钢轨交流闪光焊新型加热控制方式
2021-10-21张扬,吕其兵,王晓,陶启明
张扬,吕其兵,王晓,陶启明
摘要:固定PLC扫描周期,基于伺服电磁阀,实现了一种基于电流反馈的钢轨交流闪光焊新型加热控制方式:焊机机头动端夹钳在固定振动的基础上叠加一个变速送进运动的加热控制方式,实现钢轨端面的快速高质量加热。采用红外热像仪采集原脉动加热工艺与该加热工艺高压阶段即将结束时的温度场并进行对比分析,结果表明:同样的加热时间条件下,新型加热控制方式高温区域宽度较原脉动闪光焊增加了13.82%以上。结合焊接曲线可知,新型加热控制方式通过提升最小电流值、减少断路时间的方式提高了加热效率,可快速建立高温温度场宽度。
关键词:钢轨交流闪光焊;焊接温度场;加热控制
中图分类号:U213.9+2 文献标志码:A 文章编号:1001-2003(2021)09-0085-06
DOI:10.7512/j.issn.1001-2303.2021.09.16
0 前言
2017年底,我国高铁总里程占世界总量66.3%[1],这代表着我国高速铁路的发展进入了一个里程碑式的阶段。随着我国高铁的不断建设,无缝线路逐渐走进了人们的视野。无缝线路指一种长钢轨线路,是由多根标准长度的钢轨焊接在一起形成的,具有乘坐舒适、维修费用低的优点[2],钢轨焊接是无缝线路建设的关键技术之一。相比较其他钢轨焊接方式而言,闪光焊具有焊接质量稳定和自动化程度高的优点,是目前国内线路实际生产中最常用的钢轨焊接方式,截至2010年底,占比高达87%以上[3]。
根据钢轨闪光焊的加热方式,可将其分为预热闪光焊、脉动闪光焊和连续闪光焊[4]。预热闪光焊通过钢轨端面多次短路来加热,该加热方式主要被直流焊机采用,其加热宽度合适,焊缝晶粒均匀,但是所需电源功率大[5];连续闪光焊的特点是焊接电流小,焊接效率较低;脉动闪光焊采用较宽脉冲预热,会出现一定时间的短路,对变压器负载大,且短路时间低于预热闪光焊,焊接效果总体上优于连续闪光焊[6]。
钢轨闪光焊温度场宽度及加热效率对焊接质量的影响包括以下几方面:(1)温度场过宽会导致晶粒变粗,过窄会出现马氏体,因此合适的焊接接头温度场宽度与梯度可以确保高碳当量的钢轨焊接接头不出现马氏体组织,并且不出现粗晶粒组织。(2)闪光焊不使用保护气,主要依靠液桥爆破进行自我保护,因此高温端面的高效保护十分重要。文中结合各控制方式的特点,研制出一种通过提高加热效率来实现快速加热,从而获得高保护效果,并获得顶锻前高温端面平整性的控制方式,具有良好的工程价值。
1 新型加热控制方式的模型及实现
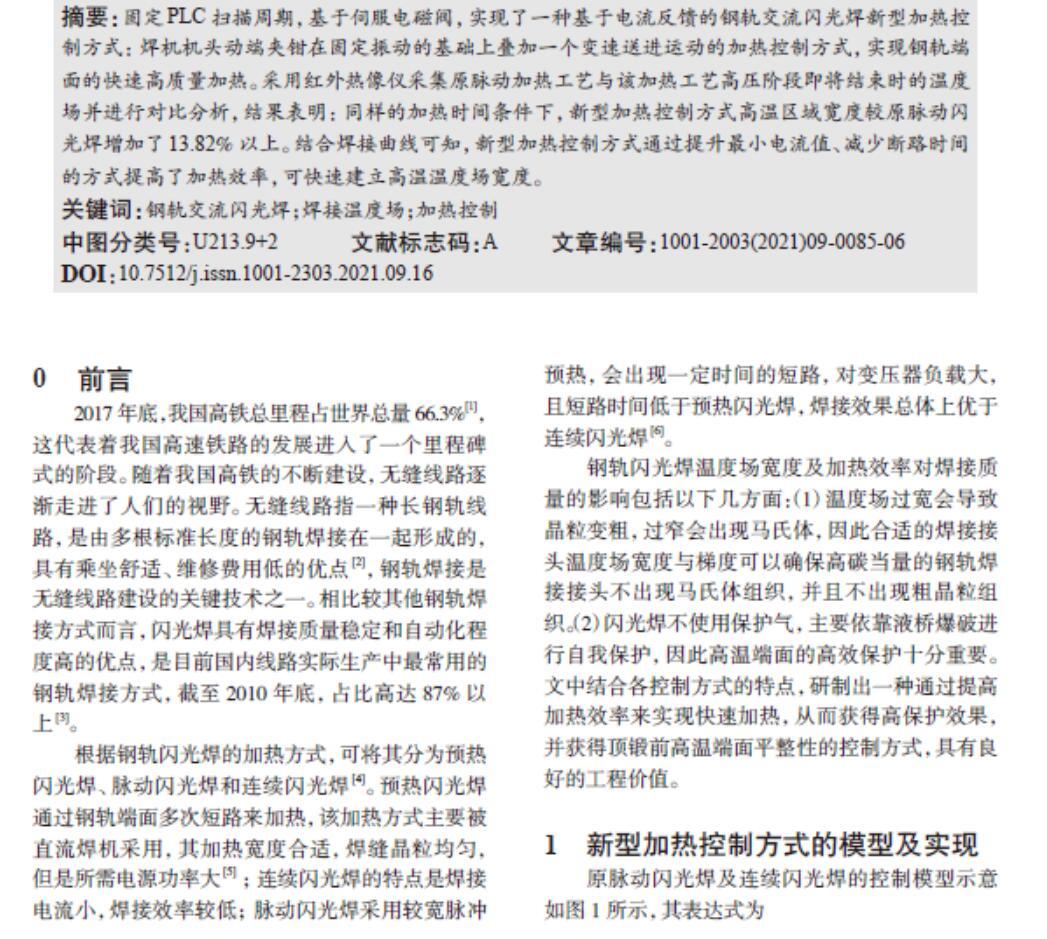
原脉动闪光焊及连续闪光焊的控制模型示意如图1所示,其表达式为
式中 v为动夹钳的实时运动速度(单位:mm/s);I为实时采集的焊接变压器一次电流;I1为工艺参数中的电流一(单位:A);I2为工艺参数中的电流二(单位:A);I3为工艺参数中的电流三(单位:A);v前进和v后退分别为工艺参数中的动夹钳前进速度(单位:mm/s)和后退速度(单位:mm/s)。为了便于PLC与上位机的数据传输,工艺参数中的后退速度均设为正值,PLC中计算时对其取负。
与脉动闪光焊原控制方式通过实时电流计算动夹钳速度的被动式运动不同,新型加热控制方式通过在固定振幅上叠加一个变送进速度来实现动夹钳的自主振动加送进,从而完成焊接。UN5-150ZB系列焊机的预闪、高压Ⅰ和高压Ⅱ阶段合并起来为建立焊接温度场的阶段[7],预闪的主要作用是闪平端面,有利于后续焊接时钢轨全端面均匀接触加热,高压Ⅰ和高压Ⅱ则是主要对接头进行加热以便形成合适的温度场,从而防止出现有害组织,有利于氧化物缺陷的挤出,便于接下来低压阶段的连续闪光。因此只在高压Ⅰ和高压Ⅱ阶段使用新型控制模型,其余阶段使用原控制模型。
1.1 动夹钳的固定振动模型
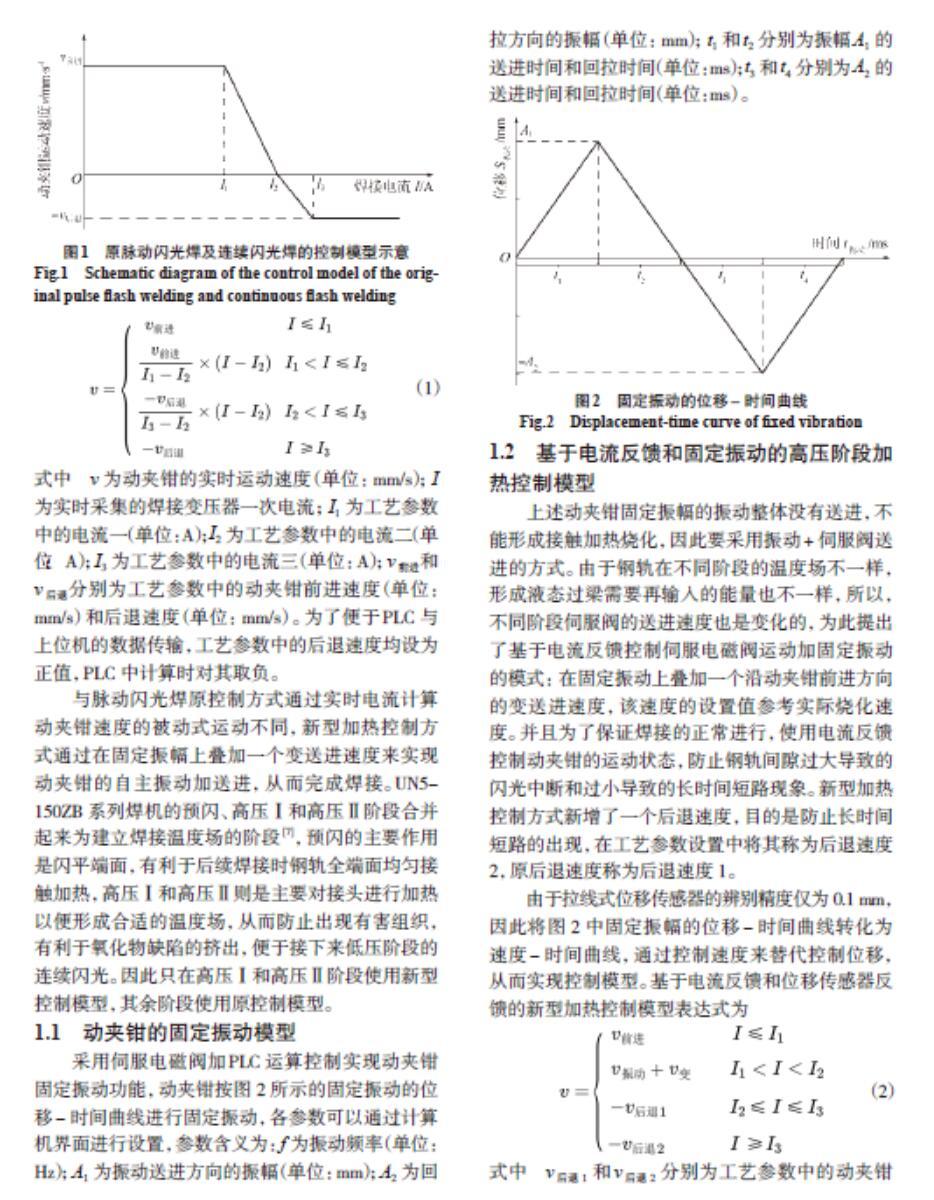
采用伺服电磁阀加PLC运算控制实现动夹钳固定振动功能,动夹钳按图2所示的固定振动的位移-时间曲线进行固定振动,各参数可以通过计算机界面进行设置,参数含义为:f为振动频率(单位:Hz);A1为振动送进方向的振幅(单位:mm);A2为回拉方向的振幅(单位:mm);t1和t2分别为振幅A1的送進时间和回拉时间(单位:ms);t3和t4分别为A2的送进时间和回拉时间(单位:ms)。
1.2 基于电流反馈和固定振动的高压阶段加热控制模型
上述动夹钳固定振幅的振动整体没有送进,不能形成接触加热烧化,因此要采用振动+伺服阀送进的方式。由于钢轨在不同阶段的温度场不一样,形成液态过梁需要再输入的能量也不一样,所以,不同阶段伺服阀的送进速度也是变化的,为此提出了基于电流反馈控制伺服电磁阀运动加固定振动的模式:在固定振动上叠加一个沿动夹钳前进方向的变送进速度,该速度的设置值参考实际烧化速度。并且为了保证焊接的正常进行,使用电流反馈控制动夹钳的运动状态,防止钢轨间隙过大导致的闪光中断和过小导致的长时间短路现象。新型加热控制方式新增了一个后退速度,目的是防止长时间短路的出现,在工艺参数设置中将其称为后退速度2,原后退速度称为后退速度1。
由于拉线式位移传感器的辨别精度仅为0.1 mm,因此将图2中固定振幅的位移-时间曲线转化为速度-时间曲线,通过控制速度来替代控制位移,从而实现控制模型。基于电流反馈和位移传感器反馈的新型加热控制模型表达式为
式中 v后退1和v后退2分别为工艺参数中的动夹钳后退速度1和后退速度2(单位:mm·s-1);v振动为固定振动此时对应的速度(单位:mm·s-1);v变根据试验和原脉动焊接过程曲线确定(单位:mm·s-1)。该模型的控制思路如下:当I≤I1时,动夹钳按固定速度前进,I2≤I≤I3时,动夹钳按固定的后退速度1后退,I>I3时,动夹钳按固定的后退速度2后退,当I1 1.3 基于PLC固定扫描周期的固定振动频率精确控制及速度计算 PLC的定时器存在误差,对于需要毫秒级的高速响应的影响很大,当动作线圈在触点前面时,最大误差为+T0(T0为扫描周期的时间[8])。在已知本焊接系统综合响应延迟时间小于10 ms的前提下,可将PLC的扫描周期固定为10 ms,以实现高速精准计时。 由图2可知,固定振动分为4个阶段,可将其称为t1、t2、t3、t4阶段。则各阶段由位移对应到速度的计算公式如式(3)所示。以A1= A2为例,固定振动叠加v变后的速度-时间曲线如图4所示。 式中 vt1、vt2、vt3和vt4分别为振动t1、t2、t3、t4阶段对应的动夹钳速度(单位:mm·s-1)。 v变的计算需要在完成一个振动周期后进行,原因是为了保证系统的响应稳定性,若每个10 ms结束后均计算v变,则v变可能会在一个振动周期内发生多次变化,输出到阀上会产生波动。使用振动各阶段的动夹钳速度,通过10 ms标志位,即可实现PLC实现新型控制模型的速度计算子程序,其流程如图5所示。其中,D10为10 ms计时的标志位,在每个扫描周期中+1,即可表示以10 ms为刻度的时间运转。为保证运转正常,在按下焊接启动键时,通过上升沿触发指令执行D10置0的指令。t1、t2、t3和t4的值对应到寄存器为Dt1、Dt2、Dt3和Dt4,寄存器中保存各阶段对应的时间,单位为10 ms,可以与D10直接进行比较来判断振动的阶段。 2 试验材料与方法 2.1 试验材料 试验材料为60 kg/m级的U75V轨,其主要化学成分如表1所示。 2.2 焊接分组及对应的参数设置 采用原脉动闪光焊参数焊接接头记为A001,工艺参数如表2所示。新型焊接工艺设计了A002、A003和A004三组焊接接头,工艺参数如表3所示,固定振动控制参数如表4所示,对应的固定振动满足t1=t2=t3=t4,A1=A2。 3 试验结果及讨论 3.1 基于焊接过程曲线的分析 A001-A004的焊接曲线如图6所示。由图可知,新型加热控制方式下的A002-A004三组接头较原脉动闪光焊下的A001的改善为:(1)短路电流减少,较长时间短路几乎消失,焊接变压器的负载降低;(2)最小电流提升,高压阶段100 A以下的焊接电流占比减少,断路时间减少。以上两点由新型加热控制方式的振动所导致,均有利于高温端面保护和端面平整性能提升。 3.2 焊接温度场的提升 选取A001-A004高压第20 s轨顶和轨腰的高温区温度场宽度作为加热效率的评判标准,焊接温度场高温区宽度实测如图7所示。 提取分析焊接温度场,轨顶的高温区宽度如表5所示,轨腰的高温区宽度如表6所示。由表5、表6可知,A002-A004较A001而言,高温区宽度最少增加了13.82%。固定时间下,新型加热控制方式三组接头的高温温度场宽度均高于原脉动闪光焊的一组接头,因此新型加热控制方式的加热效率高于原脉动闪光焊。 4 结论 (1)新型加热控制方式在同样加热时间条件下,高温区宽度较原脉动工艺增加了13.82%以上,实现了快速加热。 (2)新型加热控制方式通过振动的方式提升了最小电流值,减少了断路时间,减小了短路电流峰值和持续时间,有利于高温端面保护和端面平整性能提升。 參考文献: [1]中华人民共和国国家发展和改革委员会.关于印发《中长期铁路网规划》的通知(发改基础〔2016〕1536号)[EB/OL]. https://zfxxgk.ndrc.gov.cn/web/iteminfo.jsp?id=366, 2016-07-13. [2]卢祖文.高速铁路轨道技术综述[J].铁道工程学报,2007(1):41-54. [3]吕其兵,张曦. 高速铁路轨道焊接质量控制现状与趋势[J]. 电焊机,2019,49(2):1-5. [4]戴虹,吴细水.钢轨现代焊接技术装备综述[J]. 铁道建筑,2005(8):10-12. [5]邹良甫,张小路,高成钢.预热闪光焊与脉动闪光焊工艺比较[J]. 焊接,2014(4):64-66,76. [6]丁韦,宋宏图,骆德阳,等. U75V钢轨闪光焊工艺研究[J]. 热加工工艺,2010,39(9):135-137. [7]王会启. UN5-150钢轨交流闪光焊机研制[D]. 四川:西南交通大学,2006. [8]FX3S/FX3G/FX3GC/FX3U/FX3UC系列编程手册-基本&应用指令说明书[Z].三菱电机自动化(中国)有限公司,2016:100+842.
