75N U95Cr重载用过共析钢轨气压焊质量研究
2021-10-21廖马宏,戴虹,杨翰,郑霄
廖马宏,戴虹,杨翰,郑霄






摘要:在大秦、朔黄等重载铁路线路上,为了更好地满足钢轨高耐磨性的使用需求,攀钢集团研发出了1 330 MPa高耐磨U95Cr过共析钢轨,现场焊轨施工亟需可靠稳定高效的焊接工艺。采用 GPW-1200数控式气压焊轨机对75N U95Cr钢轨开展了焊接和正火工艺试验研究。结果表明,采用该套工艺参数焊接(第一阶段,乙炔/氧气:111/107 SLM,焊接加热270 s;第二階段,乙炔/氧气:92/87 SLM,焊接加热90 s)U95Cr接头,硬度满足《试铺试验用高耐磨、高强韧过共析钢轨气压焊接技术条件》要求,落锤、静弯、疲劳、拉伸、冲击、金相及晶粒度满足TB/T 1632.4 《气压焊接》要求,气压焊接头性能稳定性、可靠性好,与闪光焊接头性能相当。
关键词:U95Cr过共析钢轨;气压焊;正火工艺试验;力学性能
中图分类号:U213.9+2 文献标志码:A 文章编号:1001-2003(2021)09-0091-05
DOI:10.7512/j.issn.1001-2303.2021.09.17
0 前言
随着铁路运输的高速发展,高速、重载铁路对运营安全,线路运行的运能及线路使用寿命提出了更高的要求。我国重载铁路钢轨与国外相比存在一定的差距,尤其是小半径曲线钢轨剥落、马鞍形磨耗等病害问题还没有完全解决[1-6]。攀钢新研制成功的U95Cr,其碳含量提升至0.95%,铬含量提升至0.7% 以上,耐磨性能提升了20%[7-8]。U95Cr的成分与以往的珠光体类重载钢轨有区别, 碳含量的增加和合金元素的加入均会对钢轨的可焊产生明显影响,焊接接头容易出现二次渗碳体和软化问题,成为制约U95Cr 上线推广应用的技术难题。
文中对U95Cr钢轨进行气压焊接工艺和接头质量研究,为其在重载线路上的推广使用提供技术支撑。
1 试验条件
试验采用为攀钢75N U95Cr热处理钢轨材料,其化学成分和力学性能如表1所示。
采用集装箱式GPW-1200型气压焊轨机进行焊接和焊后热处理一机化施焊。焊接及正火工艺参数如表2所示[9]。
焊接及正火过程的钢轨接头温度监测采用OPtris便携式红外测温仪IR P20,检测位置为钢轨的轨顶面焊缝中心。
按照 TB/T 1632.4《气压焊接》及《试铺试验用高耐磨、高强韧过共析钢轨气压焊接技术条件》要求进行型式检验,包括探伤、平直度、硬度、金相显微组织、晶粒度、拉伸、冲击、落锤、静弯和疲劳试验。
2 试验结果
2.1 焊接热循环过程
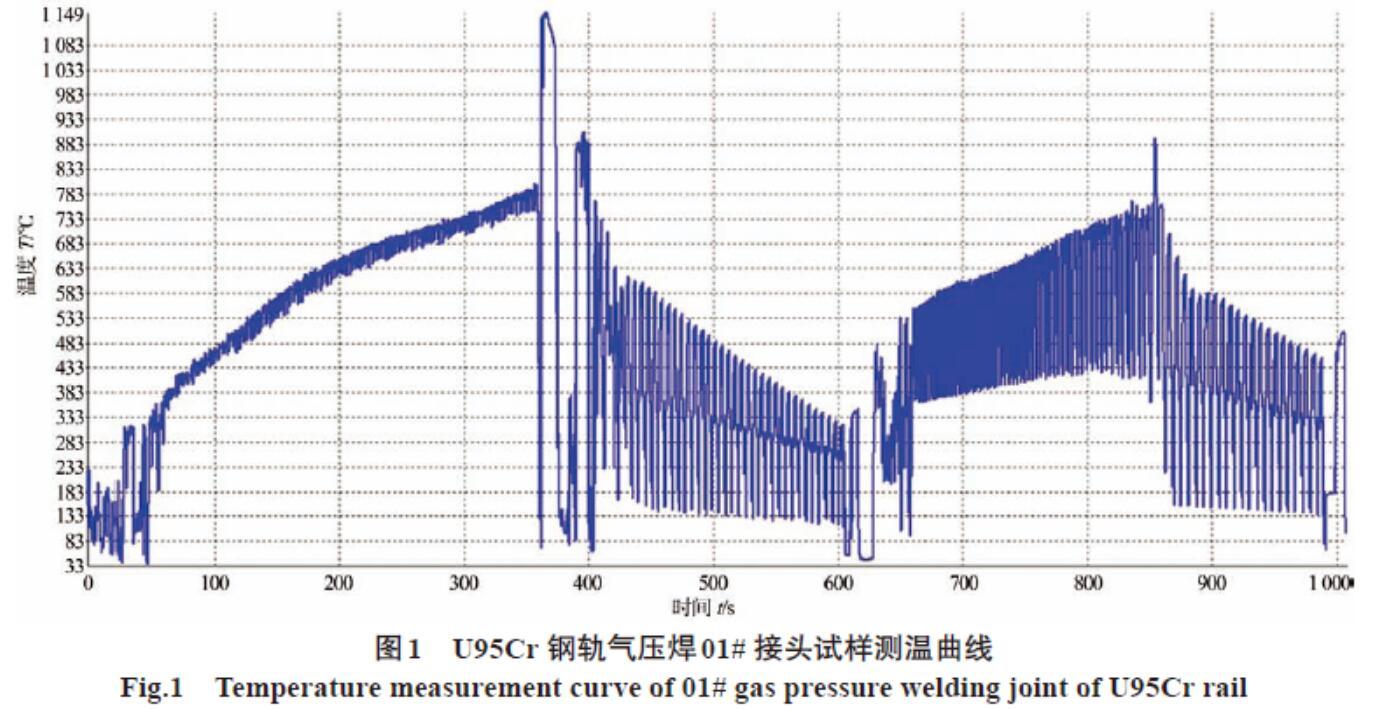
U95Cr钢轨气压焊接头焊接和正火过程的温度与冷却速度典型测温曲线如图1所示,结果主要有:
(1)焊接过程中,轨头焊缝处焊接加热峰值温度为1 080~1 178 ℃,焊后喷风冷却过程中焊缝温度由800 ℃冷却至500 ℃的时间为92~105 s,此温度区间冷却速度为2.90~3.12 ℃/s,焊后喷风冷却结束焊缝温度为334~380 ℃。
(2)正火过程中,轨头焊缝处正火加热峰值温度为892~957 ℃,正火强制风冷过程中焊缝温度由800 ℃冷却至500 ℃的时间为95~98 s,此温度区间冷却速度为3.06~3.20 ℃/s,正火强制风冷结束焊缝温度为457~500 ℃。根据U95Cr钢轨CCT图,在此工艺下不会产生马氏体脆硬组织。
2.2 落锤试验结果
根据 TB/T 1632《钢轨焊接》标准要求[10],落锤高度为3.8 m,两次不断即为合格。本次试验选择比标准要求更高的落锤高度5.2 m,对01#~20#接头进行落锤试验,结果如表3和图2所示。接头全部合格,断口均未见缺陷,焊缝断口呈撕裂状,焊合效果好。
2.3 显微组织及晶粒度
选取23#接头进行金相组织分析,结果如图3所示,焊缝组织为珠光体和少量铁素体,热影响区组织为珠光体组织,无马氏体组织。选取24#及25#接头进行晶粒度评定,结果如表4所示,接头焊缝区域的晶粒度均在6级以上,满足TB/T1 632.4《气压焊接》标准要求。
2.4 硬度试验
21#接头轨顶面及22#接头纵断面的硬度试验结果如表5所示,满足《试铺试验用高耐磨、高强韧过共析钢轨气压焊接技术条件》规定的轨顶面接头硬度大于340 HB要求。
2.5 拉伸性能试验结果
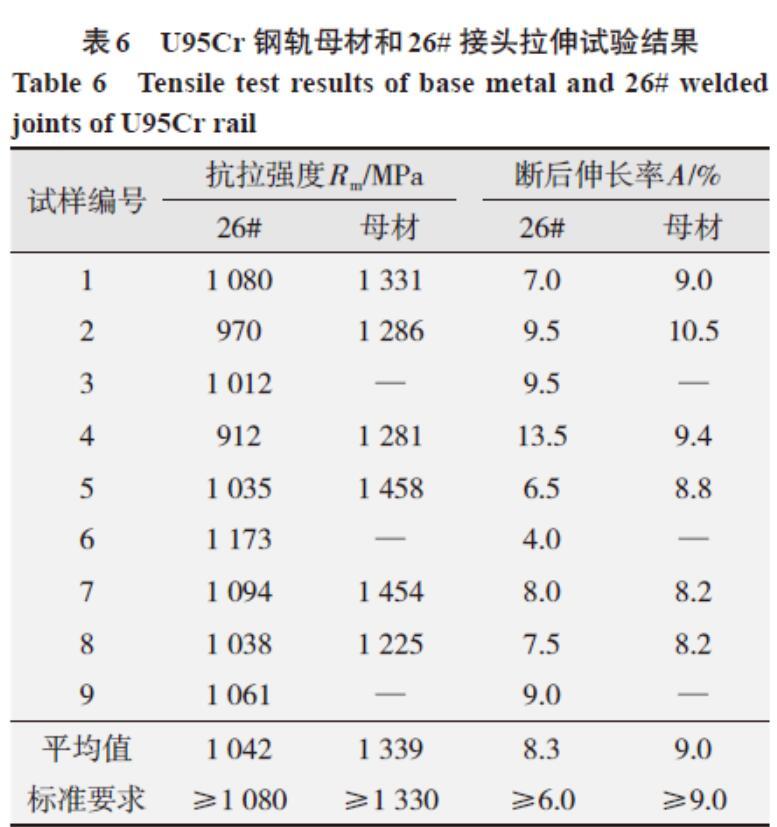
U95Cr钢轨母材和26#接头拉伸试验结果如表6所示,母材抗拉强度平均值为1 339 MPa,断后伸长率平均值为9.0%,26#接头的抗拉强度平均值为1 042 MPa,断后伸长率平均值为8.3%,满足标准TB/T 1632.4 《气压焊接》中抗拉强度Rm≥980 MPa、伸长率A≥6.0%的要求。
2.6 冲击性能试验
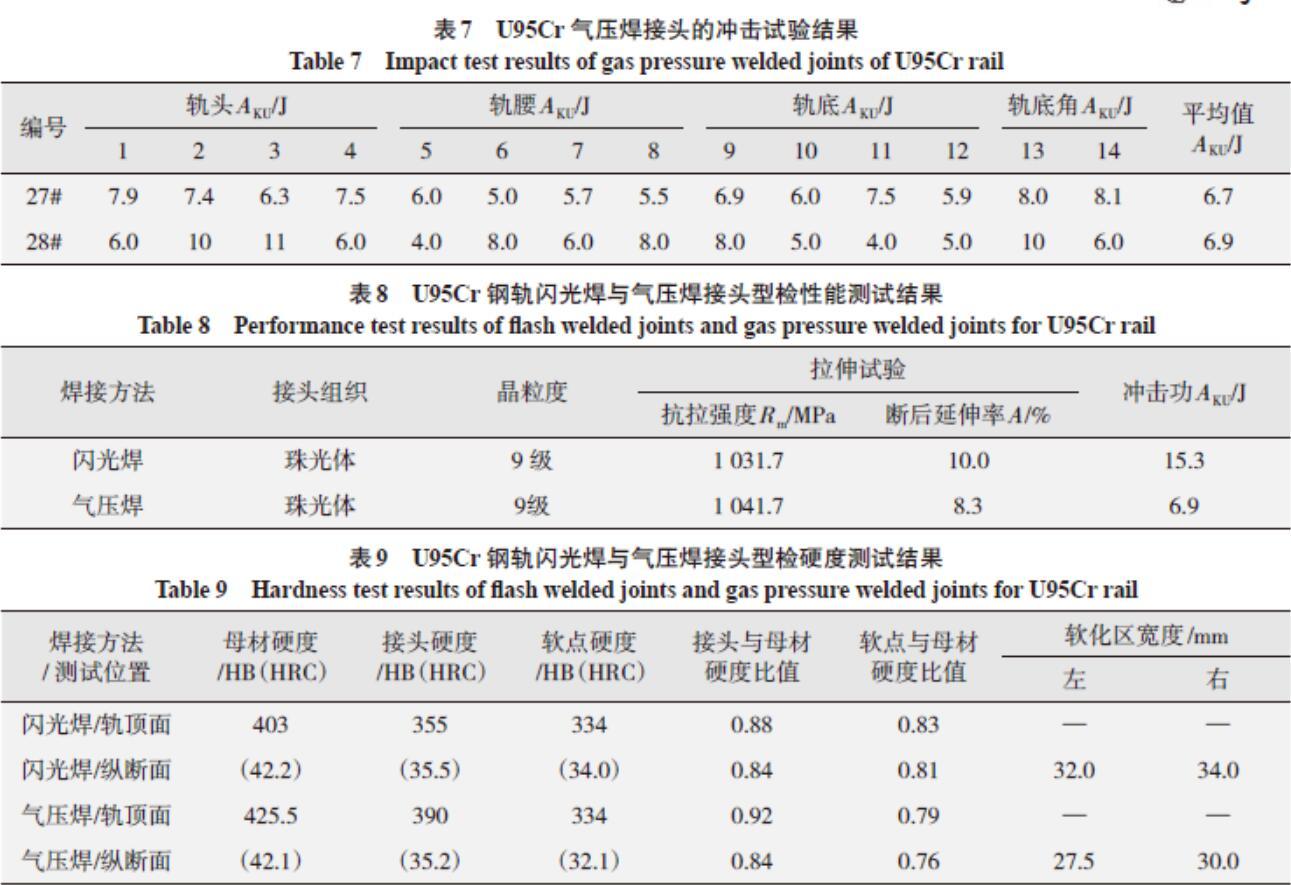
U95Cr钢轨27#、28#气压焊接头冲击试验结果如表7所示。27#接头冲击试样的冲击功平均值为6.7 J,28#的冲击功均值为6.9 J,满足标准TB/T 1632.4 《气压焊接》规定平均值AKU≥6.5 J的要求。
2.7 静弯试验
对U95Cr钢轨29#~43#接头进行静弯试验,结果表明:在轨头受压承受1 960 kN载荷、fmax为12 mm条件下未发生断裂,在轨头受拉1 717 kN载荷、fmax为10 mm条件下也未发生断裂,满足 TB/T 1632.4《气压焊接》要求。
2.8 疲劳试验
对U95Cr钢轨44#~46#接头进行疲劳试验,结果表明:试样在疲劳载荷Fmax为429 kN和Fmin为86 kN,试验频率为5 Hz、应力循环系数r=0.2的作用下,循环2×106次未发生断裂,满足 TB/T 1632.4《气压焊接》要求。
3 闪光焊与气压焊接头的质量对比
对比分析75N U95Cr钢轨闪光焊与气压焊接头型检报告数据,结果如表8、表9所示。可以看出,气压焊和闪光焊焊接方法焊接U95Cr钢轨的接头强度、硬度、软化区宽度水平相当,组织类型均为珠光体,晶粒度均大于9级,整体接头性能水平相当。
4 结论
(1)采用GPW-1200(75)气压焊轨机及成套焊轨工艺焊接攀钢75 N U95Cr(PG5)过共析钢钢轨,接头各项指标(含落锤、金相、晶粒度、拉伸、冲击、静弯和疲劳等)满足TB/T 1632《钢轨焊接》要求,硬度满足《试铺试验用高耐磨、高强韧过共析钢轨气压焊接技术条件》要求,无马氏体组织,接头质量稳定可靠。
(2) 采用文中工艺参数,75N U95Cr钢轨气压焊接头与闪光焊接头的各项性能水平相当。
(3) 75N U95Cr高强耐磨钢轨气压焊接头热影响区存在软化问题,采用正火快速冷却工艺,接头会出现马氏体脆硬组织,减缓冷却速度又会出现软化,这个问题有待于今后进一步研究。
参考文献:
[1]李光瀛,邓建辉.高速重載钢轨的开发与PD3钢轨的组织性能[A].中国金属学会.2005中国钢铁年会论文集(第3卷)[C].中国金属学会:中国金属学会,2005:13.
[2]杨德修.重载铁路轨道技术发展方向研究[J].铁道工程学报,2012,29(2):41-44.
[3]田葆栓.世界铁路重载运输技术的运用与发展[J].铁道车辆,2015,53(12):10-19,5.
[4]周清跃,张建峰,郭战伟,等.重载铁路钢轨的伤损及预防对策研究[J].中国铁道科学,2010,31(1):27-31.
[5]熊嘉阳,邓永权,曹亚博,等.重载铁路轮轨磨耗及其对安全运行的影响[J].西南交通大学学报,2014,49(2):302-309.
[6]马培德,王雪红.钢轨波浪磨耗形成原因及预防[J].石家庄铁道学院学报,1995,18(4):64-68.
[7]张银花,李闯,周清跃,等.我国重载铁路用过共析钢轨的试验研究[J].中国铁道科学,2013,34(6):1-7.
[8]李闯,张银花,周清跃,等.过共析钢轨使用性能研究[J].铁道建筑,2015(10):147-150.
[9]钟元,戴虹,周世恒,等. 75 kg/m U78CrV热轧钢轨与热处理钢轨气压焊质量研究[J].热加工工艺,2016,46(15):193-198.
[10]TB/T 1632.4钢轨焊接 第4部分:气压焊接[S]. 2014.
