案的切换按钮。在弹出操作面板中选择“线性”,即可投用该参数对应的多区域折线函数控制。对于PPIC_2904和PPIC_2902操作面板,投用线性后,输出值为压力控制器的设定值;对于HPIC_2201和LPIC_2202操作面板,输出值为阀门开度。
对于PPIC_2904和PPIC_2902操作面板,选择“压力”,即可切换到原压力单回路控制;对于HPIC_2201和LPIC_2202操作面板,选择“手动”,可切换到原手动调节状态。
点击操作面板的“线性参数”,弹出线性参数设定表(见图1),可设定各参数对应的区域折线函数关系。该表更改需管理员权限,一般不用修改。

图1 线性参数设定表
3 改造效果
通过投入线性控制,尿素加减负荷已基本实现自动化操作。尿素蒸发系统可实现无人操作。
优化先控系统后,观察运行180 d,重点考核项目见表3。
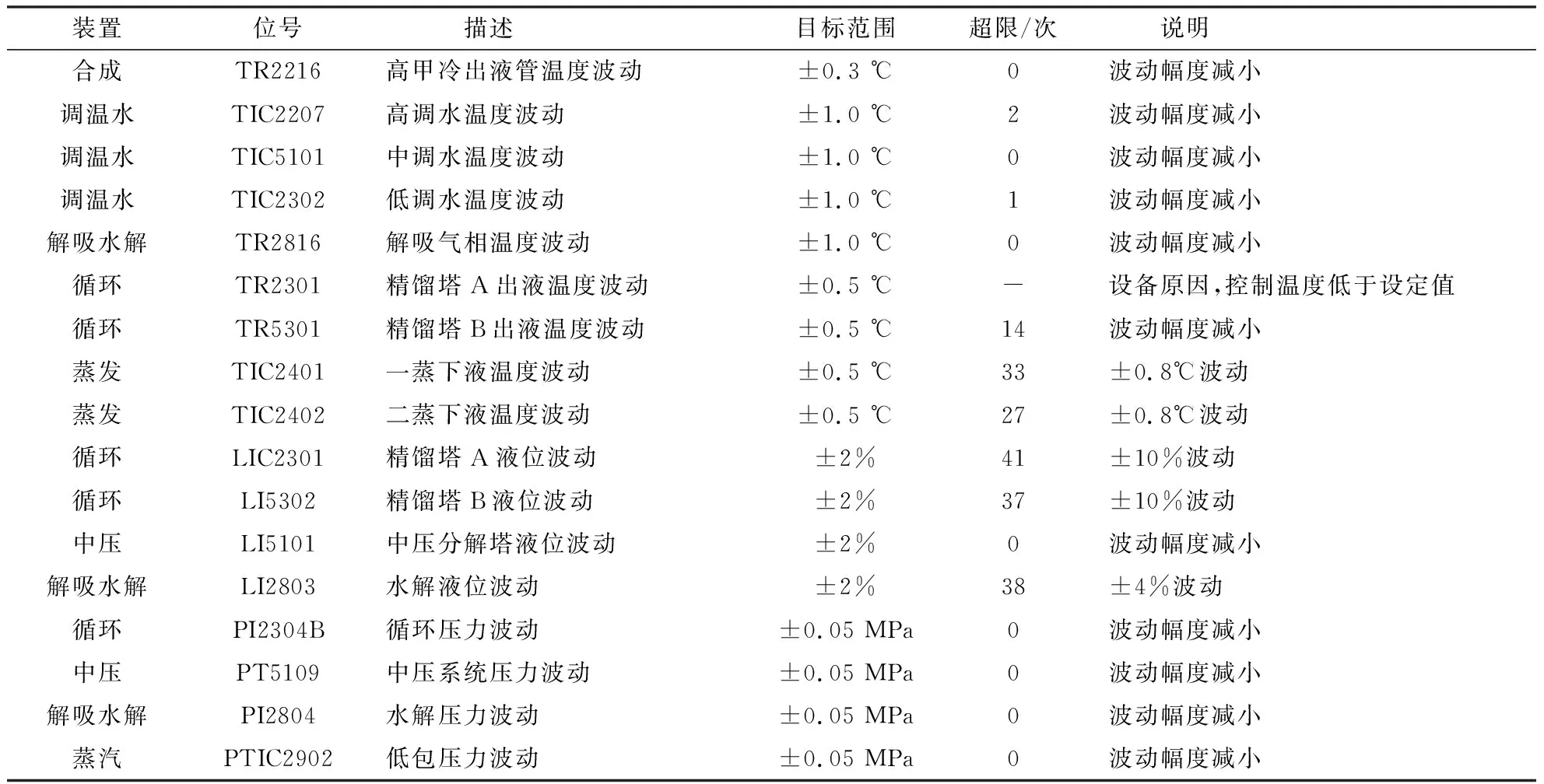
表3 尿素车间先控量化目标情况
由表3可见:先控系统达到了预期效果,系统波动明显减少,操作频率下降90%。
4 结语
经改造后,现有尿素装置共计80台调节阀,其中自动调节阀投用79台,有效投用率为98.8%,比改造前提升5.8%。尿素先控系统投用近1 a后,减轻了操作人员的劳动强度,系统运行也更加稳定。