车身涂装套色工艺的降本增效及发展趋势
2021-10-21占早华吕正芳任孝静
占早华,吕正芳,任孝静
(奇瑞汽车股份有限公司,安徽 芜湖 241009)
对于运动型多功能车(SUV)而言,浅色车身与暗色车顶或者暗色车身与浅色车顶的搭配可以营造出时髦的观感,但相应的涂装工艺需要增加更多的时间和成本。套色设计为车辆平添更多个性,也可通过比例微调而有更多选择。但即便是对于现有最基本的套色方案,实现它也需要相当高昂的制造成本。如何对套色车身进行降本增效,是一个广大汽车同行共同关心的话题。本文从现场实际经验出发,结合现有套色车身的“喷涂→遮蔽→再喷涂”工艺,将如何降低套色车身制造成本,提高套色车身生产效率的方法、经验与广大同行进行探讨和分享。
1 套色车身生产工艺
传统的套色车身生产工艺一般可通过2种方式实现:一种是采取喷漆的方式(即先喷车身再喷顶盖,或者是先喷顶盖再喷车身),另一种是采取贴膜的方式。每种方式均有各自的优点和缺点,各主机厂可结合涂装车间的现场实际状况选择最佳的套色车身生产工艺。
1.1 喷漆
1.1.1 先喷车身
涂装生产工艺流程为:整车油漆喷涂→烘干→整车修饰→整车检验→整车检验合格→遮蔽大面→小面打磨擦净→小面喷涂→烘干→卸遮蔽→小面修饰→小面检验→合格或返修(复检→合格)。
此工艺的优点是车身整体油漆外观质量稳定、合格率高,缺点是遮蔽材料耗量大、成本高、遮蔽效率低。
1.1.2 先喷顶盖
涂装生产工艺流程为:小面喷涂→烘干→小面修饰→小面检验→合格或返修(复检→合格)→小面遮蔽→大面打磨擦净→大面喷涂→烘干→卸遮蔽→大面修饰→大面检验→合格或返修(复检→合格)。
此工艺的优点是遮蔽材料耗量少、成本低、遮蔽效率高,缺点是小面喷涂时漆雾会散落在车身内外表面,造成油漆外观质量不稳定,合格率低。
1.2 贴膜
涂装生产工艺流程为:整车油漆喷涂→烘干→整车修饰→整车检验→整车检验合格→入离线间→小面打磨擦净→小面贴膜→小面检验→合格或返修(复检→合格)。
此工艺的优点是车身整体油漆外观质量稳定,无需再进行遮蔽喷涂,节省了遮蔽材料、油漆材料成本以及涂装车间动能,缺点是贴膜的效率低、报废率较高(车身合格率低)。
为确保套色车身油漆外观符合交车质量标准,行业一般按照先喷车身(大面)再喷顶盖(小面)的方案执行。涂装规划工艺路线时一般可通过2种路径来实施:一种是两次通过面漆线,另一种是通过面漆线之后,第二次顶盖喷涂通过旁通多功能面漆小线来进行。各主机厂可根据套色车身产量大小来选择适合的工艺路线,见表1。
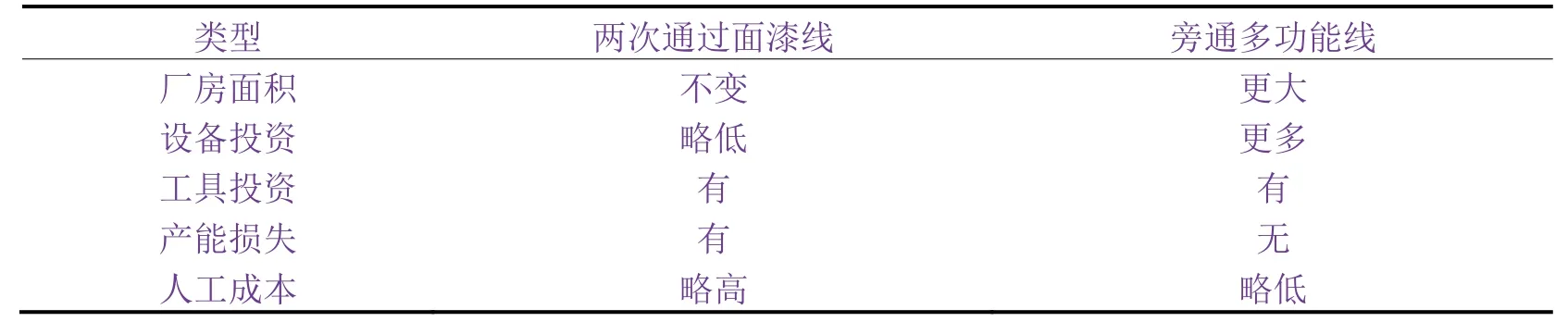
表1 2种套色车身涂装规划工艺路线的对比Table 1 Comparison between two process flows for multi-color car body painting
2 车身型面对遮蔽的影响
受车身型面结构的影响,不同型面的遮蔽方法不一样,其中对遮蔽影响最大的是后盖与门框上纵梁的造型结构。
2.1 后盖的遮蔽
后盖的造型一般有全包围和半包围两种结构(如图1所示),它们的遮蔽方式有所不同。对于全包围结构,遮蔽材料耗量低、效率高,一般在顶盖与后盖间隙处直接分色即可;半包围结构则需要从后盖内外两侧、后流水槽区域进行分色遮蔽,遮蔽量较大,因此遮蔽材料用量大、效率低。

图1 全包围(a)和半包围(b)结构的后盖Figure 1 Fully (a) and partially (b) surrounded trunk lids
2.2 门框上纵梁的遮蔽
门框上纵梁的造型结构一般分为卡槽式和非卡槽式两种,如图2所示。卡槽式门框上纵梁结构在做套色时,分色遮蔽相对简单、快捷,可直接沿着卡槽内部进行分色遮蔽,无需进行四门拆装;而对于非卡槽式门框上纵梁结构,一般需要拆装四门后进行分色遮蔽(分色线在B柱门洞下方,呈直线状态),也可通过调节式四门工装来增大开启角度,在不拆四门的状态下进行分色遮蔽(分色线在门框上纵梁内侧,呈轻微的波浪状态)。

图2 卡槽式结构(a)和非卡槽式结构(b)的门框上纵梁Figure 2 Slotted (a) and non-slotted (b) side rails
3 套色车身降本探索
3.1 油漆喷涂降本
因顶盖区域需进行第二遍油漆喷涂,故第一遍喷涂时若按照正常车身仿形参数喷涂会存在油漆大量浪费。通过实车喷涂验证,在保证各涂层材料匹配和喷涂质量的前提下,可事先设定一组专门的套色车身机器人喷涂仿形参数,采取降低第一遍喷涂车身时的顶盖面漆膜厚来降低油漆材料成本。一般顶盖区域色漆膜厚可降低70% ~ 80%,清漆膜厚可降低60% ~ 70%。第二遍喷涂时关闭车身已遮蔽区域的机器人油漆喷涂流量,使机器人只对非遮蔽的顶盖区域进行喷涂,以进一步节约油漆喷涂量,从而节省油漆材料成本。
3.2 遮蔽材料降本
套色车身遮蔽材料包括耐高温遮蔽膜、耐高温分色胶带、耐高温纸胶带等。其中耐高温遮蔽膜的单车成本约占总遮蔽材料的80%。传统遮蔽工艺一般采用卷膜(长度50 m、宽度1 m)方式进行遮蔽,针对车身不同的遮蔽位置尺寸裁剪出不同大小的遮蔽膜进行逐一粘贴,操作工时相对较长。结合实车遮蔽模拟验证,可对部分位置遮蔽面(如前风挡、天窗、后盖等)开发专门尺寸的膜切片进行遮蔽,以大幅提高遮蔽效率。
可通过以下2种方案来降低遮蔽膜的使用成本:
(1) 耐高温遮蔽膜与低温遮蔽膜混合使用,即非油漆分色面(如前盖、前风挡、天窗)使用低温遮蔽膜(需在喷完清漆之后,入烘干炉前进行拆卸),其余油漆分色面使用耐高温遮蔽膜。
(2) 耐高温遮蔽膜重复使用,即车身前盖、四门侧围、后盖内侧行李箱区域的高温遮蔽膜卸下之后重复使用,一般可循环使用1 ~ 3次。
4 套色工艺未来的发展趋势
随着汽车市场的不断发展,在汽车油漆颜色方面,消费者也越来越多地要求装饰性和对比性的颜色,例如套色车顶或产品上的装饰条,传统的套色车身遮蔽膜工艺已无法满足更多的个性化需求。Dürr公司的EcoPaintJet──无过喷喷涂技术是一种创新的系统,可专门用于自动、无过喷的油漆套色喷涂工艺。
借助该技术,机器人、测量系统和喷涂器之间完美协作,确保涂层边界分明。配备传感器的测量系统测量选定的表面,并将该数据发送到控制软件。软件不断地准确计算喷涂装置应如何在表面上移动以及必须喷涂多少油漆。喷涂器装置的特点在于其工作时不会产生过喷。对于套色喷涂工艺,这项新的创新可省去费时的人工遮蔽工作,同时可节约大量制造成本,既省时,又环保。
4.1 EcoPaintJet的工作原理
EcoPaintJet可以集成到新工厂的涂装线中,也可以作为附加模块安装到现有工厂中。针对汽车行业的套色喷涂工艺,将EcoPaintJet安装在机器人上,然后将装饰漆直接涂在选定的表面上。喷涂器装置在底侧配备有一个喷嘴板,该板上有约50个几乎看不见的孔,其直径约为0.1 mm。通过这些孔,以30 mm的枪距平行喷涂,可实现非常精确的喷涂,不会出现过喷。
4.2 EcoPaintJet的优势
(1) 高度精确且涂层边界分明。
(2) 无需遮蔽车身喷涂。
(3) 双色喷涂应用中可节省大量的工时。
(4) 可按照客户的个性化需求进行自动化生产。
5 结语
面对当前严峻的市场形势和艰巨的成本压力,各汽车主机厂如何进一步降低各类消耗显得至关重要。每位员工都应当参与,以高度的责任感和提高公司效益为出发点,以增收节支、降低成本、开源节流为着力点,同心协力地增创效益,提高忧患意识、危机意识,树立长期降本增效的思想,为公司创造更大的经济效益和社会效益。
