ASME N-755 对核电用HDPE 管材料选择和性能测试的指导
2021-10-28段颉颃孙霖杰刘康林赖焕生
段颉颃 林 榕 孙霖杰 刘康林 赖焕生
(1.福州大学石油化工学院;2.中山大学中法核工程与技术学院)
核电站中,由埋地管道受损泄漏造成的地下水污染案例不断增加,另外,因腐蚀和退化而堵塞的管道还可能导致与安全相关的管道丧失冷却功能, 严重影响核电站运行安全与完整性[1]。2005 年,由Duke 电力公司提出,美国机械工程师学会(ASME)锅炉及压力容器委员会(BPVC)聚乙烯 (PE) 管特别工作组编写了一份新的ASME 标准, 该标准以规范案例的形式出现,由BPVC 定期召开研讨会制定而成, 内容包括在核电安全系统中使用PE 管时,对设计、采购、安装、熔合、检查和测试方面的要求。 同年,规范案例的第1 版正式通过, 但它仅包含Duke 电力公司将PE 管道安装到核电厂安全系统的第一阶段所需的最低要求[2]。 之后,BPVC 不断测试更多的材料和组件, 若数据在测试完成时符合使用要求,工作组便修改并完善规范案例。 至2017 年,规范案例ASME N-755 已经发行至第4 版 (ASME N-755-4)[3]。
ASME N-755 对核电用高密度聚乙烯(HDPE)管从设计到安装再到检测的全过程都进行了严格且详细的规定,尽管它仍然存在一些限制,但到目前为止,它还是指导核电用三级埋地HDPE 管道的最权威的适用规范之一, 具有相当关键的指导性意义。
1 对管道材料选择的指导
ASME N-755 规定了在不同温度下PE 管道的许用应力和预期使用寿命,其长期使用寿命可达50 年,温度上限为60 ℃。 由于PE 材料具有相当好的延展性和柔韧性, 因此PE 管道适用于地震易发地区。 当应用适当时,PE 材料能够提供更好的服务并具有更低的成本,是解决金属管道腐蚀问题的良好替代品。
为了更好地将高性能PE4710 (欧洲分类为PE100) 聚乙烯化合物和聚乙烯材料用于三级埋地管道系统,ASME N-755 修订版本中增加了强制性附录Ⅳ。 该附录给出了三级核电厂安全系统用PE4710 聚乙烯管道的采购和材料要求, 确定了PE4710 聚乙烯化合物和聚乙烯材料的性能特性和最低性能值,说明了预处理材料表、加工要求和后处理材料的验证标准,以确保产品的抗裂性、耐环境能力及高温性等[4]。 根据ASTM D3350—2014 《聚乙烯塑料管和配件材料标准规格》,PE4710 双峰HDPE 树脂的元件分类为445574C,是核安全相关唯一许用的材料[5]。
一般而言,HDPE 管道主要有3 种失效模式,即韧性破坏(因过载导致的塑性失效)、缓慢裂纹扩展(SCG)或脆性断裂(因持续载荷和温度导致的变形很小的失效,相当于金属材料的蠕变裂纹扩展或疲劳裂纹扩展失效)、快速裂纹扩展(在低温(0 ℃以下)下管道损坏引起的高速轴向断裂)。其中,SCG 是设计和使用寿命预测关注的主要失效模式。 由于PE4710 材料具有较高的耐慢速裂纹扩展性能,因此在高温加速试验下对PE4710材料在SCG 失效机制开始时的使用寿命进行了线性回归分析, 结果为50 年 (438 300 h)。 此外,PE4710 材料还具有较高性能的聚乙烯聚合物分子结构和较高的密度,符合PPI TR-33 第F.7部分对 高 性 能 聚 乙 烯 化 合 物 的 要 求[6,7]。 因 此,PE4710 材料是目前符合ASME N-755 要求的唯一许用材料。
ASME N-755 规定了聚乙烯管的指定标准为ASTM D3035 (外径小于76 mm) 和ASTM F714(外径不小于76 mm), 这两个标准主要包括工艺、尺寸、公差、短期和长期性能的要求与试验方法[7]。 除了直管段外,ASME N-755 还规定了附加产品的要求, 包括法兰接头和弯头的具体设计、尺寸规范和性能要求。 对于法兰接头的采购,ASME N-755 也进行了规范, 要求法兰接头制造商应确保聚乙烯法兰接头的额定压力不小于连接管道的额定压力、法兰接头应满足规定设计的所有必要几何尺寸和公差要求。
2 对材料性能测试的指导
2.1 目视检测
ASME N-755 非强制性附录C 给出了不合格热熔对接接头的结构外观(图1),可供对熔合接头处进行目视检测的人员进行参照对比。 热熔对接接头的结构要求如下[8]:接头应具有适当的卷边结构,大小均匀一致;不得有裂纹或未熔合的缺陷;在外观上接头不得斜接(成角或偏移),错边量应小于熔合部件最小壁厚的10%;焊接卷边之间的焊道不得延伸至或低于外径管表面;审查接头焊接的数据采集记录, 并与熔合程序规范(FPS)进行比较,以确保在制作熔合接头时遵循正确的参数和程序。
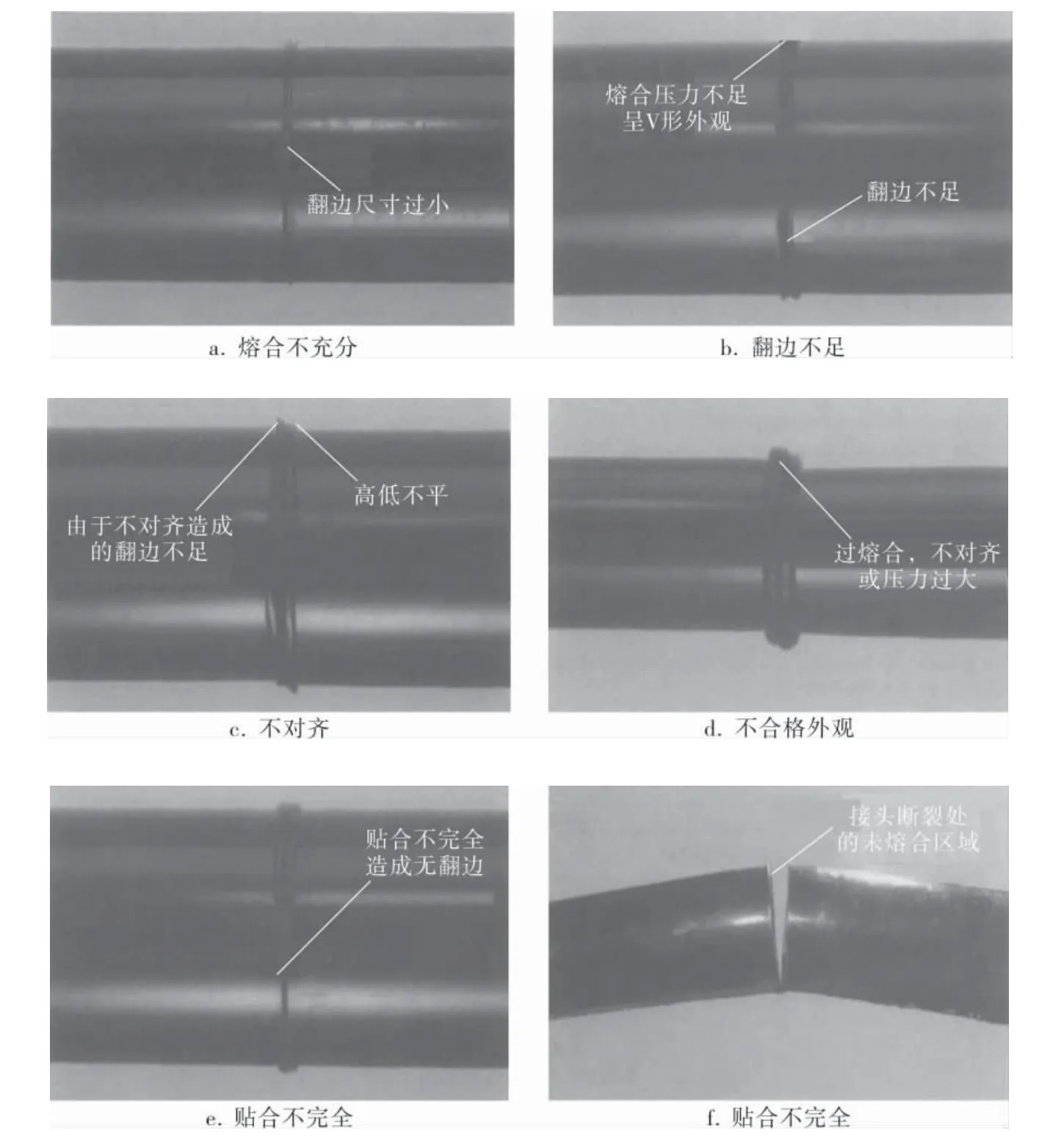
图1 不合格热熔对接接头结构外观
2.2 水压试验
ASME N-755 中的关键设计依据规定, 三级PE 管道在不大于50 年使用寿命的条件下,温度小于60 ℃时的长期许用应力为3.45 MPa;此外,允许存在任何不大于壁厚10%的表面缺陷[9]。 水压试验是检验管道严密性的重要手段, 为此ASME N-755 规定了水压试验的标准, 用于规范试验流程和验收指标[10]。 其中,静水压试验要求最小试验压力应为设计内压的1.5 倍再加上70 kPa。 另外, 在安装过程中也需要进行水压试验,在达到满意的试验结果之前不得埋管。 需要注意的是,所有接头包括熔合接头,应在试验期间暴露在外进行检查。 对于长管段,可通过在长管段的小部分进行试验来完成水压试验,在对每一小部分进行试验并符合要求后,可将管道埋入地下。 所有的试验过程都应记录在经过授权的检验机构认证证书中[8]。
2.3 熔合性能试验
ASME N-755 对三级埋地HDPE 管道的热熔对接接头进行了详细规定,其中强制性附录Ⅰ规定了标准FPS 的要求, 包括加热板表面温度、凸缘翻边尺寸、加热板拆除时间、熔合压力及熔合压力下的冷却时间等。
ASME N-755 中规定的热熔对接要求适用于单高压(SHP)程序,同时需要进行熔合性能试验,并作为对接熔合程序的鉴定。 FPS 鉴定的目的是确定拟用于施工的熔合接头是否能够提供预期所需的性能。具体而言,ASME N-755 中要求使用光滑试样进行高速拉伸冲击试验和高温持续压力试验以鉴定是否符合FPS, 并要求进行自由弯曲试验以鉴定管焊机操作员的操作是否达标。
3 总结与展望
3.1 总结
在使用规范案例ASME N-755 时, 需要特别注意以下几点:
a. ASME N-755 规定了设计温度不超过60 ℃、设计应力不超过许用应力的核电厂三级安全埋地HDPE 管道的设计、制造和安装要求;
b. 在熔合过程中必须使用数据采集记录仪记录熔合过程的所有信息,以供熔合后与FPS 进行比较,以确保熔合过程的可靠性;
c. 所有性能检查均应按照规范程序执行并达到安全要求,同时应向授权的检查员提供书面程序、 程序能力证明记录和人员资格的相关证明;
d. 材料采购和接收人员、对熔合接头进行检查的人员和对管道进行性能测试的人员都应接受相应要求的培训,并获取资质,所有过程都必须接受相关第三方人员的监督,并将数据记录存档。
3.2 展望
由于ASME 是针对所有机械设备的标准,因此它所规定的内容范围设置得较低, 导致ASME N-755 存在一定的限制性, 仅适用于符合ASME第Ⅲ卷三级部件要求的核电厂埋地管道系统用HDPE 管。 近年来,随着材料科学、焊接技术等的快速发展,ASME N-755 也应顺应科技发展适当增改其适用条件。 如:
a. 早期,美国核电站所用的HDPE 管道材料为PE3408 树脂, 该材料为电力行业提供管道服务超过25 年。 近年来,升级的PE4710 树脂材料由于具有良好的抗裂性和优良的耐腐蚀性,于2007 年开始应用于工业。 可以预见,将来会有性能更优良的树脂材料代替PE4710。
b. 热熔焊机的尺寸相对庞大,在HDPE 管道焊接安装时,若遇到较小的管廊施工空间将会极大地影响热熔施工进度,而电熔设备的尺寸相对较小,所需的操作空间也小。 因此,在保证电熔焊接的严密性不小于热熔焊接的条件下,可以考虑修改主要连接方式,以缩短工期、提高效率。 此外,还可以考虑将电熔焊接主要运用于对管道的修复工作中。
c. 在管道焊接过程中,不可避免地会出现未焊透、夹杂及气孔等内部缺陷,这些缺陷将严重影响HDPE 管的长期使用寿命。 通常,采用超声无损检测方法对焊接接头常见的内部缺陷进行检测,但ASME N-755 并未对核电用HDPE 管道焊接接头内部缺陷的无损检测方法和缺陷判定提出具体规定。 因此,这将是今后完善规范的主要方向之一。
d. Kim J S 等通过对核电站三级安全埋地HDPE 管道热熔对接性能进行研究发现,与ASME N-755-3 中的单高压熔合接头相比,ISO 21307 中给出的单低压(SLP)熔合接头显示出更好的熔合性能。为此,ASME N-755 中的熔合程序应朝着更好性能的方向给出相应的修正。
e. 近年来,我国在核电建造的自主创新方面也有了长足的进步。 HDPE 材料在AP1000 核电站中的首次使用获得了很多实践经验。 因此,我国也应积极承担核电用HDPE 管规范的研究和编写工作,促进和推广HDPE 管在我国核电站的运用。
