技术引进法国高速道岔主要病害及整治措施
2021-11-10袁宝军
袁宝军
(中铁宝桥集团有限公司,陕西 宝鸡 721006)
1 概述
自2007年起,技术引进法国Vossloh Cogifer公司[1]生产的60 kg/m钢轨18号、41号共计5个型号的高速铁路道岔(以下简称“技术引进系列高速道岔”)先后在合宁、合武及郑西线上道运营。技术引进系列高速道岔在结构设计方面取消了转辙器跟端传力结构设计,采用无缝道岔焊接技术及辙叉跟端弹性套传力结构,有效控制进入道岔的温度力;辙叉采用高锰钢整铸翼轨,保证了可动心轨辙叉的稳定性;采用的SKL扣件(有砟道岔)及300W扣件(无砟道岔)系统、球墨铸铁整体垫板、哈克螺栓连接拼装式心轨等技术提高了道岔整体稳定性;采用一机多点、多机多点电务转换方式,尖轨VCC、心轨VPM锁闭检测系统,Paulve密贴检查器和结构等多项新技术,提高了道岔可靠性和稳定性。
技术引进高速道岔研制、生产过程中,对企业制造系统进行了技术改造,引进了关键零部件的认证体制、质量控制体系和系统集成技术,通过对关键工艺进行重点攻关,实现了轨件、垫板件等主要零部件的国产化[2]。随着合宁、合武及郑西线10多年的运营验证,该系列高速道岔满足了高速铁路道岔运营要求,具有稳定性好、养护维修工作量小等优点,但随着运营时间的增加,也陆续出现一些病害。
2 道岔区晃车
合宁线60-18号有砟道岔运营初期,尖轨刨切起点附近存在光带突变(如图1所示)及局部不平顺引起的晃车现象。

2.1 原因分析
1)尖轨降低值不合理,刨切起点处存在局部不平顺。
2)尖轨、心轨跟端、叉跟尖轨等机加工在客专道岔研制初期仍采用刨切工艺,轨顶面轮廓尺寸精度不易保证,圆弧过渡欠圆顺。
2.2 整治措施
1)对通过速度较高的直向尖轨全部更换,侧向尖轨现场采用打磨车进行平顺性打磨,消除轨顶面局部不平顺,打磨后,钢轨顶面光带变化均匀。
2)优化改进工艺,对尖轨、心轨轨顶面全部采用成型刀具进行通长数控铣削加工,经后期运营实践,消除了原“数控加工+刨床加工”工艺造成的轨顶面接刀不平顺性,保证了轨头轮廓尺寸精度和轨件表面光洁度。
3)制作专用的轨顶帽型样板,控制加工后轨顶帽型精度;同时提高尖轨锻压段轨顶面、工作边直线度的检测要求。
3 长心轨光带不均匀
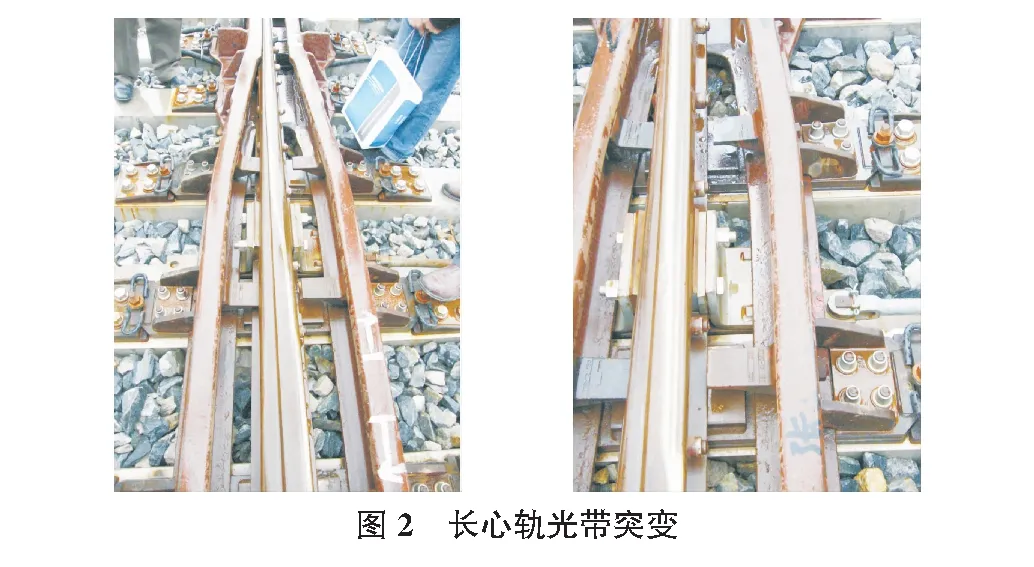
合武线道岔试运行期间,长心轨上出现光带不均匀现象(如图2所示),动检车检测数据显示在机车通过长心轨时,出现晃车现象,水平加速度为0.14g,超出了标准要求,影响到旅客的舒适度。
3.1 原因分析
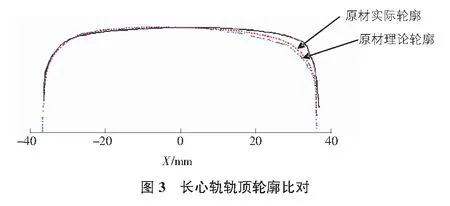
1)长心轨原材局部不平顺。受客专高速道岔研制初期工艺水平制约,制造长心轨的60D40钢轨原材料轮廓面不规范(如图3所示),轨顶R300圆弧及1∶40斜未实现,使得R13圆弧突出,致使车轮踏面外移。光带靠近R13圆弧充分反映了此原因。
2)高速道岔研制初期,长心轨加工制造时,未采取原材缺陷修复工艺,长心轨加工范围为尖端到轨头刨切起点位置,长心轨轨头刨切起点位置的机加工轮廓与60D40钢轨实际轮廓差异引起衔接的不平顺,致使长心轨该部位的光带突然扭转。
3)道床捣固不实,道岔基础不稳定,使得道岔几何形位发生位移,使得光带不均匀。
4)长心轨跟端焊后打磨不够,焊接前后轨顶帽型不符合标准,使得光带不均匀。
3.2 整治措施
1)对已经上道的、出现光带扭转的长心轨,采用专业打磨设备,对长心轨轨顶面从轨头刨切起点到焊缝后进行通长打磨。2)长心轨制造采用轨顶面通长加工工艺,以消除60D40钢轨原材R13圆弧突出的原材缺陷,确保在轨头刨切起点位置轨顶面的竖向平顺性,彻底消除光带不均匀现象和晃车超标问题。3)制作专用的轨顶帽型样板,控制加工后轨顶帽型精度;同时,提高锻压段轨顶面、工作边直线度的检测要求。
4 岔枕螺栓孔裂纹
2008年6月,合宁线开通运营不久,技术引进的60-18号有砟道岔陆续出现部分岔枕螺钉孔边缘裂纹现象。裂纹主要出现在转换设备托板与岔枕连接的螺栓孔、滑床板挡座的螺钉孔、转换设备托板和滑床板挡座的螺钉孔处,均为沿岔枕的纵向裂纹,部分裂纹在安装托板的螺栓孔与滑床板挡座螺栓孔间贯通(如图4,图5所示)。


4.1 原因分析
1)岔枕结构设计与国内提速道岔相比,在岔枕内部结构方面减少了箍筋和螺旋筋,另外,岔枕孔距较小、密集的孔群给制造质量的保证增加了难度。2)道岔铺设时,螺栓扭矩过小,托板与岔枕等联结件之间的摩擦力不足,联结零件产生位移,导致螺栓受剪,从而给孔边缘施加了不当的外力。3)当车轮的横向力传递到滑床板,或者转换系统存在较大的转换阻力并且叠加列车通过的动载荷时,如果挡块或托架与岔枕之间的摩擦力不够,会导致其产生位移,使螺栓受剪而作用于孔边。同时,当转换设备的安装托架悬空时,列车通过时会有较大的振动力,使孔边受到反复的作用。
4.2 整治措施
1)更换裂纹严重,影响螺钉紧固状态的岔枕。2)优化连接结构设计,增加托板与岔枕联结的摩擦扭矩,将塑料垫片更换为摩擦系数较大的塑料垫片。3)优化岔枕结构设计,调整设计孔距尺寸,在套管处增设螺旋筋,增加箍筋数量,改进岔枕制造工艺。4)完善铺设施工和维修养护要求技术规范并严格执行,重点控制岔枕螺栓扭矩、安装方法,避免螺栓孔内脏污和掉入沙石等。
5 转换托板与岔枕联结处发生位移
2008年6月,合宁线正线道岔在尖轨转换时,拐肘托板与岔枕联结部位托板发生相对位移(如图6所示),最大位移量达25 mm,导致尖轨不能按设计标准转换到位,信号不能正常显示。在其他牵引点处,也存在着一定的相对位移,转换系统不能按正常状态工作。

5.1 原因分析
1)出现托板转动位移的岔枕,其枕端转换设备采用导管拐肘托板,单挂式联结结构采用单枕单挂联结,托板由4根螺栓平行方式锚固,托板不设下开口钢板,横向抗弯刚度较低,安全余量不足,尖轨转换时,易形成杠杆作用,使锚固螺栓对岔枕产生横向拉力,拐肘托板位移。2)托板与岔枕联结部位因紧固螺栓扭矩不够等原因导致摩擦扭矩较小,不能克服导管支座传递的沿导管方向的外力。3)转换阻力(道岔铺设状态及转换系统调整不到位,导致转换阻力增大)及沿导管的动载荷叠加的外力过大。
5.2 整治措施
1)对现场道岔研究和试验加固方案,克服托板扭转,保证道岔良好的转换和锁闭。
2)对转换设备导管拐肘托板与岔枕联结结构刚度、强度、稳定性及联结结构方式等方面进行设计优化,由单枕单挂改为双枕双挂(如图7,图8所示)。改进后的结构经多年运营证明,满足运营要求,能保证道岔性能。

6 铸造滑床板断裂
合宁、合武线用技术引进60-18号有砟道岔出现滑床台板断裂(如图9所示),主要分布在序号10号~27号岔枕范围内。

6.1 原因分析
1)滑床板断裂范围内处于轮载过渡区,钢轨所承受的横向力较大,导致基本轨外翻,加之垫板两端岔枕螺栓安装、维修时,往往出现扭矩过大、板下胶垫过压现象,造成滑床台板向上弯曲,使滑床台板上表面受力较大,当超过其屈服强度时,出现裂纹,一旦出现裂纹,在列车荷载作用下,很快就发生断裂。2)岔枕连接设备较多,不适合机械捣固,道床捣固质量不良。
6.2 整治措施
1)对垫板结构进行加强设计,加宽、加厚垫板,同时设置防过压限位凸台。2)加大板下垫层刚度,减小荷载作用下垫板变形量。3)提高和稳定铸造垫板制造工艺。4)加强道砟捣固。
7 长心轨连接螺栓断裂
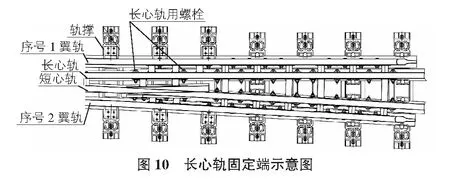
郑西线技术引进60 kg/m钢轨18号无砟高速单开道岔可动心轨辙叉长心轨固定端与间隔铁联接螺栓先后出现断裂。由于可动心辙叉为厂内组装,翼轨轨撑采用的哈克螺栓、间隔铁孔内安装的弹性钢套等均需要采用专用工具拆解,且断裂部位长心轨两侧空间狭小,折断的螺栓现场取出及更换难度大(如图10所示)。
7.1 原因分析
1)通过对螺栓断裂部位及取样分析,发现螺栓断裂属于疲劳断裂。2)从整个辙叉区域受力分析,螺栓受力处于受剪状态,受力状态差,随着运营时间的加长,导致疲劳断裂。3)螺栓质量不高,强度、热处理工艺等不达标。
7.2 整治措施
1)采用手持设备,现场在翼轨轨腰钻制工艺孔,更换新螺栓。2)加强高强螺栓副的质量控制。
8 防跳铁脱焊
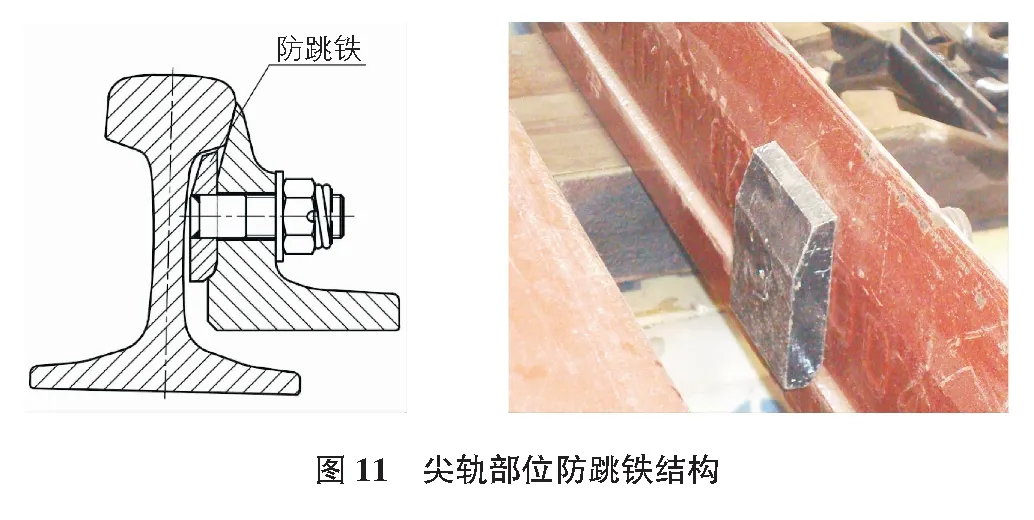
郑西线技术引进系列高速单开道岔尖轨部位采用防跳铁的由防跳部分焊接螺柱后,与尖轨连接,在尖、基轨密贴状态下,防止其在列车通过时不出现较大幅度跳动(如图11所示)。随着运营时间的增长,在列车震动下,出现个别防跳铁焊缝脱焊,防跳铁脱落,引起转换卡阻。
8.1 原因分析
1)焊缝强度不足。2)焊接工艺及结构设计考虑不足。
8.2 整治措施
1)优化防跳铁结构(见图12)。2)用改进后的结构更换在线使用的防跳铁。

9 结语
技术引进系列高速道岔的研制,及时满足了我国高速铁路建设的需要,文中所述病害涉及加工制造及结构设计,也与日常养护维修有一定的关系。近几年,随着高速道岔用钢轨等原材料制造水平的不断提高,加工制造工艺的不断优化改进以及制造企业、使用单位对高速道岔理念的日益深化,诸如晃车、光带不均匀、岔枕螺栓孔裂纹、托板转动等问题已得到有效解决;但随着运营时间不断增加,道岔病害不可避免,种类和表现形式会不断增多,除工务部门继续加大对道岔的观测和进行病害整治研究外,设计单位需针对道岔结构特点,制定关键部位病害整治应急预案,确保高速铁路安全、可靠,正常运营[3-4]。
