大壁厚窄间隙焊接接头低温CTOD性能研究
2021-10-15李文艳刘涛刘贵超
李文艳,刘涛,刘贵超
(渤海卡麦龙流体控制设备(天津)有限公司,天津 300280)
1 概述
近年来,随着石油、天然气长输管线、储气库的大力发展,越来越多的输油、输气管线使用高压全焊接球阀作为切断阀。作为管线上的关键设备之一,全焊接球阀使用介质复杂多样、环境恶劣且输送压力高,要求全焊接球阀必须具有较高的可靠性、密封性和强度,保证球阀投入使用后可连续运行30年以上。由于全焊接阀体内部橡胶等密封材料的限制,阀体环焊缝焊后不能进行热处理,作为全焊接阀门的关键工序,必须采用有效的评定准则保证焊缝的可靠性和安全性。
英国焊接学会提出的CTOD断裂韧度能够准确评价焊接接头抗脆断裂的能力,且能够评定接头的安全可靠性而得到了广泛的应用。全焊接球阀阀体环焊缝采用多层多道焊接方式,在焊接过程中后一道焊接的高温焊珠加热前一道焊接的焊缝从而引起焊缝及热影响区组织的不均匀性,产生较高的焊口热应力,甚至产生裂纹、气孔或夹渣等缺陷,使材料的韧性明显降低。通过研究分析,材料韧性不足、微小裂纹引发的疲劳裂纹扩展是造成事故产生的主要原因。如果焊缝存在裂纹、气孔等缺陷,需要采用断裂力学理论来判断材料是否有足够的韧性阻止疲劳裂纹的扩展,具有均匀性、连续性和各向同性的弹性力学将不能用于焊缝的评定。
2 材料和焊接工艺
全焊接球阀阀体最大焊缝厚度大于130mm,按照标准要求该焊缝需进行焊后热处理,由于阀门内部结构的特殊性,无法进行焊后热处理。为此,本文依据英国BS7448断裂韧性试验标准,对大壁厚的A350LF2和A350LF6焊接接头,在-46℃环境下对其进行断裂韧性CTOD 试验,同时研究焊接参数对焊接接头焊缝及热影响区CTOD 性能的影响,为指导全焊接球阀阀体环焊缝焊接提供数据支撑。
2.1 母材
本次试验材料为A350LF2低温钢锻件,屈服强度σsmin=275MPa,抗拉强度σy=485-655MPa。其主要化学成分如表1所示。A350LF6 CL2屈服强度σsmin=415MPa,抗拉强度σy=515-690MPa,其主要化学成分如表2所示。

表1 A350LF2合金化学成分(%max)

表2 A350LF6 CL2合金化学成分(%max)
2.2 焊接工艺
采用窄间隙焊缝结构,坡口角度2~7°,大壁厚试件模拟生产的最大规格球阀厚度,单层1~3道焊缝,窄间隙焊缝结构如图1所示。
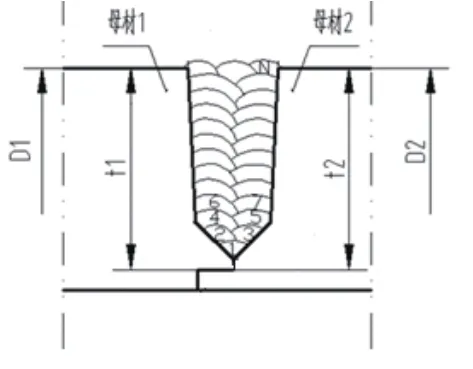
图1 埋弧自动焊坡口形式示意图
焊接前采用火焰加热的方式进行预热,初始预热温度为90℃;为了防止焊接过程中阀体温度升高造成密封件失效,层间温度最大控制在200℃以内;另外,全焊接球阀在焊接过程中会产生横向收缩,该收缩量需控制在1.2mm以内,减小阀体内部各零部件装配位置对阀门开关扭矩产生的影响,保证阀门的正常运行。鉴于上述情况,采用单丝埋弧自动焊对焊接接头进行焊接时需合理匹配焊接参数,控制热输入量,减少焊缝及其附近区域由于不均匀的温度场产生的残余应力。
3 试验方法
3.1 试样制备
试样尺寸为137mm×137mm×600mm。按照标准BS 7448:Part 1 的要求制作缺口形状,并采用电火花切割如图2所示的焊缝及热影响区位置的CTOD试样。
图2 焊接接头CTOD 试样示意图
3.2 试验程序
本文按照标准BS 7448: Part I及BS EN ISO 15653的试验方法开展CTOD试验,采用三点弯曲标准试样,裂纹面为N-P方向(平行于焊缝方向)。
在室温下,采用(GPS200)200kN高频疲劳试验机对每一个试样预制疲劳裂纹,预制疲劳裂纹波形为正弦波,预制疲劳裂纹参数f= 130 Hz,应力比R= 0.1,预制疲劳裂纹最大载荷为160 kN,名义深度为6 mm,在预制疲劳裂纹过程中应控制裂纹扩展速度,在最后的1.3mm内,适当增大疲劳载荷比;为了获得较好的裂纹前缘形状,对焊缝进行预压缩处理;如图3所示。

图3 预制疲劳裂纹
CTOD试验在(YDL2000)2000kN电液伺服万能试验机上进行,为考察该材料在低温工作环境下的服役表现,测试温度设定为-46℃。将干冰和酒精的混合液放入低温槽内,随后将预制裂纹的试样放置其中,严密监测温度变化至-46℃后保温70min,控制温度波动幅度在±2℃,试验加载速率为1.00 mm/min。直到加载载荷出现下降,试验停止。分别在焊缝中心以及热影响区粗晶区位置预置机加工裂纹,同一位置进行三次试验测试获得平均值以探究焊接参数对不同接头焊缝中心及热影响区断裂韧性值的影响。
4 试验结果与讨论
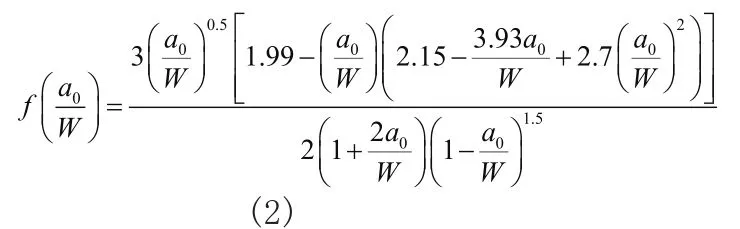
试验机系统自动记录载荷F和裂纹嘴张开位移值V并绘制F-V曲线。当达到最大载荷时停机,将试样取下,记录曲线上的最大载荷Fmax和其对应的裂纹嘴张开位移Vp。为了观察裂纹扩展区和测量裂纹扩展长度,对试样进行二次疲劳后打断,将断口烘干后在光学显微镜下测量初始裂纹长度a0和扩展长度a。CTOD 值按照标准BS7448计算:

式中:δ为裂纹尖端张开位移(CTOD);μ=0.3为泊松比;E=206GPa为弹性模量;F为F-V曲线上所对应的最大载荷(N);σs为材料的屈服极限强度;B为试样厚度(mm);W为试样宽度(mm);Vp为F-V 曲线上最大载荷对应的张开位移,mm;z=2.0mm为刀口高度。f(a0/W)为几何形状因子,按下式计算:
上述两种材质的焊接接头焊缝金属和热影响区的CTOD试验结果如表3所示。
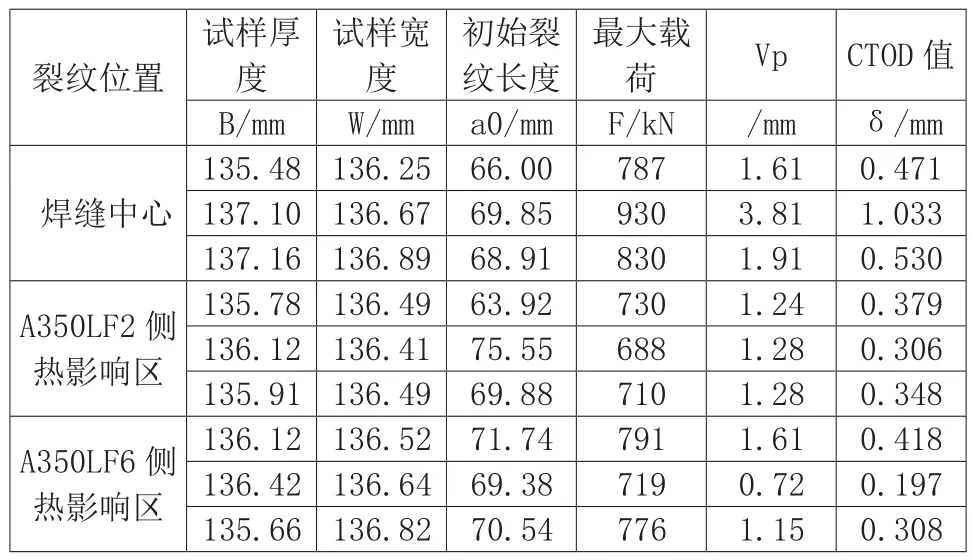
表3 埋弧自动焊焊接接头CTOD 试验结果
试验结果表明,焊缝和热影响区的在低温(-46℃)下均具有很好的CTOD断裂韧度,焊缝中心区CTOD 特征值相对较高,焊接接头断裂韧度最小值为0.197mm,位于A350LF6侧热影响区位置;产生上述现象是由于在热影响区存在局部脆性粗晶区,但并不意味着焊接接头整体韧度低,如果该区域周围材料有较好的止裂特性,可以保证整体的安全性。
5 结语
(1)对大壁厚焊接接头的CTOD 特征值进行分析,焊缝金属试样的CTOD特征值大于热影响区的试样。
(2)两种材质的焊接接头焊缝、热影响区的CTOD值均大于API 1104和DNV标准的要求,表明焊接接头可以在不进行热处理的情况下使用,具有足够的断裂韧度值。
