GX23CrMoV12-1钢燃气轮机铸件热处理工艺研究
2021-10-29马正强肖章玉杨晓兵刘显有林绍斌李川曾国成
马正强,肖章玉,杨晓兵,刘显有,林绍斌,李川,曾国成
二重(德阳)重型装备有限公司 四川德阳 618013
1 序言
燃气轮机是21世纪动力设备的核心,被誉为“工业皇冠上的明珠”。随着国内燃气轮机市场的发展,我公司先后为不同燃气轮机发电机组制造商配套生产了日本三菱技术的透平缸、压气机缸铸钢件,其材料牌号分别为SCPH21(相当于ZG15Cr1Mo)、SCPH2(相当于ZG250-485[1]);采用西门子技术的锥形体铸钢件,材料牌号为G17CrMoV5-10(相当于ZG15Cr1Mo1V)和G17CrMo5-5(相当于ZG15Cr1Mo);采用GE技术的透平缸和压气机排汽缸等铸钢件,材料牌号为B50A178H(相当于ZG15Cr2Mo1)。
我公司首次生产的某新型燃气轮机核心铸件轴套和导流环,其采用在Cr12不锈钢的基础上研制而成的GX23CrMoV12-1耐热钢[2]制造,执行EN 10213—2007《承压铸钢件技术条件》标准,与GB/T 16253—2019《承压钢铸件》中的ZG23Cr12MoV钢相当。由于该钢种相关热处理工艺与组织性能的研究报道较少,因此本文通过研究热处理工艺对GX23CrMoV12-1耐热钢组织与力学性能的影响,同时结合产品的结构特点,制定合理的热处理制度,顺利完成铸件的热处理,确保其力学性能一次合格、热处理变形可控、尺寸满足加工要求。
2 试验材料与方法
在制定产品的热处理制度之前,首先进行材料的热处理工艺参数验证试验。为了与铸件的实际生产情况保持一致,试验试样没有选用小试样,而是采用随件浇注的原始尺寸的铸件附铸试块直接进行热处理,热处理完成后再将试块分别加工成20mm×20mm×15mm的金相试样、55mm×10mm×10mm的夏比V型缺口冲击试样、标距为50mm的拉伸试样,进行组织和力学性能检验。产品的化学成分要求见表1,力学性能要求见表2。

表1 GX23CrMoV12-1钢的化学成分(质量分数) (%)

表2 产品的力学性能要求
参考ZG23Cr12MoV钢的热处理工艺试验结果和相关标准中的温度规定等,确定试样的淬火温度为1040~1060℃。热处理工艺试验验证主要以确定适合铸件的淬火冷却方式和回火温度为目的,具体热处理试验方案见表3。

表3 热处理工艺参数
3 试验结果与分析
3.1 热处理工艺试验结果
试块按表3进行热处理后,先进行室温力学性能检测,再进行550℃的高温拉伸试验。不同淬火冷却方式下,室温强度、断后伸长率、室温冲击与回火温度的变化关系如图1a~d所示,试块风冷淬火后高温强度、塑性与回火温度的变化关系如图1e~f所示。
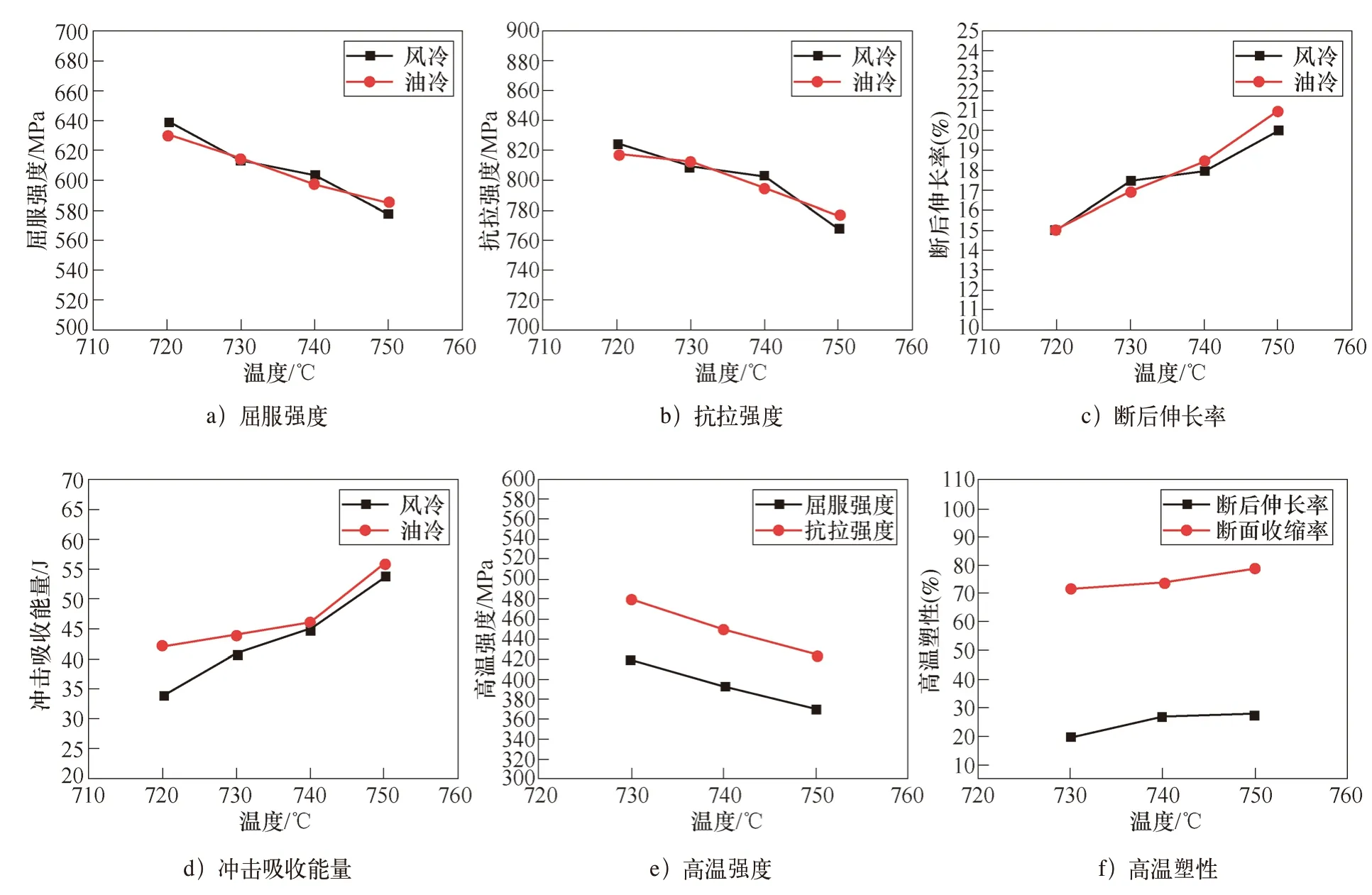
图1 淬火冷却方式和回火温度对GX23CrMoV12-1钢力学性能的影响
从图1a~d可以看出,试块采用风冷淬火和油冷淬火后其强度基本相当,淬火冷却速度对GX23CrMoV12-1钢的强度影响较小;在720~750℃内回火,其室温强度和冲击吸收能量均能满足标准要求,采用720℃回火后其强度较高,断后伸长率勉强合格。随着回火温度的升高,其强度降低明显,塑性和冲击吸收能量明显提升,试块油冷淬火的冲击吸收能量整体高于风冷淬火;从图1e~f可以看出,试块采用风冷淬火,在720~750℃内回火,其550℃下的屈服强度均满足标准要求的290MPa,采用720℃回火后其屈服强度较高。随着回火温度的升高,其强度降低明显,塑性有所提升。图2a~b为试块分别在风冷淬火和油冷淬火后,经过740℃回火后的显微组织形貌可以看出,两种淬火冷却方式下,其组织均为回火马氏体。
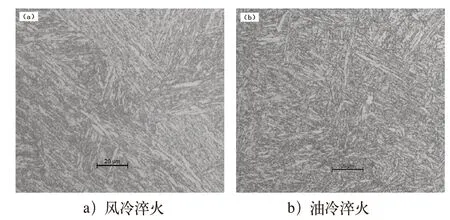
图2 不同淬火冷却方式下GX23CrMoV12-1钢的显微组织
3.2 产品热处理制度确定
从材料热处理工艺试验结果看,GX23CrMoV12-1钢风冷淬火和油冷淬火后在720~750℃内回火均能满足标准要求的室温力学性能,在730~750℃内回火均能满足550℃高温拉伸性能要求。同时结合产品自身特点:①轴套和导流环属薄壁环形铸件,在热处理过程中发生马氏体转变,极易产生变形。②焊后去应力工艺评定,确定了GX23CrMoV12-1钢的焊后去应力温度为730℃(该温度是一个较高的焊后去应力温度[3])。③风冷淬火比油冷淬火环保且周期短、成本低。因此,确定轴套和导流环的产品热处理制度(见图3)为1040~1060℃风冷淬火+730~750℃回火+730℃焊后去应力退火。
3.3 产品热处理结果
轴套和导流环铸件按图3所示的工艺热处理后,其力学性能一次合格、本体硬度(检测位置见图4)均匀,具体检测结果见表4、表5。另外,产品热处理变形小,加工余量完全满足要求,随后我公司采用该热处理制度成功完成了多套轴套和导流环产品的热处理,均达到了同样的质量效果。

表4 产品最终热处理后的力学性能
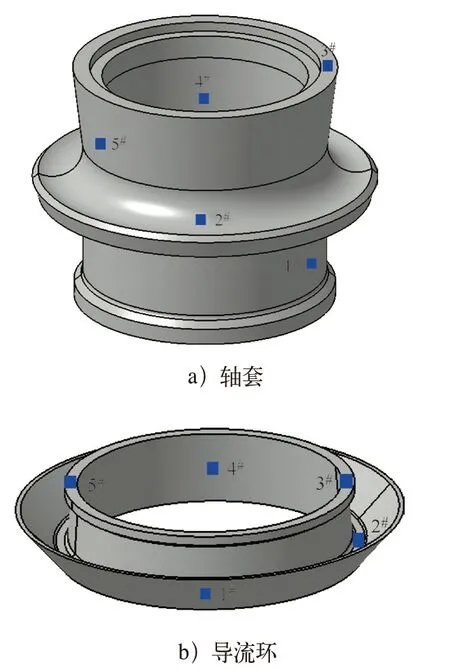
图4 产品本体硬度测试位置
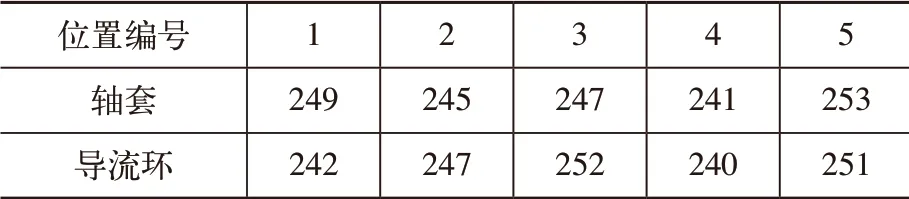
表5 产品本体硬度值 (HBW)
4 结束语
通过研究热处理工艺对GX23CrMoV12-1钢组织和力学性能的影响,并结合轴套和导流环铸件薄壁易变形的特点和焊接工艺评定结果,制定了产品的热处理制度:1040~1060℃风冷淬火+730~750℃回火+730℃去应力退火,不仅保证了产品的室温力学性能和550℃下的高温拉伸性能,同时也满足了730℃下的焊后去应力要求。产品热处理质量好,力学性能一次合格,本体硬度均匀且变形可控,热处理方式环保、周期短、成本低。
