焊接电流对高速电渣单层堆焊的成分及性能的影响
2021-10-21楚成刚,范阳阳,龙柄宏
楚成刚,范阳阳,龙柄宏


摘要:采用高速电渣堆焊焊材进行1 200 A、1 500 A、1 800 A梯度电流条件下的单层堆焊试验,研究了电流对堆焊层化学成分、铁素体数FN的影响规律,并分析堆焊层微观组织。国产单层电渣堆焊焊材在不同电流下具有良好的焊接工艺性,焊后自动脱渣,堆焊层具有良好的平整度及直线度。理化性能结果显示,不同电流水平下的化学成分、铁素体、硬度、侧弯、晶间腐蚀、氢剥离结果均满足技术条件要求。在堆焊厚度相同的条件下,随着焊接电流增大及焊接速度加快,熔深及稀释率增大,堆焊层主要合金元素中Cr、Ni含量下降,铁素体含量降低,工程应用中可通过调节焊接参数控制堆焊层的铁素体含量。金相分析结果显示,堆焊层组织均为奥氏体+少量δ铁素体,在热处理后熔合线上出现了10~20 μm的黑色碳化带,主要是由超低碳不锈钢堆焊层与中碳母材之间较大的碳含量差异引起。
关键词:高速电渣堆焊;单层;稀释率; 铁素体;焊接材料
中图分类号:TG448 文献标志码:A 文章编号:1001-2003(2021)09-0055-06
DOI:10.7512/j.issn.1001-2303.2021.09.11
0 前言
目前,在大型石化容器制造领域的临氢设备容器内壁不锈钢带极堆焊,国内基本上采用成熟的双层堆焊工艺,但该工艺堆焊周期长,堆焊成本较高。单层电渣堆焊能够在提高堆焊速度的同时,仅堆焊一层即可达到要求的耐蚀层成分,降低堆焊层的总厚度,减少熔敷金属的堆积量,大幅提高熔敷效率。但单层堆焊技术对堆焊工艺和堆焊材料的要求非常高,堆焊质量不易控制[1-3]。
通过开发新型堆焊材料和堆焊工艺,国外如日本制钢所、神户制钢高砂工厂、印度L&T等公司已经成功将单层带极堆焊技术应用于加氢反应器内壁堆焊,且在2004年单层堆焊已经占到超过50%的比例[4]。我国自20 世纪90 年代起,兰石重装、抚顺机械厂、一重等大型企业开始单层带极电渣堆焊技术攻关,经过20多年的发展,国产单层堆焊材料在加氢反应器上也取得了应用[5-6]。
单层带极电渣堆焊技术堆焊层的化学成分和铁素体含量控制难度较大,尤其是高速堆焊,还要考虑成形及性能要求,开展单层高速堆焊工艺技术研究对于产品开发及技术应用具有重要意義。
1 试验材料及方法
1.1 试验材料
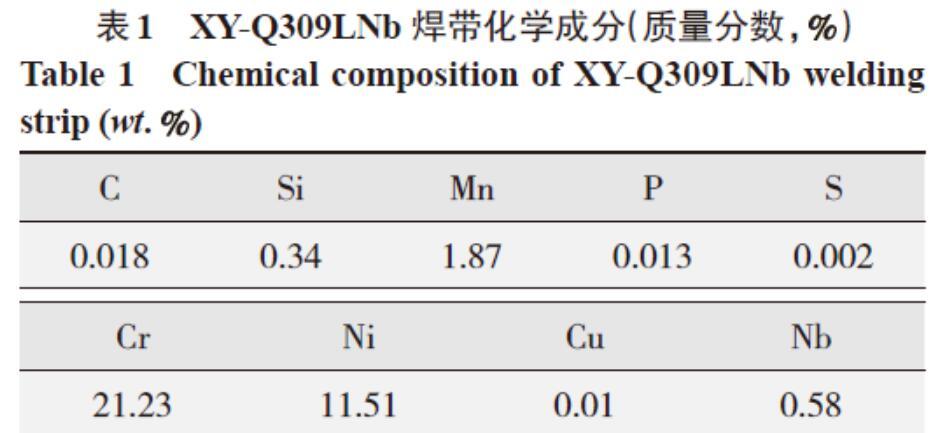
试验采用单层堆焊获得347耐蚀层成分,堆焊层厚度按制造技术条件要求控制在4.5~5.0 mm;焊接材料为高速电渣单层堆焊焊带+焊剂组合,其中焊带型号为XY-Q309LNb,规格60 mm×0.5 mm,焊剂型号为XY-AF513,规格10~80目。基材试板采用12Cr2Mo1R,试板规格400 mm×300 mm×50 mm。焊带化学成分如表1所示。
1.2 焊接及热处理参数
采用的焊接电源为两台并联的ESAB 1251埋弧焊电源,最大电流负载能力为2 500 A。为了评估不同焊接电流对单层堆焊的成分及耐蚀层影响,设置1 200 A、1 500 A、1 800 A共3个梯度的试验电流。焊接速度随着电流增加适当增大,以获得相同的堆焊层厚度,使用的焊接参数如表2所示。焊后按(250~300)℃×2 h进行后热,热处理按照Min.PWHT (690±14) ℃×8 h和Max.PWHT (690±14)℃×32 h进行。
2 试验结果
2.1 焊道成形
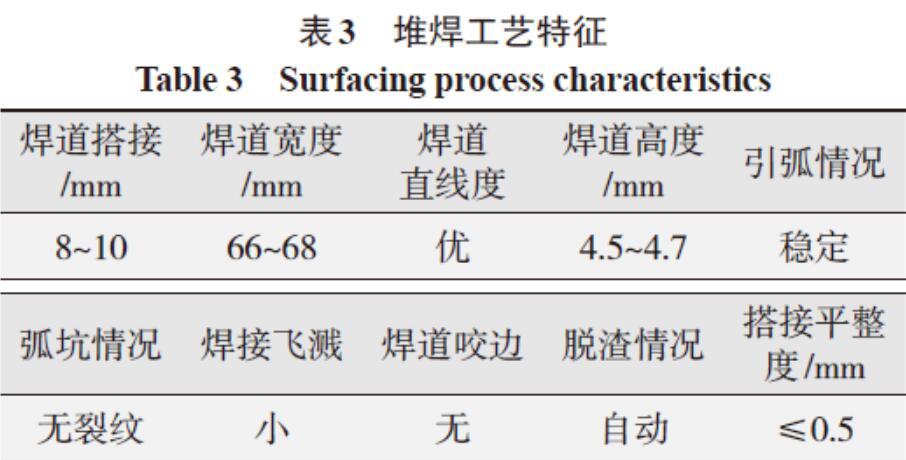
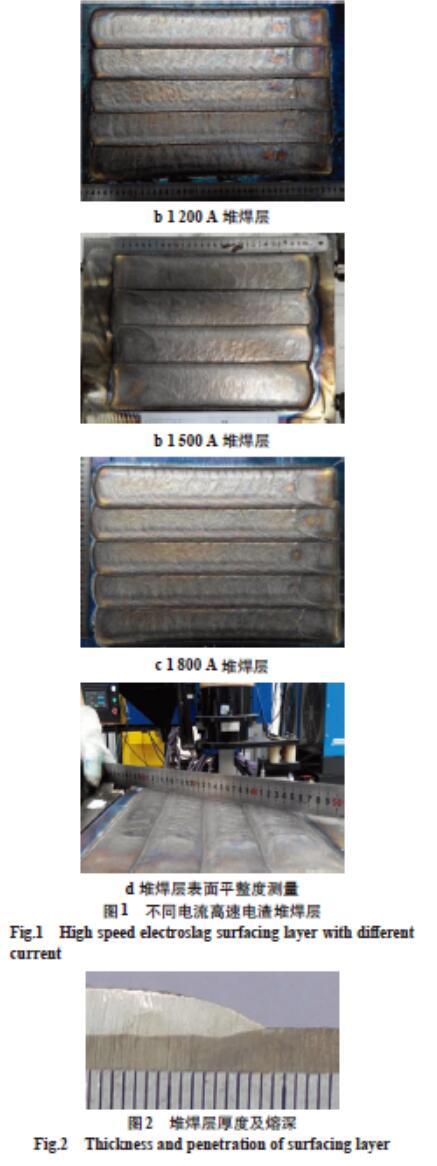
每种参数堆焊一块试板,3种参数下的堆焊过程都较为稳定,飞溅小,焊后渣壳整体翘起脱落,堆焊直线度好,工艺性特征归纳至表3。
堆焊过程中未出现咬边、气孔、夹渣等工艺缺陷,焊接电流1 200 A、1 500 A、1 800 A试验电流时焊缝成形如图1所示。
2.2 无损检测
堆焊完成后,分别按照NB/T 47013.3-2017和NB/T 47013.5-2015对堆焊层进行焊态下结合面及堆焊层的100%UT+100%PT无损检测,3种参数下的堆焊层检测结果均为Ⅰ级合格。
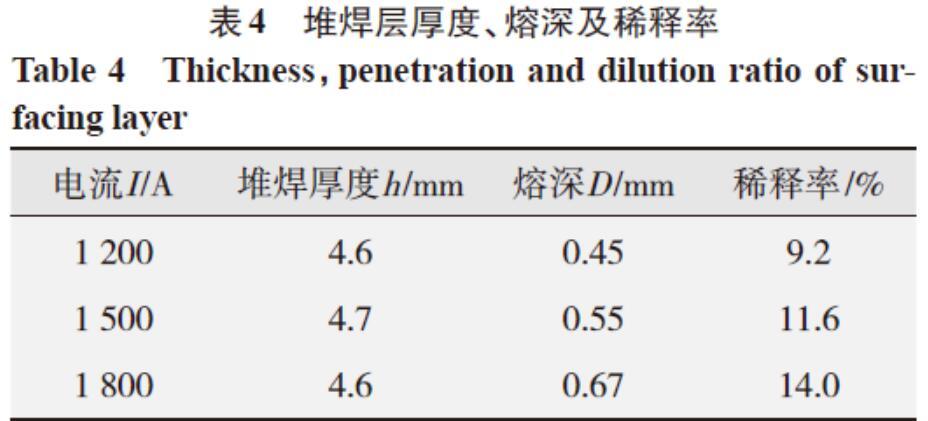
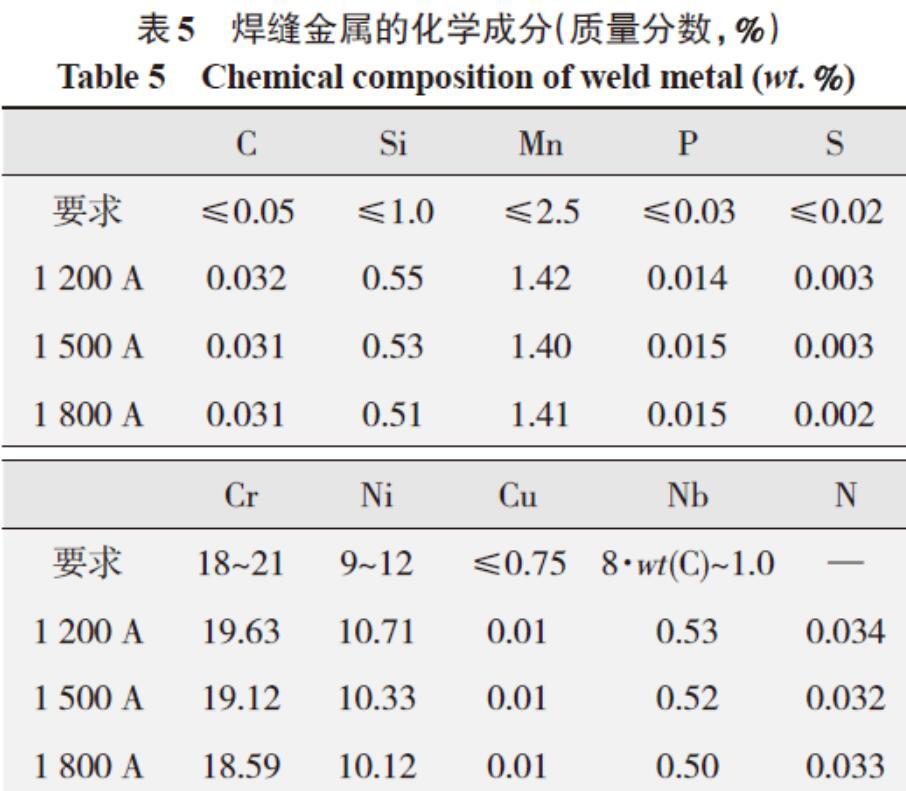
2.3 堆焊层厚度、熔深及稀释率
对3种参数焊态下的截面进行分析,通过图像软件测量堆焊层厚度、熔深和熔化面积,并计算稀释率,测量方式如图2所示,测量结果如表4所示。可以看到,在堆焊层厚度一致的情况下,随着焊接电流的增大,焊缝的熔深增加,稀释率逐渐增大。
2.4 化学成分
按照制造技术条件要求,在焊态堆焊层表面以下3 mm处取试样测试化学成分,数据如表5所示。
由表5可知,3种参数下获得的堆焊层的化学成分均满足技术条件要求。随着电流的增大,堆焊层主要合金元素Cr、Ni含量逐渐降低,其他合金元素变化较小。熔敷金属中S、P含量均控制在较低水平,有效保证了电渣堆焊过程中大电流焊接过程的抗裂性。
2.5 铁素体含量测定
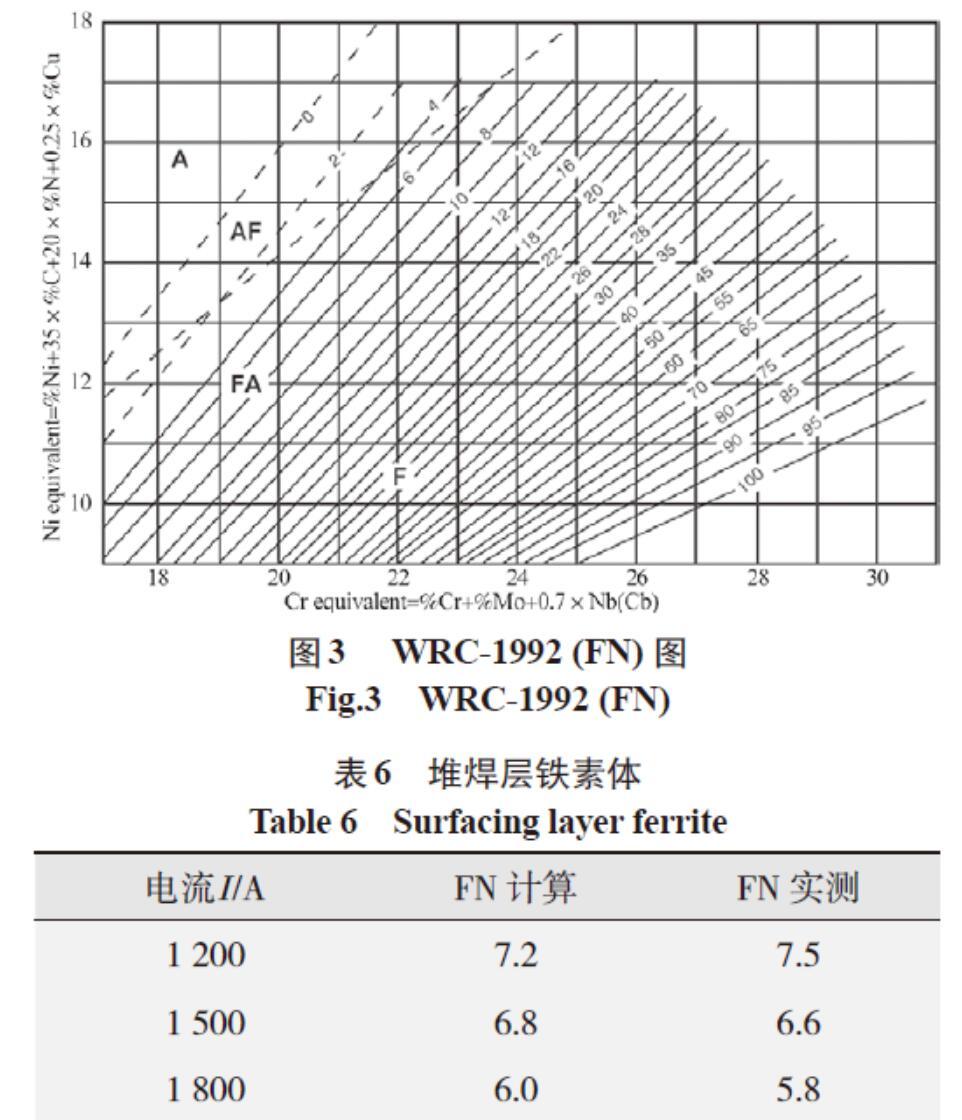
采用ANSI/AWS A4.2 《测定奥氏体——铁素体双相不锈钢焊缝金属中δ铁素体含量和磁性测定仪器的标定标准方法》中规定的方法对铁素体测量仪进行标定,然后在经过打磨的焊态堆焊层表面上测量铁素体;要求至少测量6点,技术要求值FN为3~8。同时,根据表5中化学成分,利用WRC-1992图(见图3)计算得到铁素体,结果见表6。
可以看到,3种参数下堆焊层铁素体数的计算值和实测值有良好的一致性,均满足技术条件要求。随着电流的逐渐增加,计算值和实测值逐渐减小。
2.6 弯曲试验
对单层堆焊试板沿平行于堆焊方向和垂直于堆焊方向各取4件大侧弯试样和4件小侧弯试样,进行Max.PWHT态侧弯试验。按照GB/T 232要求进行试验,3种参数下的侧弯结果全部合格,如图4所示。
2.7 晶间腐蚀试验
对单层堆焊试板进行Max.PWHT态晶间腐蚀试验,每种参数取2块试样,试样尺寸为3 mm×20 mm
×80 mm,试样拉伸面为堆焊层上表面。由于Max.PWHT是产品制造的最大模拟状态,其热处理保温时间为32 h,是Min.PWHT保温时间的4倍,该条件下做晶间腐蚀最苛刻。在压力容器且内壁不锈钢堆焊技术条件中,只对Max.PWHT状态的晶间腐蚀进行考核,因此试验条件限定为Max.PWHT状态。试验方法按ASTM A262 E法规定执行,试验结果均未发现晶间腐蚀引起的裂纹或开裂倾向,3种参数均合格。
2.8 硬度试验
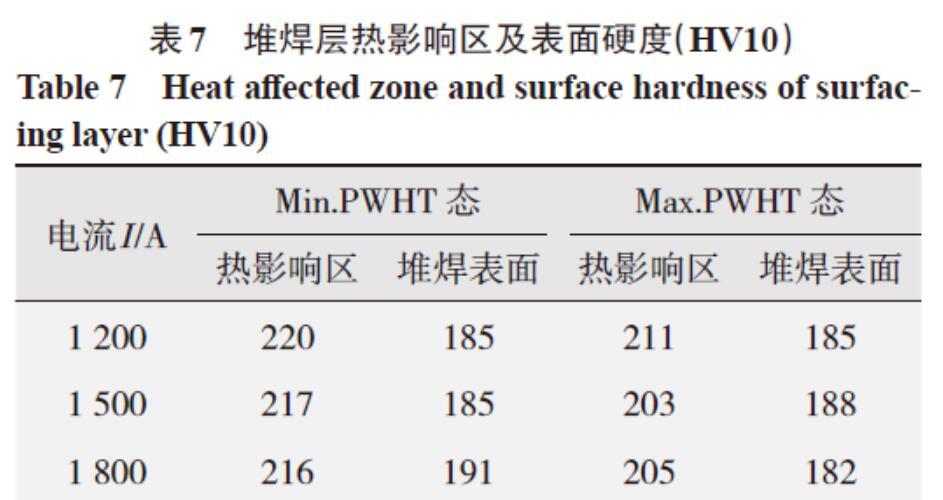
对堆焊层进行了Min.PWHT态和Max.PWHT态下硬度试验。试验结果如表7所示。
由表7可知,相同热处理状态下,电流对热影响区和堆焊层的硬度影响较小。3种参数下堆焊层和热影响区的硬度值均满足技术条件HV10≤235的要求。同样参数下与Min.PWHT态硬度相比,Max.PWHT之后热影响区硬度略有降低,堆焊层硬度基本保持不变。
2.9 氢剥离试验
从堆焊试板截取并制备三种参数下Max.PWHT态氢剥离试样,试样尺寸和试验程序符合ASTM G146-01(2013)标准要求。试验共经历2个循环,具体参数和试验结果如下:
(1)第1个循环。试验温度为454 ℃,试验充氢压力20 MPa,保温时间48 h,升温速率50 ℃/h,降温速率按照250 ℃/h的速度进行。
(2)第2个循环。试验温度为454 ℃,试验充氢压力20 MPa,保温时间48 h,升温速率50 ℃/h,降温速率按照300 ℃/h的速度进行。
试验结果表明,试样在充氢前、第1个循环和第2个循环出炉后、48 h和7天后分别检测试样均未发现剥离缺陷,3种参数下氢剥离试验结果合格。
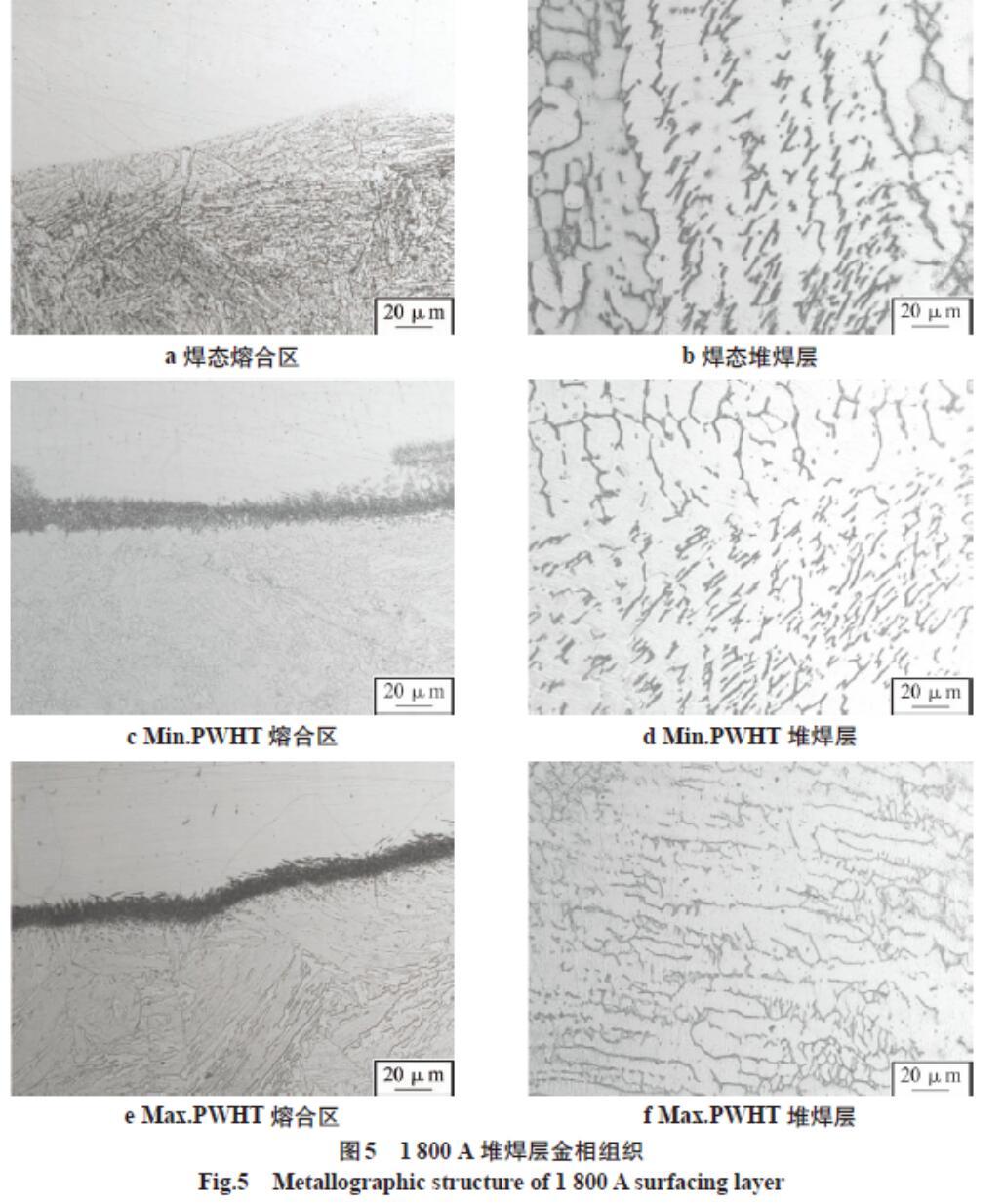
2.10 金相组织
截取焊态、Min.PWHT态和Max.PWHT态熔合区试样,经打磨、抛光、腐蚀制取金相试样,在金相显微镜下观察熔合区、不锈钢堆焊层的组织,3种电流条件下整体特征一致。其中1 800 A参数下金相组织如图5所示,可以看出堆焊层均为奥氏体+少量δ-铁素体组织。经过焊后热处理,在焊道熔合线附近出现了宽度均为10~20 μm的黑色碳化带,使熔合线附近的基材出现了贫碳层,熔合线附近的堆焊层中出现了增碳层。
3 分析与讨论
从系列试验结果来看,随着焊接电流的增大,堆焊层主要合金元素Cr、Ni含量逐渐降低,计算铁素体数FN和实测铁素体数逐渐减小,3种参数下的堆焊层化学成分、铁素体数、弯曲试验、晶间腐蚀试验、硬度试验、金相试验、氢剥离等结果均符合技术要求。
堆焊时基体金属(母材)熔入焊缝后会使其合金元素比例发生变化,堆焊层中的有效合金元素含量相对降低,通常用稀释率表示[7]。随着堆焊电流增加,稀释率增大,堆焊层中Cr、Ni含量逐渐减少,与表4的稀释率统计结果一致。Cr元素的降低幅度更明显,对应至WRC-1992图中的Cr当量及Ni当量变化中,Creq的降幅大于Nieq的降幅,因此,铁素体数量也相应降低。在运用单层电渣堆焊技术时,通过调节焊接电流及焊接速度,控制堆焊层成分中Cr和Ni的含量,可以对铁素体数进行一定的调控,以满足不同设计条件中对铁素体数的严格要求。
堆焊过程中,C从含量较高的低合金母材(一般为0.12%~0.18%)向超低碳的不锈钢焊缝中迁移,结果在低合金一侧的母材上形成脱碳层,在不锈钢一侧上形成增碳层,称为C迁移现象[8-9]。Cr-Mo钢堆焊奥氏体不锈钢的C迁移不是发生在焊接过程中,而是发生在焊后热处理(600~700 ℃长时间加热)过程中[10]。焊缝中的元素能够影响碳迁移,促进石墨化的元素(如Ni)能抑制C迁移,而稳定碳化物的元素则会促进C迁移[11]。不同电流水平下,熔敷金属的合金元素差异较小,对C迁移影响不大,因此三种参数下熔合线附近黑色碳化带宽度差别不大。
4 结论
(1)在较大的电流参数范围内,国产单层堆焊焊带/焊剂组合XY-Q309LNb/XY-AF513焊接工艺性良好,堆焊层化学成分及铁素体数、力学性能等均能够满足相关技术要求。
(2)焊接电流增大,堆焊厚度相同的条件下,稀释率增大,堆焊层主要合金元素Cr、Ni含量下降,铁素体含量降低。工程上可以通过调节焊接电流和焊接速度,控制焊缝的成分,进而调整铁素体含量。
(3)同样电流下与Min.PWHT态硬度相比,Max.PWHT之后热影响区硬度略有降低;焊接电流变化对堆焊层硬度影响不大。
(4)热处理后,堆焊熔合线上均发生C迁移现象,出现10~20 μm的黑色碳化带。焊接参数变化对C迁移影响不大。
参考文献:
[1]宋宝瑞,范阳阳,王迎君,等. 高速带极电渣堆焊焊材国产化研究[J]. 中国化工装备,2017(3):16-19.
[2]王浩然,汪祯杰,于龙华,等. 加氢反应器不锈钢单层带极电渣堆焊工艺研究[J]. 化學工程与装备,2016(10):161-162.
[3]李鹏飞.热高压分离器单层堆焊技术研究[J].中国化工装备,2018(1):14-21.
[4]张国信.对加氢反应器国外制造商的考察报告[J]. 炼油技术与工程,2005,35(8):24-27.
[5]徐锴,冯伟,邹力维,等. 工艺参数对带极单层电渣堆焊层成分、成形及性能的影响[J]. 焊接,2019(12):32-36.
[6]刘宝剑,孔凡红,王天先,等. 国产单层带极电渣堆焊焊材在加氢反应器的应用[J]. 压力容器, 2019,36(9):70-77.
[7]李亚江.焊接冶金学[M]. 北京:机械工业出版社,2006:264-269.
[8]柴祥东.加氢设备的异种钢焊接和堆焊[J].石化油工设备技术,2019.40(3) : 57-62.
[9]Lundin C D. Dissimilar metal welds—Transition joints literature review[J]. Weld. Res. Suppl.,1982(61):58.
[10]倪瑞澄, 朱逢吾. 关于异种钢焊接接头的碳迁移问题[J] . 金属学报,1978, 14 (1) : 96-106.
[11]范东亮,唐计龙,高殿宝,等. E347 型不锈钢单层带极电渣堆焊技术研究[J].一重技术,2020(3):29-33.
