AISI 660防屑板的激光切割制造工艺研究
2021-10-21秦国鹏,张丽英,皇甫鸿宾
秦国鹏,张丽英,皇甫鸿宾


摘要:AISI 660防屑板是华龙一号HPR1000核燃料组件中用于过滤流体中碎屑以防止核燃料包壳磨蚀破损的堆芯重要功能件。防屑板外形约为220 mm×220 mm×3 mm见方的薄板,板上密集分布着近2 000个方形或圆形孔,孔的尺寸精度和位置度要求很高,加工难度大。从激光切割前处理、切割过程、关键工艺参数、切割后处理等方面研究了防屑板激光切割工艺过程及其关键特性,最终成功制定防屑板激光切割制造工艺。该研究为解决国产核燃料制造中的技术难题提供了新的研究思路和方向。
关键词:AISI 660;防屑板;核燃料;激光切割;工艺参数;前后处理
中图分类号:G718 文献标志码:A 文章编号:1001-2003(2021)09-0046-05
DOI:10.7512/j.issn.1001-2303.2021.09.09
0 前言
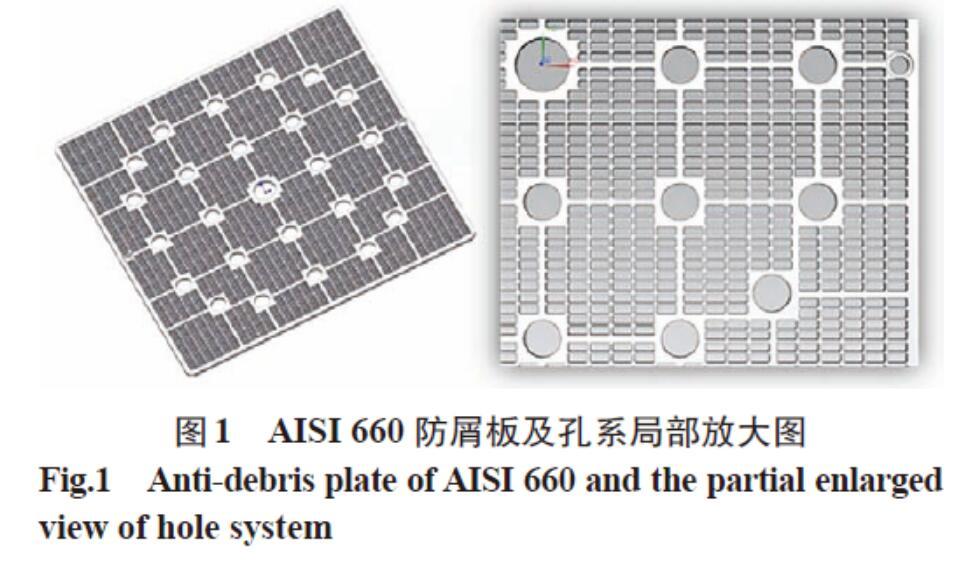
AISI 660 防屑板(以下简称防屑板)位于华龙一号HPR1000核燃料组件下管座顶部,是过滤一回路流体中的碎屑,防止核燃料包壳磨蚀破损的堆芯重要功能件。防屑板呈滤网状结构,在厚度约为3 mm的薄板上需要加工近2 000个长方形孔和圆孔,方孔间筋宽必须控制在0.5 mm±0.1 mm的范围内,加工难度大。防屑板外形及孔系局部放大图分别如图1左、右所示,其材质为国产AISI 660不锈钢,最终产品交付状态为时效硬化状态,组织晶粒度大于5级,无晶间腐蚀倾向。产品力学性能必须满足Rp0.2≥590 MPa;Rm≥900 MPa;A≥15%[1]。防屑板目前采用电加工工艺,单件零件的加工时间长达48 h。为适应批量化生产需求,有必要研究高效率的激光切割方法,提高产品生产效率,降低生产成本。项目从激光切割前处理、切割过程、关键工艺参数、后处理等方面入手,对防屑板的激光切割工艺及关键工艺特性进行了初步应用研究。
1 防屑板激光切割技术
选取较为成熟的激光高速切割技术。其原理为:在高压惰性气体的保护下,利用高功率激光束照射被切割材料,材料加热蒸发形成孔洞,随着光束移动,孔洞连续形成切缝[2]。激光高速切割的最大特点為切割速度快,目前国际上一流的设备切割速度可达300 m/min[3]。激光高速切割技术的精度主要与激光线能量密度、光束稳定性、机床刀头的运动精度有关。近年来,随着激光器及磁栅尺导轨的技术发展,激光切割的精度和效率已经可以满足核电精密产品加工的基本要求。
2 试验条件
(1)原材料:国产AISI 660奥氏体不锈钢,锻件轧制坯料,固溶态。板材尺寸约为220 mm×220 mm
×3 mm,切割前经过机械校平。
(2)试验设备:激光切割设备选取国际一线品牌,基本能代表激光切割主流技术水平。
3 研究结果
3.1 激光切割前处理
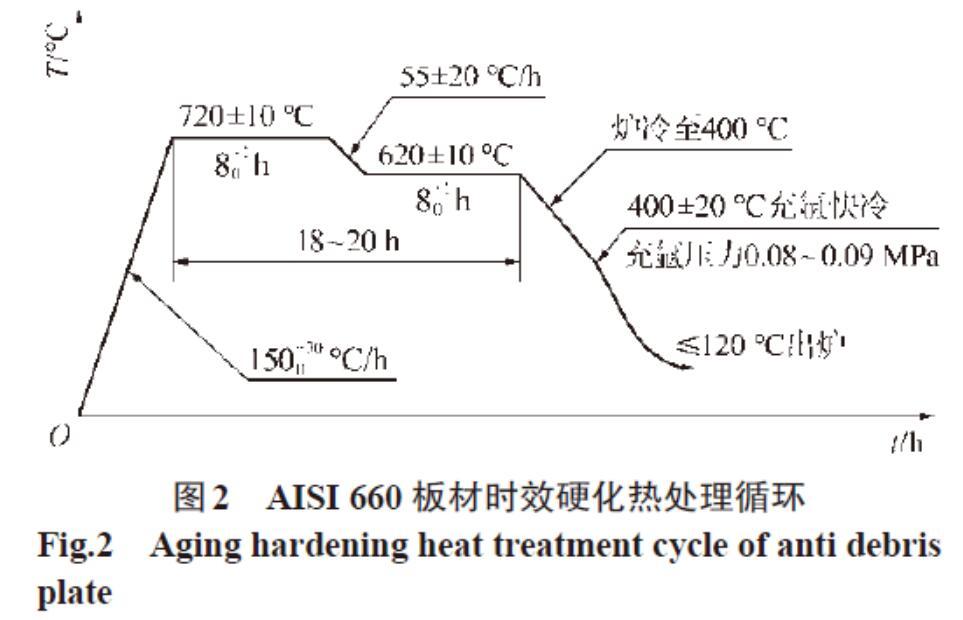
激光切割属于热切割工艺,切割过程中由于温度场不均匀变化会产生一定程度的变形,因此在切割前应尽量消除材料内部残余应力,减小导致产品变形的质量影响因素。另外高速切割对板材的冲击力会影响产品的切割精度,需要尽量提高材料的刚性和强度。研究发现,切割前板材的内部残余应力越低,强度越高,切割后产品的尺寸精度就越好。为保证产品质量,防屑板激光切割前增加了真空时效硬化热处理工序,时效热处理循环制度如图2所示。为保证产品外观光亮无氧化色,应控制真空热处理设备的炉内工作压力优于5E-03 Pa。实测时效硬化热处理后的防屑板坯料布氏硬度达到298~340 HB,能满足后续切割工艺要求。
3.2 激光切割过程
防屑板的激光切割过程是一个复杂的物理化学变化过程,涉及材料学、物理学、冶金学、化学、光学等多个学科的综合知识。项目从工艺应用的角度,重点研究防屑板激光高速切割工艺流程及过程质量控制措施[4]。防屑板激光切割过程如图3所示,由12个工步组成。
3.3 防屑板激光切割关键工艺参数
3.3.1 压缩保护气体
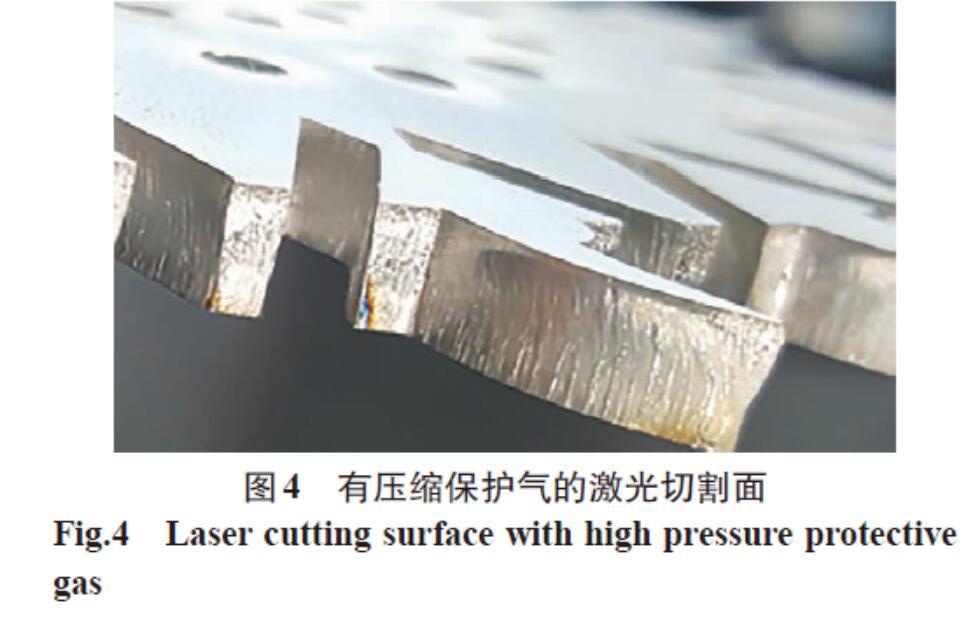
激光高速切割工艺采用压缩氮气作为冷却保护气体。一定压力和流量的压缩氮气可以快速吹走切割槽上被激光熔化的金属,既能保证切割路径顺畅无粘连,又能保证切割精度;而且氮气作为惰性气体还可以排开氧化气氛,保护切割层不被氧化;此外氮气温度较低,喷射过切割面后还能有效冷却切割面和热影响区,减小热加工应力和变形。因此激光高速切割虽然仍属于热加工范畴,但相对于传统激光切割工艺,激光高速切割的产品切割面光亮,无肉眼可见氧化色,切割质量较高。有压缩保护气的激光高速切割零件切割面照片如图4所示。
3.3.2 激光焦点直径及调整尺寸
激光焦点直径又称光斑直径,激光切割的槽宽与光斑直径有关。调整尺寸又称光斑补偿值,其大小与切割材料的收缩率、热膨胀系数、加工预留余量有关。激光焦点直径及调整尺寸是关系激光切割精度的关键参数,需要通过反复的工艺试验来确定其调整范围。批量产品切割前后,还应该制造光斑补偿试样或工艺控制试样来验证材料、工艺参数、设备运行状况是否符合产品制造过程控制的要求。
3.3.3 激光切割变形控制
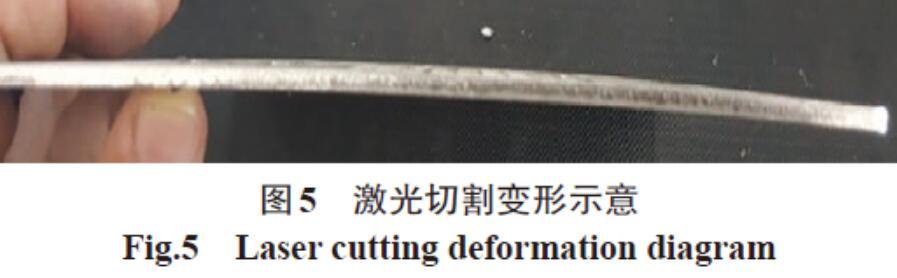
激光切割过程中因激光熔化金属和切口材料冷却收缩,都会导致板材温度场的变化而产生变形。防屑板典型平面变形情况如图5所示。
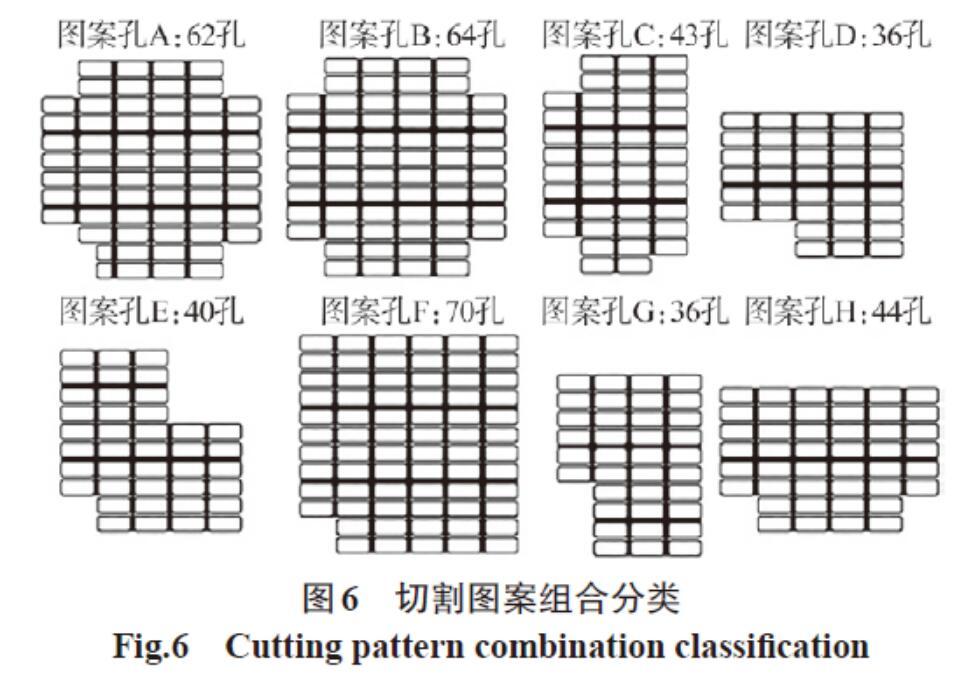
依据切割顺序及速度的不同,变形大致可分为两种情况:一种是板材中心向外的凹凸变形,一种是板材不规则的波浪形变形。这两种情况均会影响产品的平面度及孔系位置度。经过大量的试验研究,首先统计分析批量防屑板样品的激光切割变形数据,然后计算建立出切割热应力分布模型,之后根据数据模型设计合理的切割顺序及路径,最终得到防屑板激光切割变形的控制方法。经验证该控制方法可有效减小切割应力和变形。具体方法为:将防屑板上1 864个方形孔、 25个的圆形孔,科学分类为8种类型的图案组合(见图6),依据特定的顺序进行激光切割。切割顺序分为图案组合间切割和图案组合内切割。
(1)图案组合间切割顺序:激光切割方孔组合D、F、H——激光切割方孔组合A、B、C、E、G——切割25个圆形定位孔——切割外形四方。
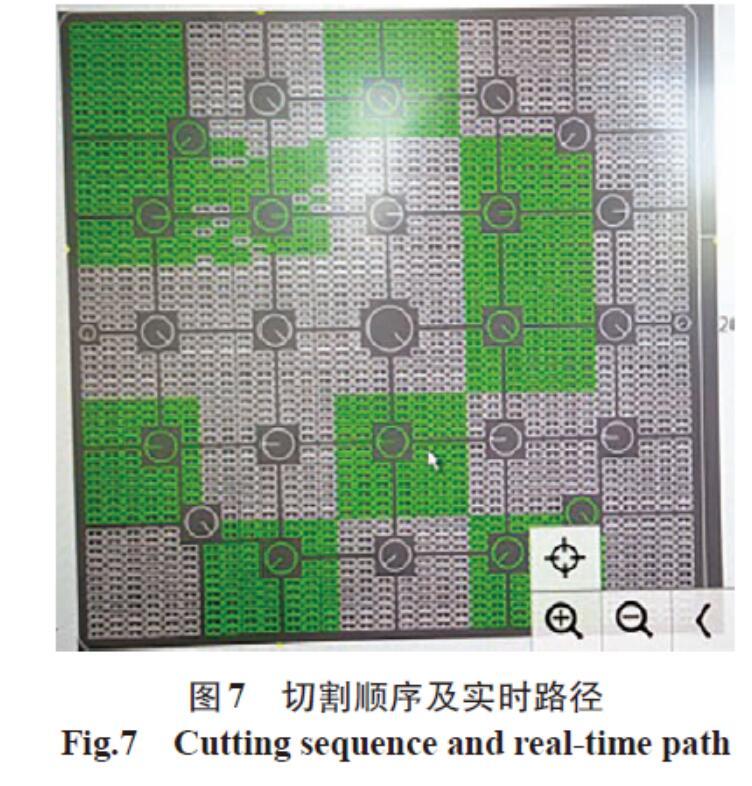
(2)图案组合内切割顺序:为避免切割热应力集中,采用随机顺序切割单个方孔。具体方法为:以单个孔的中心位置作为程序起点,对单个孔编制独立切割子程序;依据导入的防屑板切割模型图纸,为每个图案组合内的单个孔自动编号;自动数控程序设置随机数发生器,随机分配单孔切割顺序;每切割完一个单孔和图案组合,在数控程序及切割控制图[5]上标记完成状态(标记不同颜色),直至切割标记所有切割路径。切割完成标记图及切割质量过程监控见图7,不同颜色代表切割的不同状态。
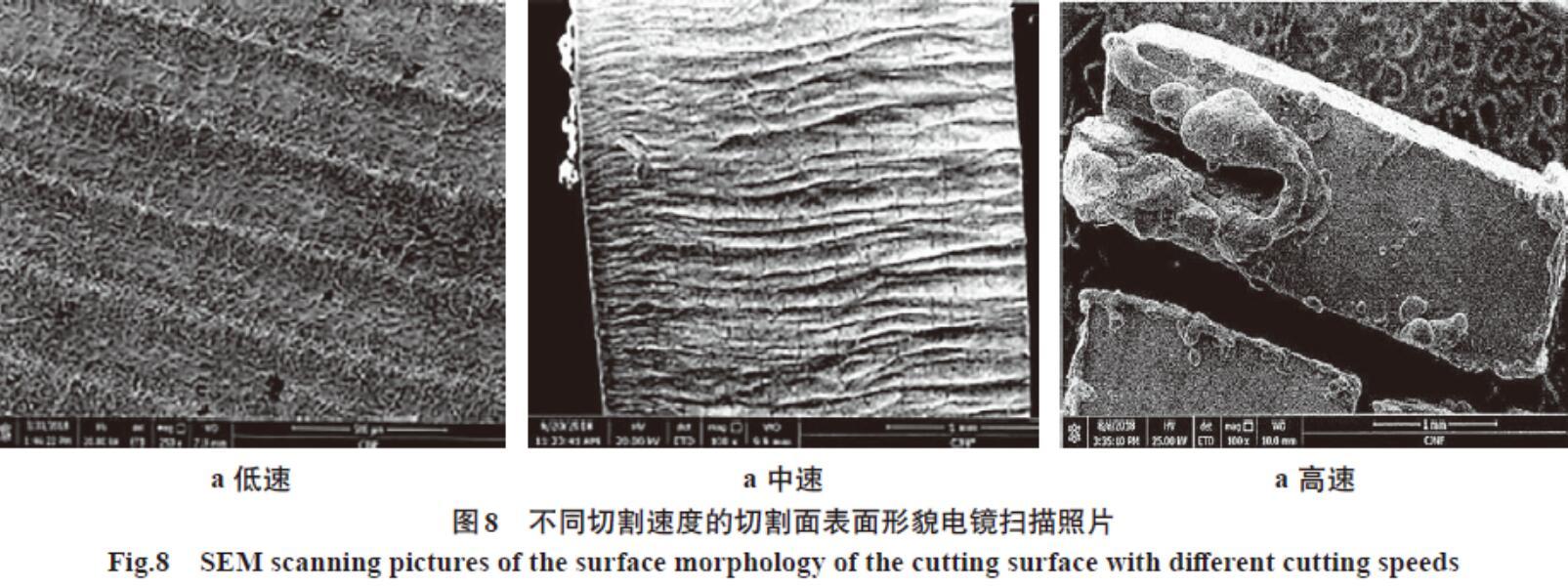
3.3.4 切割速度
切割速度是衡量产品切割生產效率的重要指标。研究发现,同等条件下激光切割速度与切割表面凹凸起伏程度、切割尺寸精度、切割面变质层厚度、切割变形量呈反比。简单来说,就是切割速度越快、切割尺寸精度越差,但对原材料性能的影响越小;切割速度越慢、切割尺寸精度越好,但对原材料性能的影响越大。因此需要通过试验找到合适的切割速度,兼顾生产效率和产品加工质量。三种激光切割速度加工出的防屑板样品表面形貌电镜扫描照片如图8所示。可以看出,激光切割样品都存在由细条状熔融物堆积构成的条状切割痕迹,而且切割速度越快,切割面表面质量就越差。
3.4 激光切割产品检验
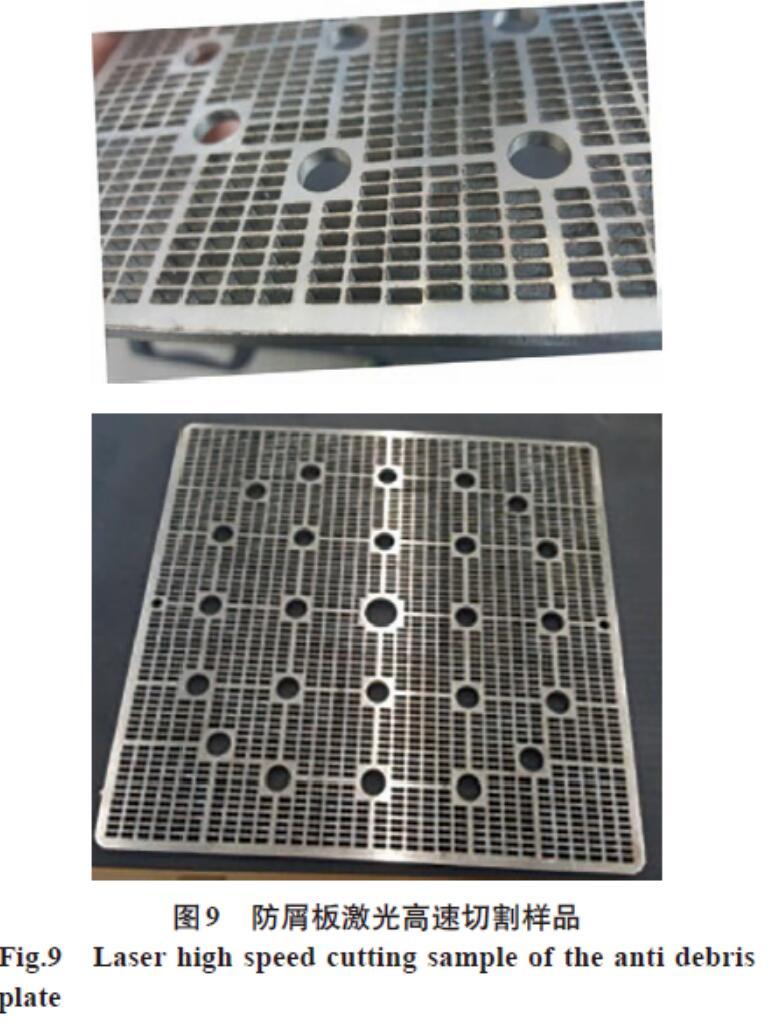
试制研究得到激光切割防屑板样品1批,实物及切割位置局部放大如图9所示。
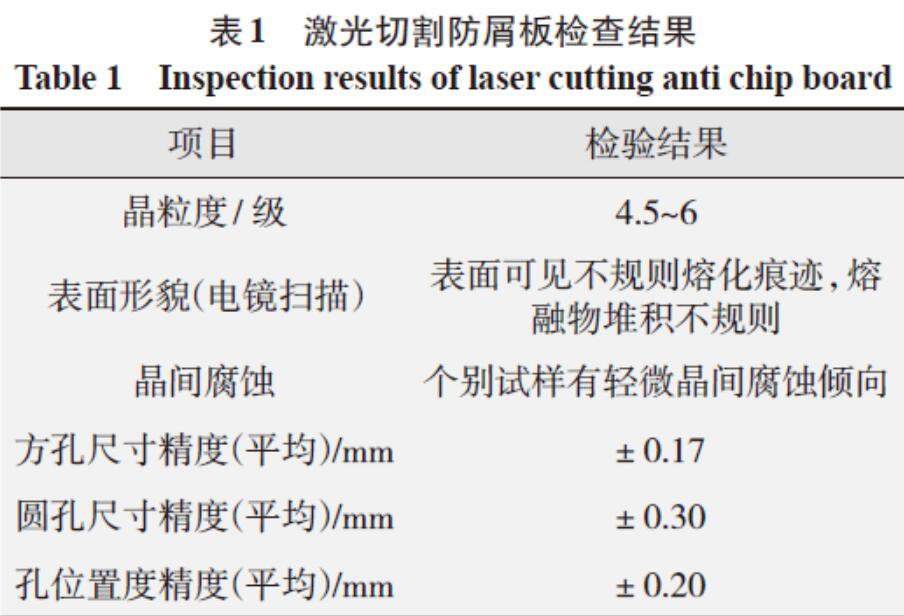
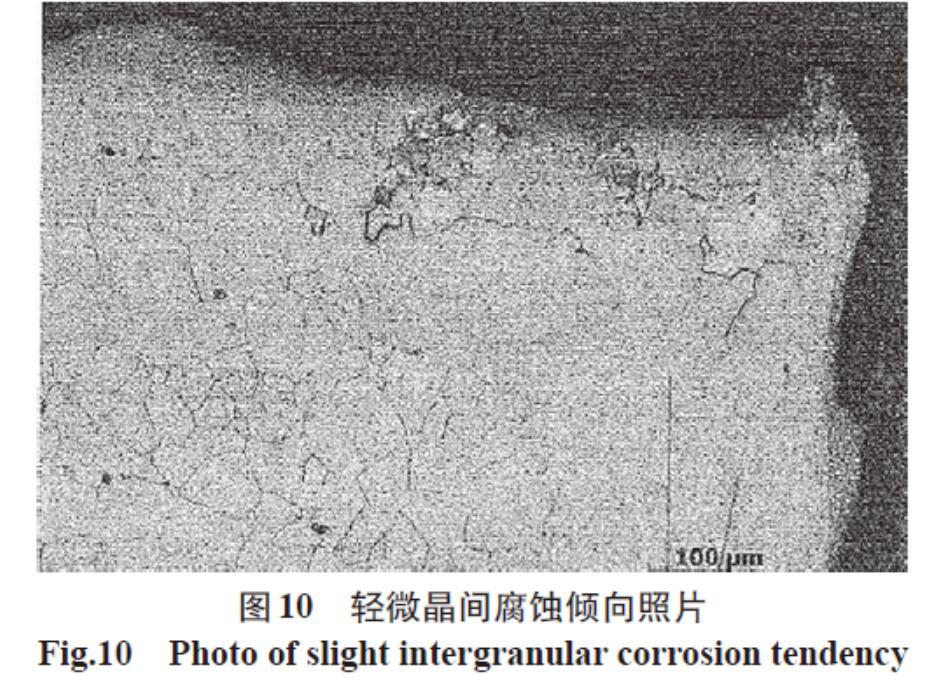
激光切割防屑板经外观、尺寸、位置度等无损检验和金相、晶间腐蚀、表面形貌等破损检验,结果见表1。其中晶间腐蚀试样中有1个试样出现了轻微的晶间腐蚀倾向,剩余试样合格。有晶间腐蚀倾向的激光切割面试样如图10所示,缺陷分布在切割表面下0.01~0.10 mm的位置,理论上可通过其他加工方式去除表面缺陷层,因此属于可去除缺陷。
3.5 激光切割后处理
多次试验研究发现,虽然防屑板激光切割面的质量、尺寸及位置度很难达到图纸规定的精度要求,但可以将其作为前期的切割预孔工序,保留少量的加工余量。之后采用电火花作为激光切割的后处理工序,精加工最终尺寸。这样既可以提升激光切割面的表面质量,又可以消除切割层的晶间腐蚀裂纹缺陷。因此最终防屑板激光切割工艺采用激光切割预孔+电火花精加工的组合加工方式。研究得到的激光切割防屑板产品的组合整体加工流程如图11所示,前后共有16个工序。
4 结论
通过对核燃料防屑板激光切割前处理工序、切割过程、激光切割关键工艺参数、切割后处理工序等制造工艺全过程的研究,最终得到符合图纸要求的小批量激光切割防屑板样品及全套防屑板激光切割制造工艺。该研究为解决HPR1000及同类型国产核燃料零部件制造中的技术难题提供了新的思路和研究方向。先进加工工艺的研究对推动国内核燃料制造技术水平的提高具有重要的意义。
参考文献:
[1]ASTM E112,Standard Test Methods for Determining Average Grain Size[S].美国材料与试验协会,2013.
[2]王又良.激光加工的最新应用领域[J].应用激光,2005,25(5):329-332.
[3]李宇顺,罗敬文.中国大功率激光装备的发展[J].锻压装备与制造技术,2008,43(3):9-12.
[4]汤淑明,王飞跃.过程能力指数综述[J].应用概率统计,2004,20(2):207-216.
[5]杨晓林.大功率激光加工设备实时参数检测系统[J].传感器技术,2005(3):50-52.
