超窄间隙焊接中送进式焊剂带约束电弧的加热特性
2021-10-21陈欢,朱亮,姚仁,张爱华,汤国玺
陈欢,朱亮,姚仁,张爱华,汤国玺

摘要:开发了一种连续送进式焊剂带约束电弧超窄间隙焊接方法,通过改变焊剂片厚度和送带速度进行工艺試验,分析各参数下的电弧的加热特性。结果表明,增加焊剂片厚度和送带速度能够增强对电弧的约束效果,使焊缝根部熔化宽度增加,侧壁熔化高度减小;增大焊剂片熔化系数,熔化后焊剂片的固壁约束高度也会变大,电弧在侧壁燃烧的高度变小,提高电弧能量密度,更有利于电弧对侧壁根部的加热。当焊剂片熔化系数小于0.31时,熔化后焊剂片的固壁约束高度较小,电弧对侧壁的加热效果增强。
关键词:超窄间隙焊接;送进式焊剂带;加热特性;固壁约束高度
中图分类号:TG444 文献标志码:A 文章编号:1001-2003(2021)09-0041-05
DOI:10.7512/j.issn.1001-2303.2021.09.08
0 前言
与窄间隙焊接技术相比,超窄间隙焊接技术有着更好的发展前景,它具有热输入低、焊接效率高、焊接接头性能好等特点[1-2]。然而,在间隙小于6 mm的Ⅰ型坡口中,由于焊丝端头到侧壁的距离小于静态平衡点电弧的长度,电弧会沿着侧壁快速攀升,无法满足对坡口侧壁和根部的同时加热。焊剂带约束电弧的焊接方法是利用焊剂带将电弧压缩在坡口底部,使电弧集中加热侧壁根部,有利于侧壁和根部的熔合。放置式焊剂带[3]约束电弧超窄间隙焊接是将制备好的焊剂带放入到间隙为5 mm的Ⅰ型坡口中进行焊接的一种方法,前期已经对焊剂带的预置高度[4]、焊剂片的厚度[5]、焊丝与焊剂带的相对位置[6]等影响焊缝成形的因素进行了研究,并成功对接了U71Mn钢轨、槽型钢轨与辙叉、X70管线钢等钢材,且焊缝成形好,无明显缺陷。
尽管放置式焊剂带约束电弧超窄间隙焊接方法取得了一定的成果,但在实际应用时需要将焊剂带准确可靠地放入坡口中,应用可靠性降低,而且焊剂带的熔化量只能通过焊剂片的厚度进行控制,可焊接的焊接工艺参数调整范围小。因此,文中提出了一种自动送进式焊剂带约束电弧超窄间隙焊接方法。在该方法中,将U型结构焊剂带配合超窄间隙专用焊枪实现了焊剂带的自动送进,焊剂带的熔化量可以通过送带速度进行调节。当焊剂带对电弧的约束效果不同时,电弧对侧壁和根部的加热效果也不同,因而焊缝形态也会有一定的区别。通过测量不同参数下的焊缝截面的相关尺寸,并记录其变化规律,可以对超窄间隙焊接中焊剂带约束电弧的加热特性进行分析。
本文利用焊剂片厚度、送带速度对电弧约束效果的影响,测量了不同焊剂片熔化系数下的焊缝熔合参数,进一步对超窄间隙焊接中送进式焊剂带约束电弧的加热特性进行了分析。
1 试验方法
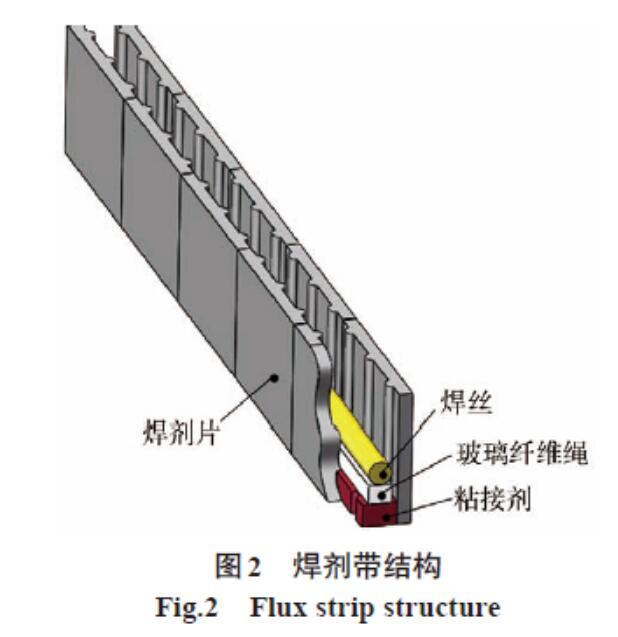
自动送进式焊剂带约束电弧超窄间隙焊接基本原理如图1所示。设计了专用板式焊枪[7],总长230 mm,厚度3 mm,在其上边增加了送带机构,使U型焊剂带能够沿着导轨向坡口底部稳定输送。U型焊剂带由焊剂片、玻璃纤维绳、粘接剂组成,通过玻璃纤维绳控制焊丝中心线与焊剂带中心线的距离为0.4 mm,焊剂带结构如图2所示。
焊剂片成分为大理石、萤石、钛铁、锰铁、硅铁和石英砂,在焊剂片的表面有间隔均匀的小棱,用来控制焊丝到焊剂片的距离为0.3 mm。焊接过程中,焊剂带不断向坡口底部送进,在电弧热的作用下焊剂片先在其根部熔化,熔化的部分起到造气、造渣作用,将熔池与外界空气隔离开;未熔化的部分起到固壁约束作用,将电弧压缩在坡口底部,使电弧集中对坡口侧壁和根部加热。
焊接电源为平特性,焊丝为φ1.6 mm H08Mn2Si,焊件材质为Q235A碳素结构钢,试样采用Ⅰ型坡口,坡口宽度为5 mm。
2 试验结果及讨论
前期已经对焊剂片约束电弧超窄间隙焊接方法进行了大量试验,间隙为5 mm的Ⅰ型坡口常用的焊接电压为20~22 V,送丝速度为64.5~71.5 mm/s,焊接速度为8 mm/s[8]。本文选用的焊接电压为21V,送丝速度为66 mm/s,焊接速度为8 mm/s,使用不同焊剂片厚度0.6 mm、0.7 mm、0.8 mm、0.9 mm、0.96 mm和不同送带速度2.4 mm/s、3 mm/s、3.6 mm/s、4.2 mm/s、4.5 mm/s进行工艺试验,研究焊剂片厚度和送带速度的匹配关系对焊缝成形的影响。初步分析发现,当焊剂片厚度和送带速度较小时,形成带有大型孔洞的焊缝,侧壁熔化高度增大,侧壁与根部熔合不良,焊缝截面形貌如图3a所示。当焊剂片厚度和送带速度匹配合适时,侧壁熔化高度减小,焊缝成形好,焊缝截面形貌如图3b所示。
通过焊缝截面形貌,研究焊剂带约束电弧的加热特性。为了方便,引进几个参数:hm为侧壁熔化高度,hb为母材熔化深度,hc为根部熔化宽度,其中根部熔化宽度hc是非常重要的参数,当hc≤0等于零时,会造成侧壁与根部熔合不良[9]。
送带速度一定时,改变焊剂片厚度对焊缝形貌有着直接的影响,厚度分别为0.8 mm、0.9 mm的焊剂片在送带速度为3.6 mm/s时的焊缝截面形貌如图4所示。可以看出,两种厚度的焊剂片均得到了较好的焊缝成形,侧壁与根部熔合良好。为了进一步分析焊剂片厚度对电弧加热特性的影响,对焊缝截面形貌的熔合参数进行了测量,测量结果如图5所示。由图5可知,随着焊剂片厚度的增加,母材熔化深度hb和根部熔化宽度hc不断增加,增加幅度较为平缓,侧壁熔化高度hm明显减小。当焊剂片厚度过大时,焊剂片烧损量增加,大量焊渣在电弧前端移动,容易形成夹渣,影响焊缝质量。
焊剂片厚度一定时,送带速度的改变对焊缝形貌也有直接的影响,图6是厚度为0.8 mm的焊剂片在不同送带速度下的焊缝熔合参数。由图6可知,随着送带速度的不断增加,母材熔化深度hb和根部熔化宽度hc不断增加,根部熔化宽度hc增加幅度较为平缓,侧壁熔化高度hm明显减小。送带速度过大会导致未熔化的焊剂片插进熔池,与坡口底部刮擦,造成断弧。
综上可知,焊剂片厚度和送带速度对焊缝成形的影响有着相同的效果,而焊剂片的送进量由焊剂片的厚度和送带速度共同决定。为分析方便,将焊剂片的送进量和焊丝的熔化量的体积比定义为焊剂片熔化系数,用p表示,不同焊剂片熔化系数p下的焊缝熔合参数如图7所示。由图7可知,当焊剂片熔化系数p<0.31时,母材熔化深度hb和根部熔化宽度hc较小,侧壁熔化高度hm较大;当0.31≤p≤0.395时,母材熔化深度hb和根部熔化宽度hc略有增加,侧壁熔化高度hm明显降低;当p>0.395时,熔合参数与0.31≤p≤0.395时相比基本没有变化,但在焊接过程中容易形成夹渣和断弧。
基于送进式焊剂带约束电弧超窄间隙焊接波形分析焊剂片送进量对电弧约束效果的影响,进而分析不同焊剂片送进量下的电弧的加热特性。图8是在不同焊剂片熔化系数p下得到的焊接电流、电压波形,可以发现两个波形有明显的区别,随着焊剂片熔化系数p不断减小,短路过渡频率明显增高,对应的焊接电流均值也明显增加。当0.31≤p≤0.395时,焊接电流、电压波形如图8a所示,熔滴过渡形式为正常的短路过渡,短路过渡频率较低,说明此时焊剂片对电弧的约束效果好,将电弧压缩在坡口底部,使得电弧弧长较长,熔滴从形成到与熔池接触发生颈缩熔断的时间长。当焊剂片熔化系数p<0.31时,焊接电流、电压波形如图8b所示,熔滴过渡形式仍为短路过渡,短路过渡频率较高,不规则的瞬时短路过渡明显增多, 说明此时焊剂片对电弧约束效果变差,电弧主要作用在侧壁上,导致电弧弧长变短,熔滴从形成到与熔池接触发生颈缩熔断的时间明显缩短,同时电弧自调节作用受到了影响。
根据以上结果,对送进式焊剂带约束电弧超窄间隙焊接约束电弧机理进行如下分析。当0.31≤p
≤0.395时,对应的約束电弧机理如图9a所示,焊剂片在送进过程中不断被电弧加热并在坡口底部熔化,熔化的部分对电弧有冷却收缩作用,未熔化的部分起到固壁约束作用,由于焊剂片送进量大,熔化后的焊剂片固壁约束高度h较大,对电弧有较好的约束效果,电弧能够集中对侧壁根部加热,使母材熔化深度hb和根部熔化宽度hc增加,有利于侧壁根部的熔合。当p<0.31时,约束电弧机理如图9b所示,此时焊剂片送进量减少,熔化后的焊剂片的固壁约束高度h减小,对电弧约束效果减弱,电弧对侧壁的加热效果增强,侧壁熔化高度hm明显增大。
3 结论
(1)提出了一种自动送进式焊剂带约束电弧超窄间隙焊接方法,设计了U型焊剂带结构,通过改变焊剂片厚度和送带速度能够对电弧进行有效的约束。
(2)增大焊剂片熔化系数,能够增强焊剂片对电弧的约束效果,使电弧集中对侧壁根部加热,有利于侧壁根部的熔合;当焊剂片熔化系数小于0.31时,焊剂片对电弧的约束效果减弱,电弧对侧壁的加热效果增强。
(3)熔化后的焊剂片必须有固壁约束高度才能够起到约束电弧的作用,增大焊剂片送进量,可以获得较大的固壁约束高度,对电弧有较好的约束效果,在波形上表现为正常的短路过渡,过渡频率较低。焊剂片送进量不足时,固壁约束高度变小,对电弧约束效果变差,在波形上表现为不规则的短路过渡,过渡频率较高。
参考文献:
[1]郑韶先,朱亮,张旭磊,等. 焊剂带约束电弧特性的试验分析[J]. 焊接学报,2007(8):57-61,116.
[2]Zhu Liang,Zheng Shaoxian,Chen Jianhong. Development of ultra-narrow gap welding with constrained arc by flux band[J]. China Welding,2006(2):44-49.
[3]史顺望. 焊剂片约束电弧焊接方法研究[D]. 甘肃:兰州理工大学,2016.
[4]朱亮,金将,苗红丽,等. 焊剂带约束超窄间隙焊接母材熔化及熔池形成[J]. 焊接学报,2010,31(9):9-12,113.
[5]冯志鹏. 超窄间隙焊接焊剂带开发及工艺试验[D]. 甘肃:兰州理工大学,2011.
[6]杨韬君,龚练,朱亮.送置焊剂片链超窄间隙电弧焊接方法[J]. 电焊机,2016,46(8):33-36.
[7]朱亮,龚练,张爱华,等. 送置焊剂片链超窄间隙电弧焊接装置[P].中国:201510941584.7.
[8]龚练.钢轨超窄间隙焊接熔池形成及接头性能研究[D]. 甘肃:兰州理工大学,2017.
[9]郑韶先,朱亮,张旭磊,等.焊剂带约束电弧在超窄间隙焊接中的加热特性[J]. 焊接学报,2008(5):57-60,64,115-116.
