钢制螺栓液态金属致脆分析
2021-10-17刘华东薛喜才
刘华东,薛喜才
(上海汽车集团股份有限公司乘用车公司,上海 201805)
0 引言
SCM435 冷镦钢具有可塑性好、淬透性高、零件尺寸精度高、表面粗糙度好等优点,在高强度标准件领域应用较为广泛[1-3]。液态金属致脆导致零件失效问题时有发生,而且一般属于瞬时脆性断裂,一旦出现,造成的破坏较为严重[4-6]。目前,国内对液态金属致脆引起的失效问题也已经有所研究,主要从材料、工艺以及使用环境等方面去分析零件失效机理和模式。例如,20 世纪90 年代曾发生Bi-Sn 低熔点合金导致的民用客机涡轮叶片发生液态金属致脆,险些酿成事故[5];张权明等[6]对连接螺栓开裂原因进行分析,认为螺栓表面镀锌层和螺母表面镀镉层提供了低熔点金属,零件工作过程中承受较高温度和拉应力,最终引起零件发生液态金属致脆开裂;而文献中关于使用环境导致的液态金属致脆显有报道。
汽车空调压缩机冷镦钢螺栓法兰面在使用过程中发生开裂,引起制冷剂泄露(图1)。螺栓规格为M6×80 mm,强度等级为10.9 级,安装扭矩为7 N·m+120°转角。螺栓的制造工艺为:原材料→球化退火→线材改制→冷镦→搓丝→热处理(调质)→电镀锌→去氢→检测。本研究通过对螺栓的失效机理分析及使用环境的调查,探明失效原因,以防止类似的故障发生。

图1 失效零件宏观Fig.1 Macrography of failure part
1 试验过程与结果
1.1 宏观观察
空调压缩机壳体固定螺栓共有6 个,除失效件外其余5 个均正常。螺栓法兰面下套有铜垫片,垫片表面镀锡,其中失效螺栓对应的垫片相比于正常螺栓垫片,表面镀锡层有明显剥落(图2)。

图2 螺栓垫片Fig.2 Bolt gasket
将螺栓法兰面裂纹打开,使用体视显微镜观察断口形貌,可见断口平齐,未见明显塑性变形,断面颜色呈暗灰色,疑似有腐蚀产物覆盖(图3)。

图3 断口宏观形貌Fig.3 Macro-morphology of fracture
1.2 断口分析
将打开的断口放入扫描电镜中观察其微观形貌,并进行微区成分能谱分析。断口微观形貌为冰糖状沿晶断口及少量二次裂纹,晶粒表面有覆盖物(图4a)。在断口微观形貌局部区域可以发现有明显球状物(图4b),断口裂缝中聚集的球状物较多(图4c)。
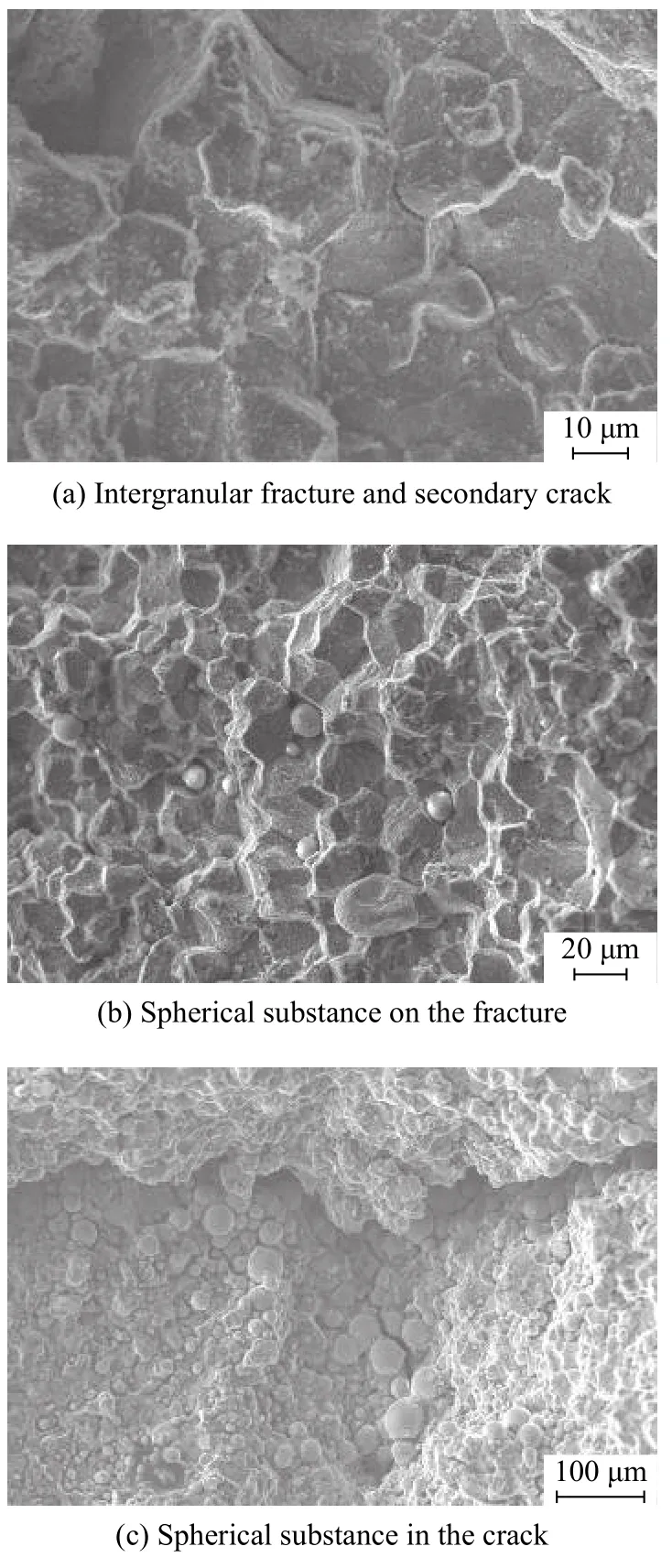
图4 断口微观形貌Fig.4 Micro-morphology of fracture
对断面上的球状物进行能谱分析,其主要成分为Sn。结合失效垫片表面有锡层脱落,可以判断Sn 来源于垫片表面镀锡层,可能是其由于受到高温后发生熔化,最后重新凝结成该球状。
1.3 成分和硬度检测
采用直读光谱仪和维氏硬度计对螺栓进行理化检验,对照Q/BQB 517—2018 对SCM435 钢成分技术要求和GB/T 3098.1—2010 对10.9 级螺栓硬度要求(HV10320~380),可知失效螺栓化学成分和硬度(HV10368~372)符合标准要求[7-8]。
1.4 金相分析
将螺栓沿轴向剖开制成金相试样,用4%(体积分数)硝酸酒精溶液浸蚀。金相观察可见螺纹底部无折叠缺陷,表面碳势正常(图5a),心部显微组织为回火索氏体(图5b),均符合技术要求。
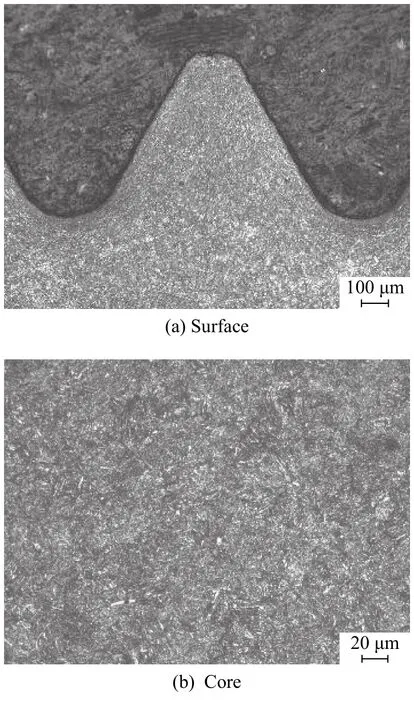
图5 螺栓表层显微组织Fig.5 Microstructure of bolt
再将断口部位轴向剖开制成金相试样,经4%(体积分数)硝酸酒精浸蚀后观察金相组织,可见断口表面有明显白亮色物质,沿晶界往心部渗入(图6)。

图6 断口截面金相组织Fig.6 Microstructure near fracture
对沿晶界渗入的白色物质进行能谱分析,可知其主要元素为Sn,与断口微观形貌上球状物扫描结果一致,这说明低熔点金属锡已经沿着螺栓晶界渗入,形成微裂纹。
2 分析及讨论
失效零件属于高强度螺栓,硬度较高,采用电镀工艺,存在引入氢的风险,一般内应力较大,会怀疑发生氢脆断裂。氢脆断口为沿晶断口,晶面上有发纹或鸡爪纹[9-10];而该沿晶断口晶面上未发现明显发纹或鸡爪纹,开裂发生在与镀锡垫片接触的法兰面位置,而非应力集中的螺纹根部位置,与氢脆断裂特征不相符,因此排除氢脆的可能性。
金属零件与低熔点金属接触,受热后低熔点金属使金属零件表面浸湿而脆化,在拉应力的作用下,从零件表面起裂,而裂纹尖端吸附低熔点液态金属原子,进一步降低金属零件的晶体结合键强度,使裂纹沿晶界向零件内部扩散,引起材料脆化并导致零件断裂的现象,一般称为液态金属致脆[6]。在没有拉应力和一定的温度共同作用下是不会产生低熔点金属接触脆化失效的,拉应力可以是外加拉应力,也可以是零件在工艺过程中形成的残余应力。发生液态金属致脆的温度也是一个重要因素,低熔点金属Sn 与钢制合金材料相接触,当温度达到Sn 的熔点温度时,甚至仅到一半以上时就会发生开裂[10-12]。结合断口、金相和能谱分析,该失效螺栓断裂特征符合液态金属致脆特征。
调查失效零件所在车辆的使用情况,发现该车2 月前发生过事故,前保险杠、防撞梁、发盖、左右翼子板及散热器前端总成均发生严重破坏。维修记录显示,对受损部位进行过钣金、焊接、喷漆以及烘烤等维修操作。维修人员所使用的烤漆灯温度约150 ℃,满足液态金属Sn 致脆发生的温度条件。
综上分析,零件开裂是由于螺栓法兰面接触到垫片表面低熔点金属锡,而零件作为高强度螺栓电镀后本身会存在一定残余拉应力,安装后也会受到拉应力,当遇到高温环境时,Sn 发生熔化后从零件表面向心部扩散,由于晶界是优先扩散通道,使得晶界受到极大弱化,最终发生液态金属致脆开裂。
3 改进措施
对于液态金属致脆开裂的问题,建议从以下3 个方面进行改进和预防:
1)减少零件拉应力。该零件属于高强度螺栓,电镀工艺中会引入氢,增加零件内应力。可通过去氢工艺消除或降低氢引入带来的内应力,是减少拉应力的一个比较有效的措施;而螺栓工作载荷对零件表面带来的拉应力比较难以改善。
2)改善使用环境。降低零件工作温度,或缩短高温下停留时间,也是有效避免液态金属致脆的措施。该失效更多的就是使用环境出现问题,在实际工作中要避免零件接触到高温环境。
3)切断低熔点金属来源,这也是最有效最直接的一条措施。该螺栓垫片采用镀锡主要为了起到密封作用,这可以采用密封胶代替,从而杜绝与低熔点金属锡接触引发的液态金属致脆开裂问题。
4 结论
1)螺栓法兰面呈树枝状开裂,断口微观上呈沿晶状,晶粒间有低熔点金属锡。
2)开裂原因是螺栓法兰面接触到垫片表面低熔点金属锡,而零件作为高强度螺栓电镀后本身会存在一定残余拉应力,安装后也会受到拉应力,当遇到高温环境时,锡发生熔化后从零件表面向心部扩散,由于晶界是优先扩散通道,使得晶界受到极大弱化,最终发生液态金属致脆开裂。
