墨水循环系统在砂型3D 打印中的应用与研究
2021-10-17马利强田小柳王军伟王志刚周志军
马利强,刘 轶,田小柳,王军伟,王志刚,闫 涛,周志军
(共享智能铸造产业创新中心有限公司,宁夏 银川 750001)
喷墨打印是一种以液态墨水为喷射对象的非接触式数码印刷。近年来,随着以喷墨打印为基础的3DP 增材制造技术的兴起,传统喷墨打印再一次焕发出新的活力[1-3]。在铸造砂型3D 打印中,常以呋喃树脂作为黏结剂进行喷墨打印。呋喃树脂有着明显的粘温特性,而黏度对喷墨打印效果的影响非常显著[4],因此,为了得到稳定的砂型3D 打印结果,对喷射墨水实施温度调控措施必不可少。另外,喷绘打印中常会因为墨水中混有气泡造成喷头的气体栓塞现象,发生堵孔问题,该现象在砂型3D 打印中也很常见。基于以上两点考虑,具备墨水循环功能的喷墨打印头被应用于砂型3D 打印中,流动的墨水可以带走喷头上产生的热量,起到维持喷头温度的目的,同时能够带走喷头墨腔中的气泡,减小喷头堵塞的风险[5]。本文以带墨水循环功能的富士SG1024 喷头为对象,研究墨水循环量的影响因素以及对打印效果的影响,实现该喷头在砂型3D 打印上的稳定使用。
1 喷头墨水循环系统的研究
1.1 喷头墨水循环基本原理
SG1024 喷头依靠主墨盒与循环墨盒两端的负压差,为墨水循环流动提供动能,图1 所示为SG1024 喷头墨水循环原理图。墨水从液料箱经供墨泵进入主墨盒,并进一步从进墨管流入喷头中。为了防止喷头中的墨水不断地从喷孔流出,要在主墨盒上施加一定负压,称为主负压,主负压的大小只与主墨盒液位到喷头喷嘴板的高度差有关。喷头的出墨管与循环墨盒相连,为了实现墨水的循环流动,需要在循环墨盒上施加另一路负压,称为循环负压。根据连通器的原理,当循环负压的值大于主负压时,循环墨盒的液位可以达到主墨盒液位以上。为了实现墨水的持续循环,供墨泵需要根据主墨盒液位不断供墨,同时,当循环墨盒液位到达一定高度时,循环泵工作,将一部分墨水泵入液料箱中,如此循环往复。

图1 SG1024 喷头墨水循环原理图
1.2 喷头墨水循环量的影响因素分析
墨水循环量是指单位时间内从喷头出墨管中流出的墨水体积。在喷头供墨连续,无喷嘴反吸空气的情况发生时,可将喷头供墨管、出墨管以及喷头内部流道看作一个整体,并用一根圆管进行表征。假设该圆管直径为d0,长度为l0,则根据层流流体在圆管中的流量计算公式[6],墨水在喷头中的循环量可以表示为:

式中,q—墨水流量,m3;d0—由喷头及墨管构成的圆管的直径,m;l0—由喷头及墨管构成的圆管的长度,m;Δp—圆管两端的压力差,Pa;μ—墨水的动力黏度,N·s/m.
根据式(1)所示喷头墨水循环量计算公式可知,影响墨水循环量的影响因素主要有管径d0、管长l0、压力差Δp 和墨水粘度μ.其中管径、管长由喷头自身结构决定,属于固定参数;墨水黏度主要受温度影响,粘度越高,墨水循环量越小,但正常情况下基本保持恒定。因此,墨水循环量调控参数仅剩压力差Δp.在喷头墨水循环系统中,压力差Δp 即表示循环负压与主负压的差,由式1 可知,差值越大,墨水循环的流量越大。
1.3 墨水循环量的实验测试
为了得到不同负压差条件下的实际墨水循环量,按照SG1024 喷头墨水循环原理搭建了单只喷头的墨水循环量实验测试平台,如图2 所示。
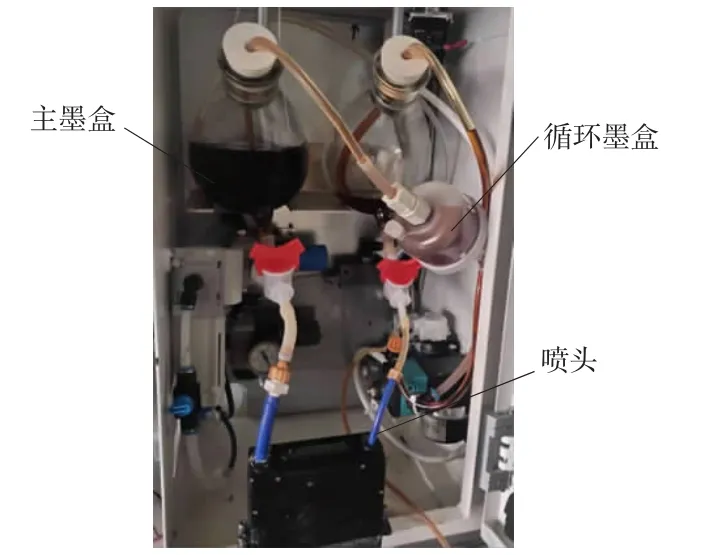
图2 墨水循环量测试实验平台
实验中保持主负压与墨盒液位恒定,单独提高循环负压,得到墨水循环量随负压差变化的测试结果。图3 所示为墨水循环量与负压差关系曲线,表明单位时间内的墨水循环量与负压差成线性正比关系,即负压差越大,墨水循环量越大。
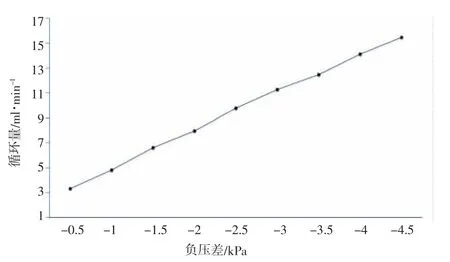
图3 负压差对墨水循环量的影响
2 墨水循环对喷墨效果的影响
喷头喷墨效果直接影响着砂型产品的打印精度和表面质量,因此在进行砂型打印测试前,首先要测试不同负压差条件下的墨滴状态,研究墨水循环对喷头喷墨效果的影响。图4 所示为在仅改变负压差的条件下,通过墨滴观测仪测得的墨滴体积和墨滴下落速度随负压差变化的实验结果。
图4 表明,随着负压差增加,墨滴体积与墨滴下落速度都呈下降趋势,尤其墨滴下落速度的下降幅度更高。

图4 负压差对喷头墨滴喷射效果的影响
3 墨水循环对砂型3D 打印的影响
考虑实际的打印情况,在砂型3D 打印中使用墨水循环系统的目的在于,通过墨水循环带走喷头内聚积的气泡,避免墨水沉积,同时为喷头起到一定的降温效果。但是,墨水循环会在一定程度上削弱墨滴的整体下落速度,这一点是应当避免的。由于打印过程中的墨水流动以及负压和波形电压的波动,会影响墨滴下落速度的稳定性和一致性,导致墨滴落点偏差,而整体墨滴下落速度的减小会使这种因墨滴速度波动引起的落点偏差进一步被放大。
在喷墨打印应用中,一般将打印头底板到打印介质的距离设定为1 mm~3 mm[7].假设打印机打印头到砂面的距离为3 mm,打印头以1 m/s 的速度进行扫描打印,并且墨滴下落速度始终有-0.5 m/s 的波动,当忽略墨滴下落过程中的速度衰减时,可以按照速度分解的方法得到以下不同墨滴下落速度条件下的墨滴落点偏差。根据表1 中计算结果,当平均墨滴下落速度从5 m/s 变为3.5 m/s 时,墨滴落点偏差从0.07 mm 增加为0.14 mm.
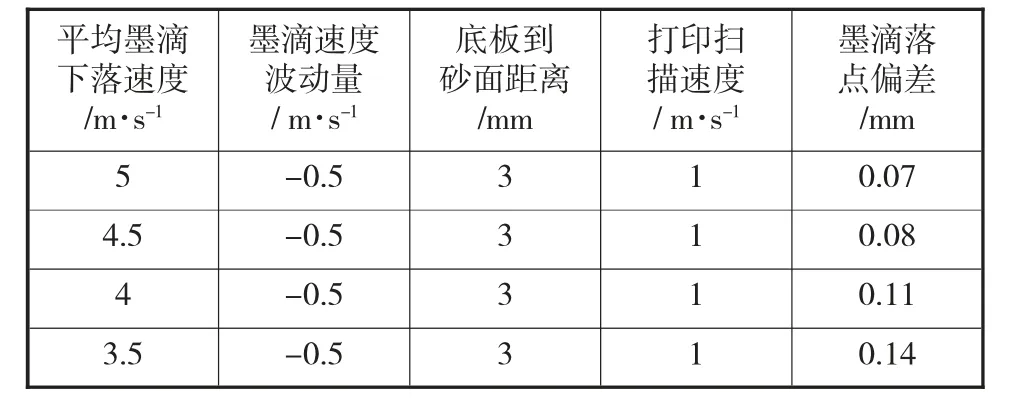
表1 不同墨滴下落速度下的墨滴落点偏差计算结果
为了进一步验证不同负压差条件下的砂型打印情况,使用配有墨水循环系统的某型号砂型3D打印机分别进行-1 kPa 与-4 kPa 负压差的砂型打印测试,对比所打印砂型的相同位置,结果如图5所示。

图5 不同负压差条件下的砂型打印结果
从打印结果看,当负压差较高时,砂型表面更加粗糙,与预测结果一致。因此,在将喷头墨水循环系统应用于砂型3D 打印时,除了要考虑墨水循环给打印系统带来的诸多好处外,还需要根据实际的应用情况选择合理的负压参数,避免因为墨水循环技术的应用带来新的问题。具体负压参数的选择应以结果为导向,在不产生不良影响的前提下,墨水循环量越高越好。
4 总结
本文以墨水循环系统在砂型3D 打印中的应用为研究对象,从墨水循环原理的角度着手,系统分析了影响墨水循环的关键因素,并以主负压与循环负压的差值为对象进行了实际的墨水循环量测试,证明墨水循环量与负压差成线性正比关系。进一步的,为了研究墨水循环对砂型3D 打印的影响,首先采用不同负压差进行了喷墨墨滴观测,结果显示随着负压差的增加,墨滴体积与墨滴下落速度都会减小。针对这一现象,从理论层面分析了墨滴下落速度降低可能带来的问题,并通过打印测试,证明过高的负压差会导致打印砂型的表面质量变差。因此,在实际应用中,应该以不影响砂型打印结果为前提,合理选择循环负压参数。
