铜基复合材料制备工艺的研究进展
2021-10-28雷沙沙刘洪军
雷沙沙,刘洪军,2
(兰州理工大学1.材料科学与工程学院,2.省部共建有色金属先进加工与再利用国家重点实验室,兰州 730050)
0 引 言
铜基复合材料是以铜或铜合金为基体,通过加入一种或多种增强相制备而成的一种复合材料,其增强相包括氧化物、碳化物、氮化物等陶瓷相,以及石墨烯和碳纳米管等新型增强相[1]。铜基复合材料具有较高的强度和良好的导电导热性、耐磨耐蚀性、高温稳定性等性能,广泛应用于航天航空、电子电气、石油化工、交通冶金等领域[2]。例如,集成电路中的引线框架、点焊电极、触头等材料需满足软化温度不低于800 K、电导率不低于5.2 S·m-1、抗拉强度不低于600 MPa,且在高频接触工作条件下能长期使用的要求,传统的铜和铜合金材料难以满足这些要求,而WC增强铜基复合材料因具备耐高温、耐电弧烧蚀、强度高等特性,能够很好地满足这些要求[3]。铜基粉末冶金复合材料因导热性好、耐磨耐热及高温稳定性好而大量用于制造承受较高温度的制动与传动零部件,如飞机、载重汽车、重型工程机械车的刹车片[4]。
高新科技领域对高性能材料的需求快速增长,铜基复合材料的制备工艺也在不断进步,综合性能不断提高,应用领域不断拓展。王英敏等[5]发明了一种Y2O3弥散强化铜合金的制备方法,制备的铜基复合材料的抗拉强度大于550 MPa,导电率超过90%IACS,软化温度高于900 ℃,综合性能良好。LI等[6]使用粉末冶金方法制备得到Cu-Al2O3复合材料,其抗拉强度、断后伸长率、导电率分别达522 MPa,8.2%和90%IACS。ZHOU等[7]采用内氧化法制备得到Cu-Al2O3铜基复合材料,并在对500 ℃下进行退火处理,退火后该复合材料的导电率为81.98%IACS±0.56%IACS。REN等[8]对采用内氧化法制备得到的Cu-Al2O3复合材料进行热挤压处理后,复合材料的导电率为96.3%IACS。由此可见,铜基复合材料制备方法及处理工艺的改进可以满足对该材料更高性能的要求。作者综述了铜基复合材料不同制备工艺的优势和不足及其近期研究进展,并对未来发展方向进行了展望。
1 粉末冶金法
粉末冶金法是最早用来制备金属基复合材料的方法之一[9-10],用此法制备铜基复合材料的工艺流程:将铜粉、增强相粉和添加剂按一定比例充分混合成均匀的复合粉体,然后在一定的压力和温度下压制和烧结得到铜基复合材料。
增强相种类对铜基复合材料的性能影响很大。国秀花等[11]采用粉末冶金工艺分别制备了Al2O3和MgO颗粒增强铜基复合材料,2种复合材料的硬度相近,分别为94.4,93.9 HB,均高于SiO2/Cu复合材料,表明增强相的物理性质相近时,所制备的铜基复合材料性能也相近。对增强相进行预处理是改善铜基复合材料制备效果的有效措施。TIAN等[12]先对B4C粉进行表面化学镀铜预处理,再将该B4C粉与铜粉、石墨粉混合,利用粉末冶金法制备出B4C增强铜/石墨自润滑复合材料,表面镀铜层改善了B4C颗粒与铜之间的润湿性并提高了界面结合强度,与无铜包覆B4C增强铜/石墨复合材料相比,铜包覆B4C增强铜/石墨复合材料具有更低的孔隙率、更优异的耐磨性和更高的抗压强度。放电等离子烧结(SPS)工艺是一种新的粉末冶金烧结方法,通过将混合好的材料粉体装进模具,在特定的烧结电压和压力下,放电使粉体活化并热塑变形及冷却而制备出高性能复合材料。AKBARPOUR等[13-14]用SPS法制备出纳米SiC/Cu复合材料,复合材料中铜基体的晶粒尺寸仅为185 nm,远小于纯铜(437 nm),如图1所示,晶粒细化改善了复合材料的摩擦性能;在该复合材料中添加碳纳米管(CNTs)制备得到CNTs-SiC/Cu纳米复合材料,复合材料的磨损宽度较纯铜小约200 μm,磨损深度降低了79%,这是因为在摩擦过程中暴露的碳纳米管可以阻止复合材料与对磨件的直接接触,减少接触表面的黏附力,从而提高复合材料的耐磨性能。
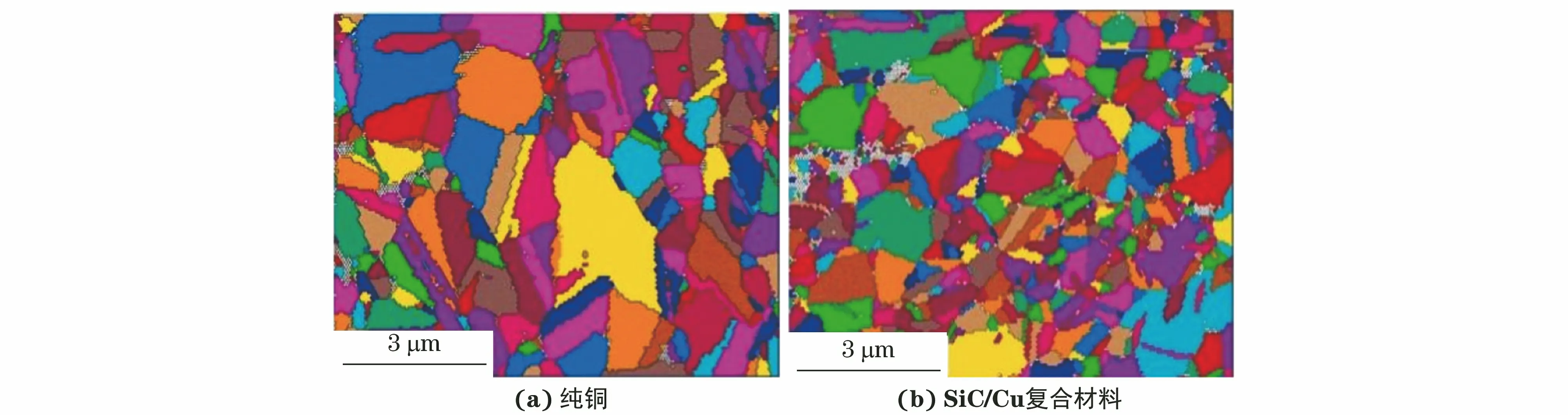
图1 SPS工艺制备得到纯铜和SiC/Cu复合材料的电子背散射衍射图[14]Fig.1 Electron backscatter diffraction patterns of pure Cu (a) and SiC/Cu composite (b) prepared by SPS[14]
粉末冶金法能直接压制出接近制件形状尺寸的复合材料坯体,材料的利用率高,可以减少后续机械加工步骤并降低成本;该方法可以灵活选用不同类型和颗粒尺寸的增强相,且其相对较低的制备温度可避免铜基体与增强相之间发生反应,从而保证复合材料获得优异的性能。粉末冶金法主要用于制备颗粒弥散增强铜基复合材料[15-16],是生产结构件、摩擦件及高强高导电构件的主要手段[17]。但是与其他方法相比,粉末冶金法的工艺比较复杂,而且受模具形状和尺寸的限制,不适合制备结构复杂的构件。
2 铸造法
铸造法是一种常用的金属基复合材料制备方法[18],主要包括搅拌铸造法和挤压铸造法两种。搅拌铸造法制备铜基复合材料的流程:将增强相加入到铜或铜合金熔体中,通过一定的搅拌方式使得增强相颗粒均匀分散,经过浇注凝固形成复合材料铸锭,后续可辅以冷压或挤压等形变处理[19-20]。挤压铸造法制备铜基复合材料一般分为2步,第一步制备增强相预制体,第二步将铜或铜合金熔体用挤压方法压入增强相预制体内,冷却凝固后得到铜基复合材料[21]。
搅拌铸造法是制备多种强化相增强铜基复合材料的一种合适且经济的技术。SINGH等[22-23]研究了不锈钢含量对搅拌铸造法制备WC/Cu复合材料性能的影响,发现添加少量的不锈钢可以提高复合材料的耐腐蚀性能,并改善铜基体和WC的润湿性。JAMWAL等[24]用搅拌铸造法制备石墨-SiC增强铜基复合材料,2种增强相既不固溶也不发生反应,SiC颗粒使得复合材料有较高的强度,石墨的添加降低了复合材料的密度,提高了耐磨性;这种轻质铜基复合材料可应用于汽车和航空等领域。在搅拌铸造过程中增强相颗粒容易出现团聚、分布不均匀的现象。为了解决此问题,邹存磊[25]在铸造过程中施加不同强度的旋转磁场,通过电磁力使熔融金属液对流,将团聚的增强相颗粒冲散并使其均匀分布在铜基体中,如图2所示。将挤压铸造和增材制造等新技术相结合可以制备具有复杂结构的铜基复合材料。徐慧燕等[26]采用激光选区熔化成形工艺制备镍增强体,然后用挤压铸造法获得空间结构增强的铜基复合材料,该复合材料的硬度高达120 HB,为纯铜的1.71倍,相同条件下其磨损量比纯铜降低了58%。

图2 搅拌铸造过程中施加磁场制备得到TiB2/Cu复合材料的显微组织[25]Fig.2 Microstructure of TiB2/Cu composite prepared by magnetic field during stirring casting[25]
铸造法工艺简单,过程易控制,制备成本低,对设备要求不高,在大规模生产铜基复合材料方面有一定的优势。在用搅拌铸造法制备铜基复合材料的过程中存在增强相颗粒在熔融金属中分散不均匀问题,而且复合材料熔体中的杂质和气体排出较困难,此时可通过电磁、电压搅拌代替传统的机械搅拌,从而可在避免杂质引入的同时使得增强相在铜基体中分布均匀。挤压铸造法可以通过定制一定形状增强体制备复杂结构铜基复合材料,但此法在铝基复合材料零件制造方面的研究和应用较多,而在铜基复合材料方面还有很大的发展空间。
3 机械合金化法
机械合金化法的主要机制是借助高速旋转球磨机在旋转时产生的机械能,使复合粉体在磨球的重复挤压、摩擦下发生反复变形从而细化金属基体相的晶粒,并使复合材料的组分均匀分布。机械合金化使原子扩散更充分、界面结合强度更高,适合制备颗粒增强铜基复合材料[27]。
机械合金化法可用于制备超细晶粒的铜基复合材料。LI等[28]在Cu-Cr合金粉中加入超细TiB2颗粒,通过机械合金化法制备Cu-Cr-TiB2复合材料,该复合材料的晶粒尺寸小于50 nm,这是因为超细硬质TiB2陶瓷颗粒对铜合金粉进行反复微切割,干扰位错运动,破坏晶粒的完整性,最终加剧晶粒的细化。VISHLAGHI等[29]对铜粉和铁粉进行机械合金化,制备得到纳米Cu80Fe20合金固溶体,然后加入CNTs制备了CNT/Cu80Fe20复合材料,发现铁的加入导致合金的电导率下降,但复合材料的导电性随着碳纳米管含量的增加而改善。采用机械合金化法可在铜或铜合金表面制备复合材料层,高能球磨作用使金属表面经历连续塑性变形,从而细化表面晶粒,并将增强相颗粒嵌入基体表层中。MENG等[30]采用机械合金化法在纯铜表面制备钨铜复合材料层,通过复合材料层结构的变化说明了在不混溶金属体系中复合材料层的形成机理,其形成机理如图3所示;研究表明球磨时间对复合材料层的形成起着重要的作用,球磨时间太短不足以在铜表面形成复合材料层,球磨时间的延长能够提高表面层密度及其与铜基体之间的结合强度,从而在铜表面形成复合材料层。点焊电极在汽车车身焊接过程中的维修、更换比较频繁,迫切需要提高其性能并延长使用寿命,因此可采用表面增强处理对铜电极性能进行改善。TiC单相表面增强点焊电极的电导率低,而TiB2单相增强时其与铜基体的润湿性差。董仕节等[31]采用机械合金化结合真空半烧结工艺在铜电极表面通过电火花熔覆制备了TiB2-TiC复相层,该方法解决了采用单相增强时存在的问题。
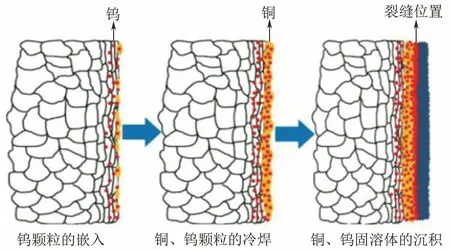
图3 用机械合金化法在纯铜表面制备钨铜复合材料层的形成机理示意[30]Fig.3 Schematic of formation mechanism of tungsten copper composite layer prepared on surface of pure copper by mechanical alloying[30]
与粉末冶金法和铸造法相比,机械合金化法对原料的适应性更强,除了可制备一般的颗粒增强铜基复合材料外,还可制备纳米晶、非晶复合材料;目前机械合金化法已成为制备超细晶或纳米铜基复合材料的一种重要方法[32-33]。机械合金化法制备铜基复合材料时,长时间球磨虽然可细化复合材料晶粒,但也大大降低制备效率,而且在制备过程中易引入杂质,影响复合材料的性能,尤其是导电性能。
4 内氧化法
内氧化法是美国SCM公司的专利技术[34],其原理:在合金粉氧化过程中氧溶解到合金相中并在合金相中扩散,合金中比较活泼的元素与氧发生反应形成氧化物颗粒。在制备过程中先将合金粉复合氧化,后续处理工艺与粉末冶金法相似。内氧化法在铜基复合材料制备中的典型应用是制备Al2O3弥散强化铜基复合材料,内氧化法可以通过在材料内部氧化生成Al2O3颗粒的方法解决Al2O3与铜基体润湿性差的问题。目前在内氧化法中主要采用以下2种方式对铝进行氧化:(1)将一定比例的铜铝合金粉和氧化介质均匀混合后在密闭条件下进行内氧化,再将氧化好的粉体进行压制烧结获得铜基复合材料,此方法需要外加氧化介质,混粉时间长;(2)在保证铜基体不被氧化的前提下对铝元素进行内氧化,该方法须严格控制氧含量[35-37]。
美国在20世纪70年代已成功将内氧化法应用于工业生产中,制备得到的Al2O3/Cu复合材料用于制作电焊电极[38-39]。近年来的发展方向主要是将内氧化法和热挤压等方法相结合来制备综合性能更优异的铜基复合材料。REN等[8]将内氧化法和热挤压法相结合制备了Cu-Al2O3纳米复合材料,复合材料的屈服强度和抗拉强度分别为417,445 MPa,其中内氧化法主要产生增强相Al2O3颗粒,而热挤压法可使材料晶粒细化并有特定的取向。李美霞等[40]将Cu-0.4%(质量分数)Al合金熔化后经水雾化法制取铜铝合金粉,合金粉经氧化、冷等静压成形、真空烧结、热挤压和冷拉拔变形等过程,得到直径为1 mm的Cu-Al2O3复合材料丝,复合材料中Al2O3颗粒尺寸约为6 nm,屈服强度高达680 MPa,这是因为均匀分散的细小Al2O3颗粒对位错有一定的阻碍作用,强化效果显著。XU等[41]在用内氧化法制备Al2O3/Cu复合粉体的基础上,利用化学气相沉积法在复合粉体表面原位生长CNTs,CNTs的生长机理如图4所示,成功制备出Cu-Al2O3/CNTs复合材料,发现具有较低表面粗糙度和石墨化程度的CNTs均匀分散在复合粉体表面,并与其结合良好。
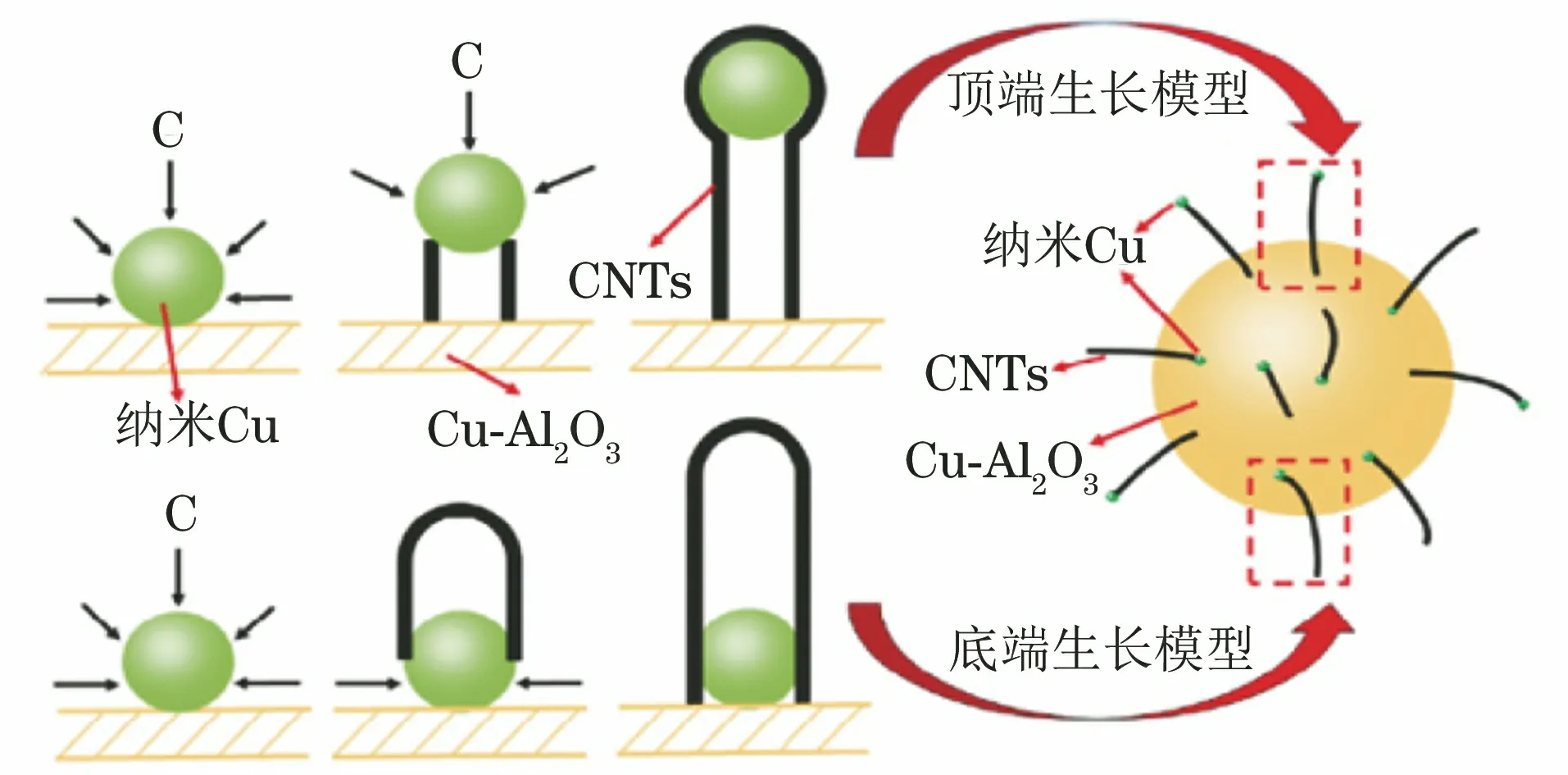
图4 用化学气相沉积法在Cu-Al2O3复合粉体表面上原位生长CNTs的生长机理示意[41]Fig.4 Schematic of growth mechanism of in-situ CNTs formed on surface of Cu-Al2O3 composite powder by chemical vapor deposition[41]
采用内氧化法可以在铜基复合材料中形成分布均匀、热稳定好的细小氧化物,可在复合材料中产生弥散强化、位错强化等多种复合强化机制,因此所制备的复合材料具有优良的性能,尤其是高温力学性能。内氧化法制备铜基复合材料的难点在于氧气含量的控制,且其工序繁杂、成本较高,这也是实现大批量、产业化生产铜基复合材料的一个关键问题。
5 原位合成法
原位合成法是近年发展起来的一种新型制备方法,其基本原理:材料在一定条件发生化学反应,在基体材料内部生成一种甚至多种增强相,从而达到改善基体材料性能的目的。通过原位合成法制备铜基复合材料时,增强相是在铜或铜合金内部原位形成的。
丁飞等[42]采用原位合成法制备了Al2O3弥散强化铜基复合材料,发现与外加增强相相比,在相同成分下原位合成法制备得到铜基复合材料的综合性能更好,且当Al2O3体积分数为2%时,复合材料的综合性能最佳,硬度、导电率和相对密度分别为120 HB,85%IACS和97.7%。TiB2和铜之间的密度差异较大,凝固过程中会出现颗粒的严重偏析,用传统的铸造法很难制备出组织均匀的TiB2颗粒增强铜基复合材料。WANG等[43]通过Cu-Ti和Cu-B合金原位生成TiB2相的方法解决了此问题,且在制备过程中附加了旋转磁场,进一步改善了TiB2颗粒在铜基体中的分布状态。RUŽIC等[44]采用原位合成法制备ZrB2增强铜基复合材料,在650~690 ℃范围内热压铜、锆和硼的合金粉后,复合材料中形成ZrB2相,当温度升高至950 ℃时,复合材料中除了存在ZrB2相外,还有CuZr相生成。高温自蔓延合成法是一种原位合成法,该方法通过将预期构成增强材料的2种粉体与基体粉体均匀混合,再利用外部能量诱发局部化学反应,然后依靠化学反应热使得后续的化学反应过程自发持续进行,从而合成材料。LV等[45]通过激光熔覆和高温自蔓延合成相结合的方法在铜基体表面制备了ZrB2-ZrC增强铜基复合材料表面层,原位合成的增强相与铜基体之间形成了如图5所示的柱状晶和等轴晶的网络结构,从而降低了界面的应力集中并提高了界面的结合强度;ZrB2-ZrC增强铜基复合材料表层的显微硬度比基体提高了近6倍。
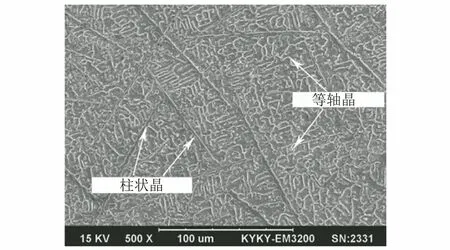
图5 用激光熔覆和高温自蔓延合成相结合的方法制备得到ZrB2-ZrC增强铜基复合材料表层的显微组织[45]Fig.5 Microstructure of surface layer of ZrB2-ZrC reinforced copper matrix composite prepared by combining method of laser cladding and self-propagating high-temperature synthesis[45]
原位合成法已成为具有较广阔发展前景的一种新型铜基复合材料制备技术,增强材料在铜基体内部原位合成,可以解决增强相和铜或铜合金之间润湿性差、界面结合强度弱等问题。与其他方法相比,原位合成法减少了增强相预处理工艺,进一步简化了制备工艺。由于复合材料的性能对增强相的含量和形态非常敏感,因此用原位合成法制备铜基复合材料时需要对增强相的数量和尺寸进行控制。
6 熔体浸渗法
熔体浸渗法是将铜或者铜合金熔体浸渗到增强相预制体中,凝固后形成铜基复合材料的一种方法。熔体浸渗法原理与挤压铸造法类似,但是挤压铸造法是用高压迫使金属熔体进入增强相预制体的孔隙中,而熔体浸渗法是在无压或较小压力下,利用铜或铜合金熔体与预制体之间的润湿性,在毛细作用力、重力和压力的共同作用下对预制体孔隙进行充填。
QU等[46]分别用无压浸渗和等离子烧结法制备同体积分数SiC增强铜基复合材料,发现无压浸渗法制备的复合材料表现出更低的热膨胀系数。ABYZOV等[47]将铜熔体无压浸渗到钨包覆的金刚石坯体中制备金刚石增强铜基复合材料,测得复合材料的导热系数为720 W·m-1·K-1、弹性模量为310 GPa,导热性能优于钨或WC增强铜基复合材料以及弥散强化铜基复合材料。RAMBO等[48]将Ti-Cu合金反应熔渗到3D打印制备的多孔碳中,合成了TiC/Ti-Cu/C复合材料,由于3D打印可制备复杂形状的预制体,结合熔体浸渗法可制备结构复杂的铜基复合材料,为直接成形铜基复合材料零件提供了可能。李晓雪[49]利用无压熔体浸渗法成功制备出层状结构WC/Cu复合材料,制备工艺过程如图6(a)所示,复合材料的显微组织如图6(b)所示,研究了冷冻温度、WC含量对复合材料性能的影响,为制备仿生铜基复合材料提供新思路。
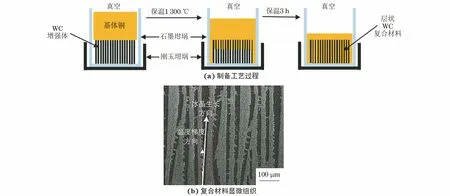
图6 无压熔体浸渗法制备层状结构WC/Cu复合材料的工艺过程及显微组织[49]Fig.6 Process (a) and microstructure (b) of WC/Cu composite with lamellar structure prepared by pressureless melt infiltration method[49]
用熔体浸渗法制备铜基复合材料时,制备时间相比挤压铸造法长,但是组织较致密,界面结合良好,预制体一般不会发生压碎、开裂、变形等问题。熔体浸渗法适用于与铜或铜合金润湿性良好的增强相,也适用于可以通过在铜基体中引入其他金属元素而改善润湿性的增强相。熔体浸渗法制备铜基复合材料的关键在于熔体浸渗行为和两相界面反应的控制,在设计工艺时需要深入研究这些内容。
7 搅拌摩擦法
搅拌摩擦法是从搅拌摩擦焊演变而来的一种加工方法,又称为搅拌摩擦处理,其基本原理是通过搅拌头的强烈搅拌作用使被加工材料发生剧烈塑性变形、破碎、混合[50]。用搅拌摩擦法制备铜基复合材料时,先将铜板固定好并在其表面开槽,然后将增强材料预置在槽中或置于搅拌头中,在搅拌头高速旋转的同时向铜板施加压力,使搅拌头钻入铜板内,利用高速旋转的搅拌头与铜板摩擦所产生的大量热量使材料温度迅速升高;搅拌头在旋转的同时沿着指定方向运动,增强相材料软化,被熔融态的铜或铜合金包覆,从而完成铜基复合材料的制备[51]。
MISHRA等[52]最早采用搅拌摩擦法来制备5083铝与SiC颗粒所形成的复合层,发现此法制备的复合材料的晶粒得到细化。BARMOUZ等[53]受其启发并将搅拌摩擦法用于制备SiC颗粒增强铜基复合材料上,制备的复合材料无缩松、缩孔等缺陷,且晶粒比同种增强材料下采用铸造法得到的复合材料细小。LI等[54]通过摩擦搅拌加工制备Al2O3/TiO2颗粒增强铜基复合材料层时,对搅拌摩擦装置进行了改动,设置了一个如图7(a)所示的“三明治”搭接装置,制备得到厚度为2 200 μm的复合层,该复合层的硬度比铜基体提高约4倍,这是由于反复搅拌摩擦使得Al2O3和TiO2颗粒在基体中均匀分布,并且晶粒得到细化导致的。KHOSRAVI等[55]研究了搅拌头转速以及搅拌道次对WC/Cu复合材料微观结构、摩擦磨损性能等的影响,发现连续强烈的搅拌过程所产生的热量使得材料发生动态再结晶以及连续的塑性变形,晶粒得到细化,从而改善复合材料性能;复合材料的显微组织如图7(b)所示。THANKACHAN等[56]通过加入AlN、BN混合增强颗粒来制备表面铜基复合材料,发现AlN和BN均单独发挥增强作用,互不影响,复合材料的硬度显著提高,表面铜基复合材料与纯铜相比具有更优异的耐磨性能。
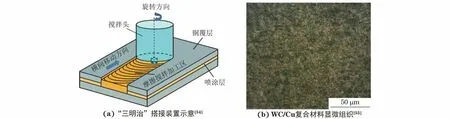
图7 搅拌摩擦法制备Al2O3/TiO2颗粒增强铜基复合材料的搭接装置示意以及WC/Cu复合材料的显微组织Fig.7 Schematic of lap device for preparing Al2O3/TiO2 particle-reinforced copper matrix composite by friction stir method (a) and microstructure of WC/Cu composite (b)
目前,搅拌摩擦法制备铜基复合材料尚未进入大规模生产阶段,但是由于可以在给定的深度内将增强相分散到铜或铜合金基体中,因此在铜基复合材料表面改性以及超塑性材料和纳米晶材料开发等方面具有一定的优势和潜力。搅拌摩擦过程中所需控制的工艺参数较多,如搅拌道次、搅拌速度、温度等,且搅拌过程中温度较高时复合材料界面反应不易控制,这些均在一定程度上制约了搅拌摩擦法的应用范围。
8 结束语
在铜基复合材料的主要制备工艺中,粉末冶金法、铸造法、机械合金化法等制备的铜基复合材料中增强相含量范围较宽,成分容易控制,但致密程度略低、制备成本较高;熔体浸渗法可与3D打印等成形新工艺相结合,用于制造形状和内部结构复杂的铜基复合材料零件,未来发展前景广阔,但前提是增强相和铜熔体之间的润湿性较好或者可发生界面反应,同时预制体成形工艺的复杂性也增加了制备的难度;内氧化法和原位合成法主要解决了增强相和铜基体润湿性差的问题,提高了增强相与铜基体的结合性能,但是对于所制备的复合材料体系有一定限制;机械合金化法和搅拌摩擦法可用来制备纳米晶、表面层铜基复合材料,但是适用范围有限,设备要求高,难以实现大规模生产。随着科技的进步,铜基复合材料制备工艺的发展方向主要体现在以下几个方面。
(1) 针对不同制备工艺的缺点与不足进行完善,将多种制备工艺结合形成集成创新,继续开发和研制新的铜基复合材料制备工艺。
(2) 在采用各种工艺制备铜基复合材料的过程中,复合材料性能除了受加工工艺的影响外,还与铜或铜合金基体和增强相的特性以及增强相的形状、分布状态等密切相关,因此应建立铜基复合材料的用途、性能与材料体系、制备工艺及参数的关系,为制备工艺的选用和控制提供依据。
(3) 常用的制备工艺基本是基于烧结或凝固的成形原理,所制备铜基复合材料很难满足高致密性要求,这对于其力学性能及导电导热性能的影响较大,因此应通过精细化控制烧结或凝固过程以及开发成形后处理工艺等来提高复合材料的致密性。
(4) 铜基复合材料的制备方法较多,但很多都处于实验室阶段,未能实现大规模工业生产,其主要原因在于工艺过程过于复杂、工艺参数不易控制、组织性能不稳定、成本高等,因此通过简化工艺过程、稳定工艺参数、降低生产成本等方法实现铜基复合材料的产业化,也是今后需要持续研究的方向之一。
