涡轮增压器精密零件自动装配研究
2021-11-03庄力寅,徐宝富
庄力寅,徐宝富

摘 要:作为节能减排的有效手段,涡轮增压技术对于现代工业和环境体系的影响越来越广泛,其生产制造技术也越来越被人们所关注。从精度和结构特点来看,涡轮增压器核心精密零件的自动装配存在一定难度。本文通过剖析增压器内部结构,说明装配难点存在位置,并对涡轮增压器各精密零件自动装配设计原理及实现过程加以阐述、说明。同时从静态验证和动态验证两个方面验证核心涡轮增压器核心精密零件自动装配的可行性。
关键词:自动装配设计;涡轮增压器;精密零件;质量评估
中图分类号:U461 文献标识码:A 文章编号:1005-2550(2021)05-0106-05
Study on Automatic Assembly of Turbocharger Precision Components
ZHUANG Li-yin, XU Bao-fu
(School of Mechanical Engineering, Tongji University, Shanghai 200092, China)
Abstract: As an effective means of energy saving and emission reduction, turbo technologys influence for modern industry and environment system is wider. Its manufacturing technology is getting more and more attention from people. In terms of precision and structure, it is difficult to assemble the core precision parts of turbocharger automatically. By analyzing the internal structure of turbocharger, this paper explains the difficulties of assembly process and describes the design principle and realization process of automatic assembly of turbochargers precision parts. The feasibility of automatic assembly of core precision parts of the core turbocharger is verified from two aspects of static verification and dynamic verification.
1 导言
1975年,涡轮增压器在保时捷上首次应用,并在之后的数十年中被各主机应用于各小型车辆中。在卡车领域、农用机械领域,其应用也越来越广泛[1]。
涡轮增压的兴起与日趋严苛的环保法规有直接的关系。目前汽车企业所采用的传统节能减排技术主要包括轻量化、涡轮增压、缸内直喷、启停系统等。从目前来看,涡轮增压技术是最为有效的技术之一。从图1中可以很直观的看到其优势。
涡轮增压器利用发动机排出的废气来驱动涡轮,并不消耗发动机本身的输出功率[3],其弥补了自然吸气式发动机的先天不足,使发动机在不改变排气量的情况下可以提高输出功率30%以上[2]。
涡轮增压器高速发展,可以说机遇与挑战并存,如何提升涡轮增压器的性能、确保其一致性、延长其寿命是我们不得不研究的課题。涡轮增压器连接到发动机的排气歧管[4],排出的废气推动涡轮,其工作转速高达十几万,甚至二十几万转,同时涡端的工作温度在1000度左右[5]。这无疑对涡轮增压器核心转子带来巨大的考验。这里所说的核心转子即是我们此次所研究的对象,即涡轮部件、浮动轴承、隔套、活塞环、轴封等。在这些精密零件高速旋转时,自发动机主油道来的机油充满轴承与涡轮轴之间的间隙及轴承与壳体之间的间隙,使轴承在内外层油膜间随涡轮轴同向旋转,随后经回油管回到油底壳[6]。
2 增压器精密零件自动装配设计
2.1 轴封、活塞环自动压装设计
从图2中我们可以看到两个活塞环与轴封的装配关系。主要难点还是在于活塞环的内径比轴封的外径小,要将活塞环装入必须使用特制的工装,要将活塞环外撑之后压入轴封的槽内。同时此结构又是双环结构,所以涉及到两种不同内部高度的装配导向套。
图3中两种类型装配导向套分别对应轴封的上层活塞环槽与下层活塞环槽。
装配活塞环的压装过程如图4所示。压装机构沿装配导向套向下移动,通过装配导向套与限位机构配合,将活塞环准确装入轴封的活塞环槽中。
轴封和活塞环的自动装配过程涉及轴封送料、转运,活塞环送料、转运,上下两层活塞环的压装以及装配导向套的自动放置等动作,具体流程如下图所示:
下图展示了活塞环与轴封装配主体机构及配套机构,包括轴封送料机构及转运机构,活塞环送料机构,活塞环压装机构等。
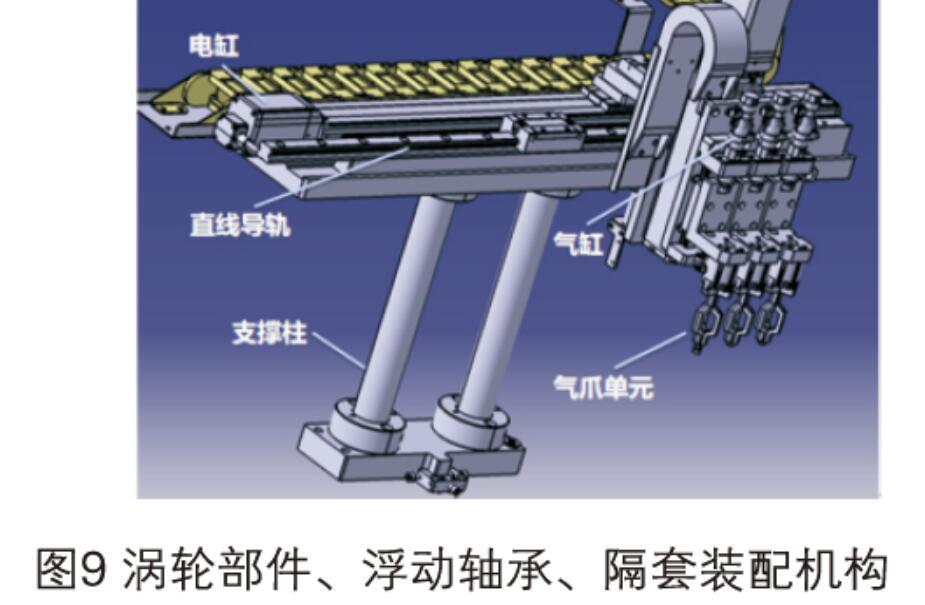
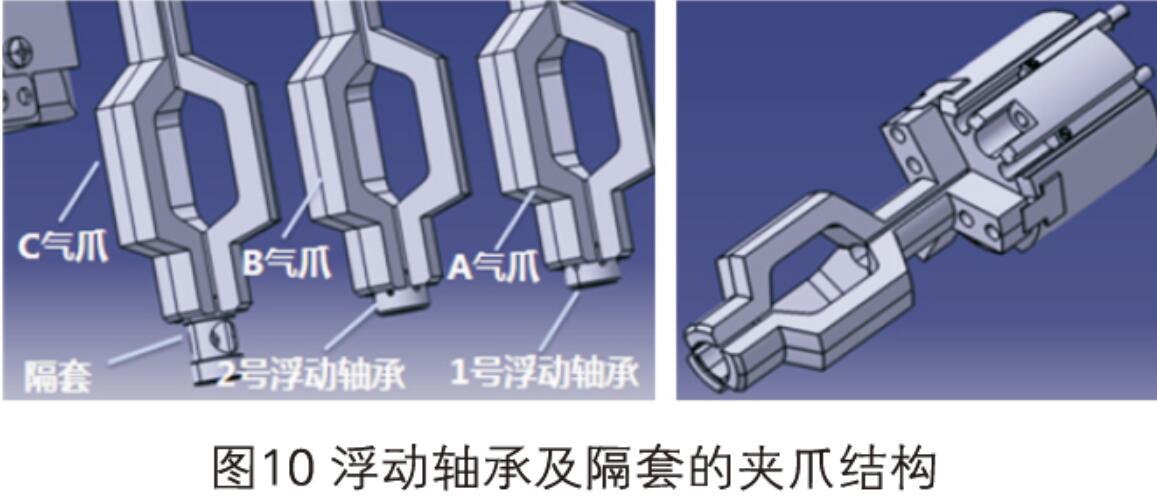
2.2 涡轮部件、浮动轴承、隔套自动装配设计
涡轮部件、浮动轴承、隔套自动装配的难点还是在于装配精准度的控制,浮动轴承和涡轮轴的双边间隙只有0.02mm左右,这对机械手的夹持精度、移动精度都是一个挑战。此部分涉及自动装配的精密零件如下图所示。
浮动轴承、隔套与涡轮部件的自动装配过程涉及浮动轴承送料、转运,隔套送料、转运以及浮动轴承、隔套的装配,具体流程如下图所示。
