铝钛异种金属搅拌摩擦搭接焊的数值模拟研究
2021-10-21贺巍亮王彦诚刘艳申
贺巍亮,鲁 欢,王彦诚,刘艳申
(陕西工业职业技术学院 航空工程学院, 陕西 咸阳 712000)
21世纪飞机轻量化的设计理念不仅可以提升飞机的燃油效率、降低能源的消耗,而且有助于提高飞机性能[1]。然而目前飞机结构中薄壁蒙皮与肋条的装配通常采用铆接进行连接。众所周知,铆接连接不仅容易造成飞机壁板气密性变差,还会导致飞机整体质量的增加以及飞机结构件强度的降低[2]。因此,当下航空制造业领域急需采用新型连接工艺以替代原有的铆接连接方式,从而实现飞机结构的轻量化与高可靠性[3]。
英国焊接研究所于1991年开发了一种适用于同种或异种材料对接、搭接等多种形式的新型焊接技术—搅拌摩擦焊(Friction Stir Welding,简称FSW)[4]。与传统熔化焊方法相比,FSW焊接工艺具有生产效率高、接头质量好和能源消耗低等优点,并且由于它是在低于材料熔点下实施的固相焊接,因此避免了焊接后焊缝区域产生气孔和热裂纹等缺陷[5-6]。
本文针对飞机制造过程中常用的搅拌摩擦焊工艺,采用ABAQUS有限元分析软件对铝-钛和钛-铝两种搭接接头搅拌摩擦焊工艺展开三维数值模拟研究,并比较了不同焊接工艺的优劣,旨在为实际生产摸索出合适的工艺参数提供参考。
1 有限元模型
1.1 几何模型
本次进行搅拌摩擦搭接焊的材料选用TC4钛合金和2024铝合金,材料尺寸规格均为100 mm×100 mm×2 mm,搭接方式分为Ti/Al搭接和Al/Ti搭接两种,搅拌摩擦搭接焊示意图如图1所示。搅拌摩擦焊工艺参数对焊接接头的力学性能和表面形貌都有重要影响,此外为了保证焊接过程中有足够的热输入以期获得质量优异的接头,本文采用的焊接工艺参数如表1所示。
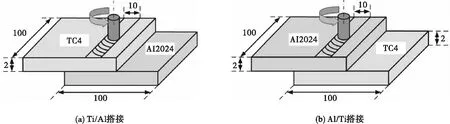
图1 搅拌摩擦搭接焊示意图

表1 模拟用焊接参数
1.2 焊接热源模型
本文采用李红克等人建立的热量自适应热源模型,该模型认为当焊接达到稳态时,搅拌摩擦焊接过程的热输入Q主要由搅拌头与工件相互摩擦作用产生,摩擦力可转换为待焊材料的剪切流变应力与接触面积的乘积[7-8]。同时根据Mises屈服准则,最终将摩擦力转换为与材料屈服强度有关的表达式。将轴肩的热流密度定义成关于焊缝中心面对称分布的面热源qs,搅拌针热流密度近似为热量均匀分布的体热源qp,且忽略焊接过程中只占很少量的塑性变形产热。即
面热源计算公式可表示为
(1)
体热源计算公式可表示为
(2)
式中:Qs=0.75Q,Qp=0.25Q;R1为搅拌针半径,R0为搅拌头轴肩半径,mm;H为搅拌针高度,mm。
1.3 网格划分
图2是焊接模型有限元网格的划分情况。模型采用单元类型为八节点六面体的C3D8T单元的网格进行划分,该单元能够承受表面和体积载荷,可用于三维稳态或瞬态热固耦合分析。FSW过程是不均匀加热过程,为了保证模拟的准确性以及减少计算成本,采用非均匀网格进行划分。焊缝及近焊缝区域由于温度及应力变化剧烈,网格采用尺寸为1 mm×1 mm×1 mm的小网格;而远离焊缝区域由于热传导的作用,温度变化相对不剧烈,因此采用较稀疏的网格。
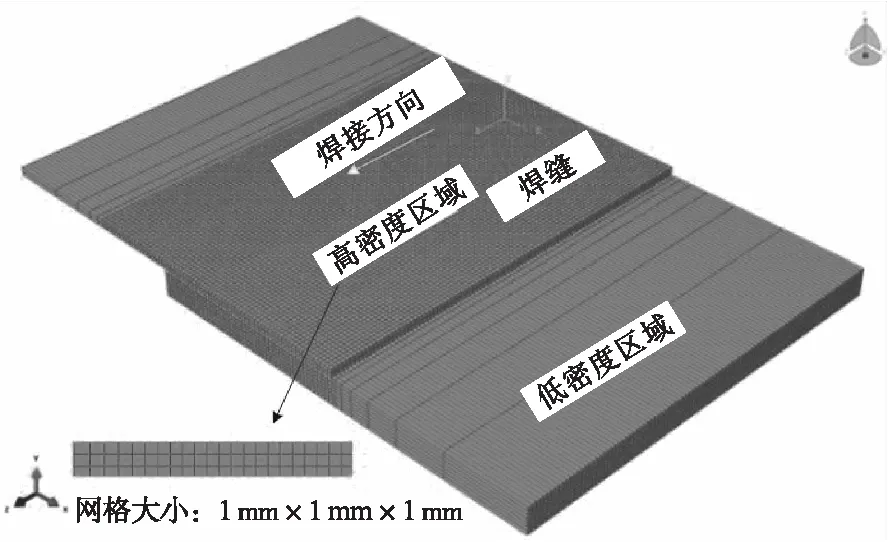
图2 网格划分
1.4 边界条件
钢制垫板和压板在实际FSW过程中用于支撑和固定焊件,垫板和压板与焊件的接触散热面积较大,进而在模拟中充分考虑垫板和压板造成的热损失显得尤为重要。本文假定焊件的初始温度以及周围环境温度均为20 ℃。试样与工装之间的接触散热系数为200 W/(m2·℃),与空气接触的铝合金自由表面对流散热系数为40 W/(m2·℃),钛合金自由表面对流散热系数设为20 W/(m2·℃),焊缝区域的对流散热系数为100 W/(m2·℃),辐射率设为0.75。
1.5 材料属性和模拟参数
搅拌摩擦焊焊接过程属于典型的非线性瞬态过程,焊缝材料经过搅拌头高速旋转被加热到极高温度,随着搅拌头前移焊缝区域材料又迅速冷却。在这个过程中,材料的物理特性参数(如热传导率λ、比热容C)都会随着温度变化而变化,这些性能会极大程度地影响到搅拌摩擦搭接焊温度场的精确模拟。本文所使用的TC4钛合金和2024铝合金材料热物理参数如图3所示。
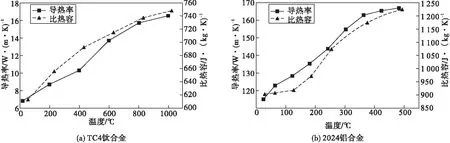
图3 TC4钛合金和2024铝合金材料热物理参数
2 数值模拟结果与分析
2.1 温度场实验验证
采用K型热电偶对搅拌摩擦焊接过程进行温度测试,以期验证所建立模型的合理性与准确性。为了保证测温数据严密性,垂直于焊缝方向选择两处特征点进行测温,测温点位置如图4所示。以Al/Ti搭接为例,各参数下实验测温所得温度峰值(如图5所示)分别为:255.506、251.702、278.184、273.39、320.91 ℃。而模拟所得到的温度峰值分别为:238.3、265.9、290.7、280.95、330.1 ℃。通过比对发现两者的误差分别为:7.22%、5.64%、4.49%、2.76%、2.86%。实验和模拟较小的误差直接证明了本文所建立的模型能够准确地描述焊接过程。
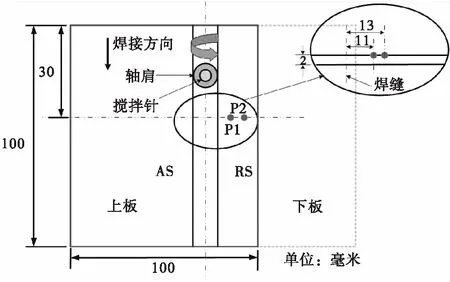
图4 测温点位置示意图(mm)
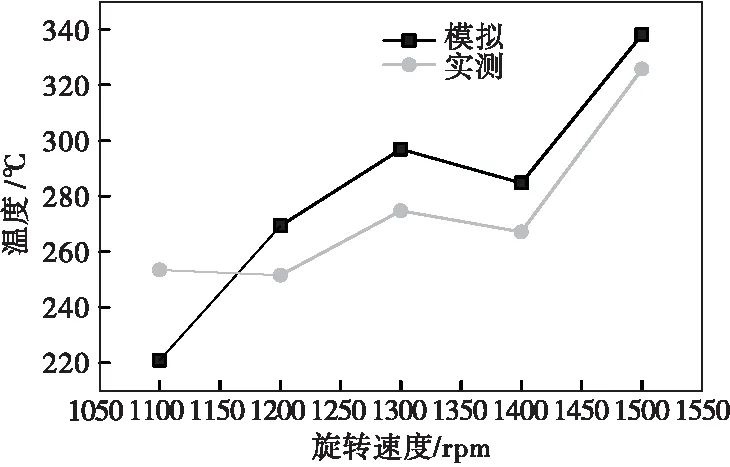
图5 模拟与实验温度峰值对比
2.2 模拟结果分析
2.2.1 焊接温度场云图的分析
图6是不同搭接工艺下搅拌摩擦焊的温度场云图分布情况。搭接接头的温度峰值位于搅拌头与试样的直接作用区域,且距离搅拌头中心越远的区域温度也会逐渐降低。由于铝合金和钛合金的搭接属于异种合金搭接,铝合金的热传导系数远大于钛合金。这就造成了高温区域沿焊缝两侧呈现非对称分布,且热量不断向周围扩散形成明显的温度梯度,最终导致焊件上表面的高温区域呈现典型的椭圆形。
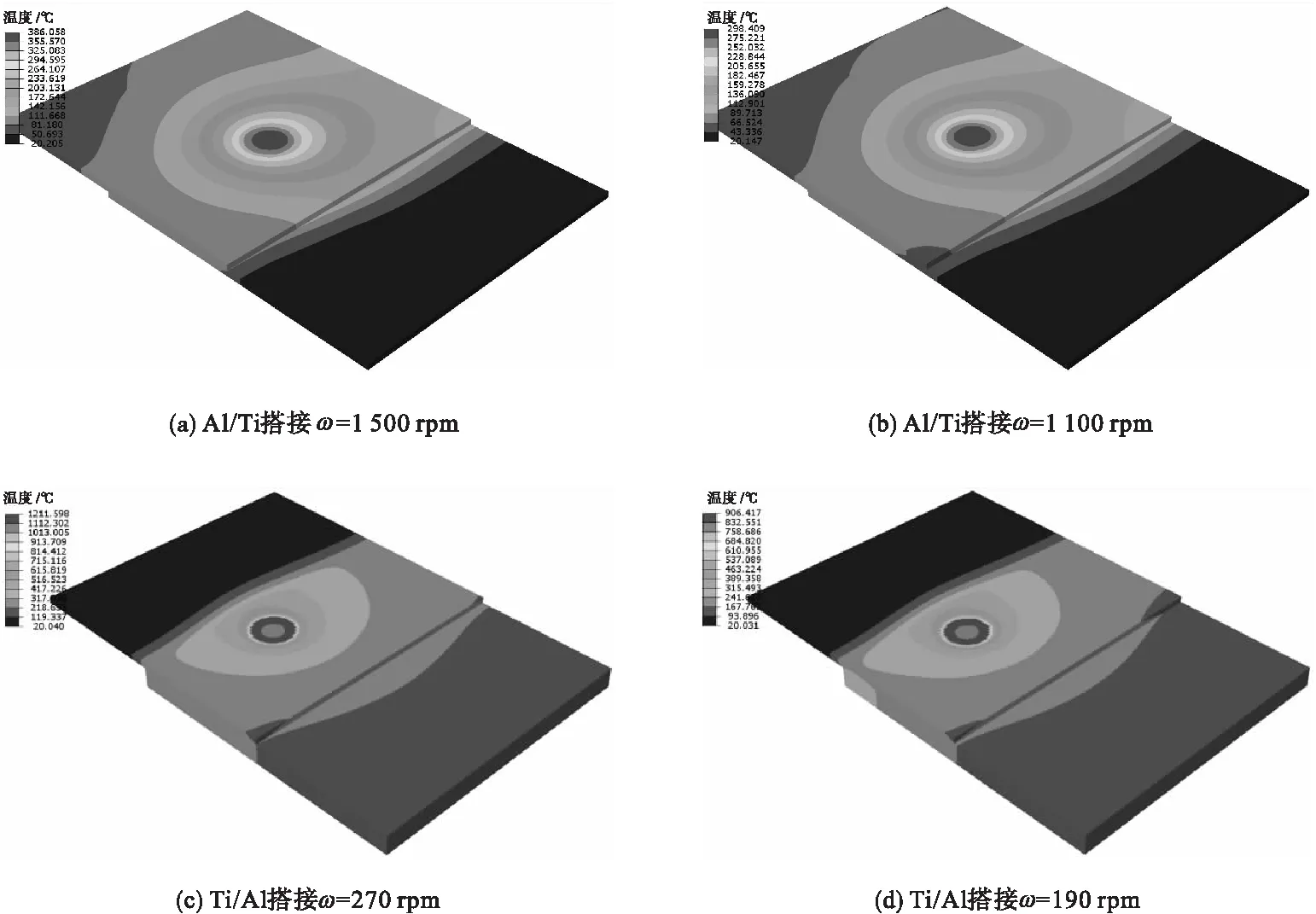
图6 不同搭接工艺下的温度场分布云图
在焊接稳态阶段中,搅拌头后方的材料先后经历了摩擦生热以及后续的热传导加热,而前方未焊接的材料在搅拌头未达到之前,温度的变化主要受热传导的影响。因此,两种搭接工艺下搅拌头后方的温度梯度均小于前方的温度梯度。
对于搅拌摩擦焊而言,摩擦热主要来自于搅拌头与材料的摩擦,其中轴肩产热约为搅拌针产热的三倍[9];同时焊缝底部与钢制垫板接触,两者之间接触换热系数远大于焊缝上表面与空气之间对流换热系数。在热输入比例与换热系数的双重作用下,使得焊件上表面的高温区域宽度大于底部,从而导致搭接接头横截面上温度分布呈现碗状,如图7所示。

图7 搭接接头横截面温度场分布
2.2.2 转速对于温度循环曲线的影响
焊接速度为30 mm/min时,不同转速条件下焊缝中心的温度循环曲线如图8所示,随着搅拌头前移,焊缝中心的温度值也随之上升,当搅拌头达到所选取的焊缝中心特征点时,温度达到峰值。由于焊接过程中搅拌头始终处于动态,随着搅拌头的远离焊缝中心特征点的温度逐渐降低,中间没有明显的保温过程。同时发现,随着旋转速度的增大,焊缝中心点的温度峰值增大,以Al/Ti搭接为例,当转速分别为1 000、1 100、1 200、1 300、1 400和1 500 rpm时,焊缝点的温度峰值分别达到272.2、282.7、303.3、327.3、361.5和374 ℃。在相同的焊接速度下,旋转速度的增加意味着在单位时间内搅拌头与材料之间摩擦圈数增大,并使得摩擦产热增多,进而导致焊缝中心点的温度峰值升高,这一现象同样适用于Ti/Al搭接。
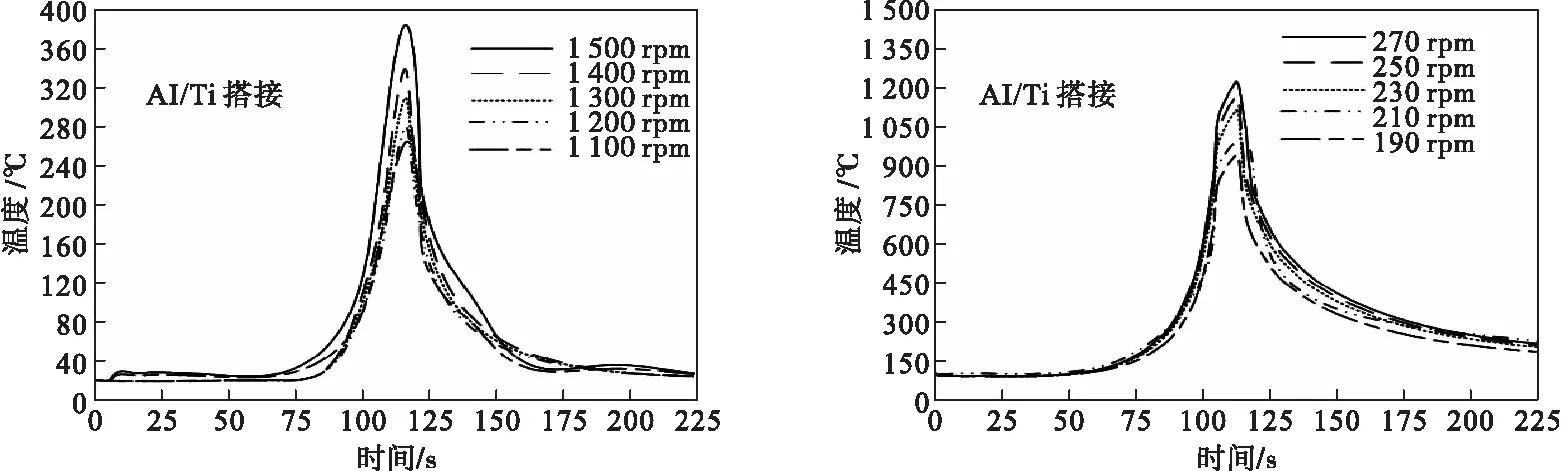
图8 转速对焊缝中心温度峰值的影响
垂直于焊缝方向测温特征点的分布位置如图9 (a)所示,其中特征点距焊缝中心的距离分别为2、14和29 mm。以Al/Ti搭接为例,图9 (b)和9(c) 为垂直于焊缝方向特征点的温度循环曲线。由图9可知,各参数下特征点的温度循环趋势基本相同,且距离焊缝中心越近,焊接加热阶段温度升高越剧烈,温度峰值越高。而远离焊缝中心的特征点仅受到热传导的作用,因此其温度上升得越缓慢,温度峰值越低。
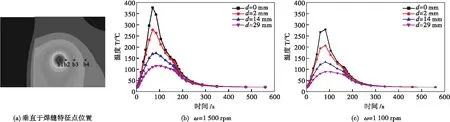
图9 垂直于焊缝不同参数下特征点的温度循环曲线
2.2.3 转速对于搭接界面点温度的影响
图10是在焊接速度为30 mm/min,不同旋转速度对搭接界面点温度影响的循环曲线,图10(a)为焊接稳态阶段中选取的搭接界面点位置,10(b)和(c)为不同搭接条件下搭接点的温度循环曲线。由图10(b)和图10(c)可知搭接界面点的温度趋势基本相同,当搅拌头达到搭接界面点时,界面点温度达到最大值;随着搅拌头远离搭接界面点温度逐渐下降,但是还会受到搅拌头摩擦热的影响而使得温度下降较为缓慢;当焊接结束后,搭接界面点的温度下降趋势变大,即经历了迅速升温和降温的过程。
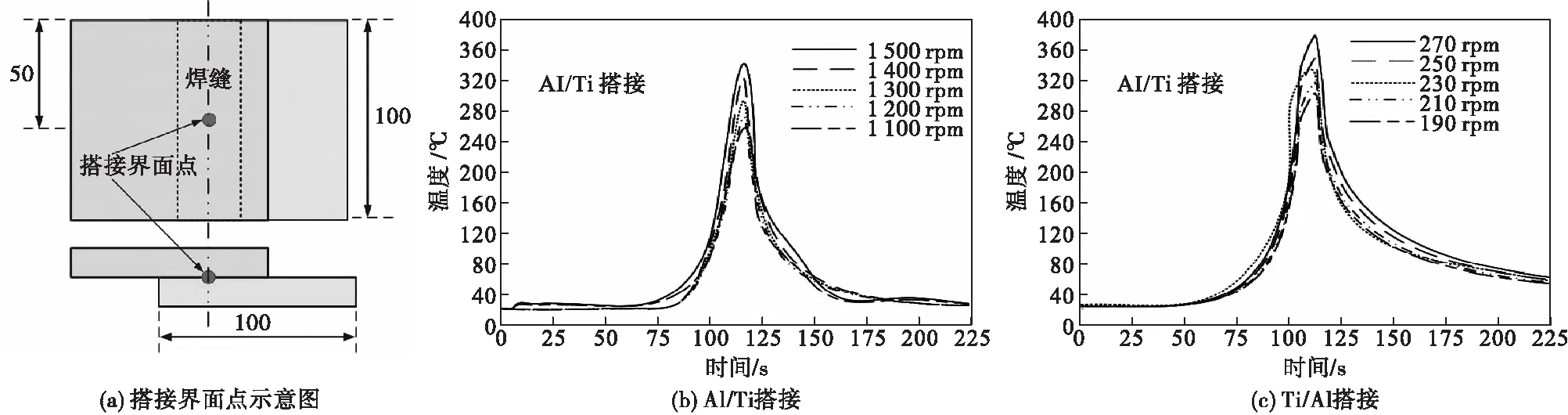
图10 搭接界面点的温度循环曲线
对比图8和图10的温度循环曲线可以看到,搭接界面点的温度峰值均小于搭接接头焊缝上表面点温度峰值,这与搅拌针与轴肩的产热量的差异有关。对于Al/Ti搭接(铝上钛下)而言,当转速分别为1 100、1 200、1 300、1 400和1 500 rpm时,搭接界面点的温度峰值分别达到253、267、290、317和340 ℃。由于TC4钛合金熔点远大于2024铝合金,搅拌头无法在搭接界面上生成足够热量以保证材料的塑性流动,这会导致搭接接头组织产生孔洞、界面迁移等缺陷,从而严重影响到搭接接头的质量。
对于Ti/Al搭接(钛上铝下)而言,当转速分别为270、250、230、210和190 rpm时,搭接界面点的温度峰值分别达到570.9、530.3、505.7、490.7和450.8 ℃。经查阅文献得出[10],2024铝合金的熔点范围485~520 ℃,因此当旋转速度为190~230 rpm时,界面点的温度峰值小于2024铝合金液相线温度,搅拌头作用区域的铝合金材料呈现半固态性质。当旋转速度为250和270 rpm时,界面点的温度峰值大于材料的液相线温度,搭接界面区域材料熔化,但由于FSW过程中搅拌头一直向前移动,材料在高温下的停留时间较短,虽然温度峰值高于材料的液相线温度,但是铝合金下板的材料熔化较少。当焊接参数合理时,采用钛上铝下搭接方式能够保证足够的热输入以提高焊接接头质量。
3 结 论
(1)在搅拌摩擦搭接焊的稳态阶段,由于轴肩产热大于搅拌针产热,导致搭接界面点的温度低于上表面焊缝区温度,并且接头横截面上温度分布呈现碗状。
(2)随搅拌头旋转速度的增加,相比于铝上钛下搭接由于热输入不足造成的焊接缺陷,钛上铝下搭接工艺可以保证焊接接头的质量。
