赛络集聚纺粘胶特细号纱的开发
2021-10-15郭占军张瑞云陈玉峰刘显煜
陈 文 郭占军 张瑞云 陈玉峰 刘显煜
(1.福建新华源纺织集团有限公司,福建福州,350212;2.中国棉纺织行业协会,北京,100020;3.东华大学,上海,201620;4.光山白鲨针布有限公司,河南信阳,465450)
在纺纱技术进步和纺织产品轻薄化发展趋势引领下,近年来特细号纱市场需求不断增长,开发生产特细号纱已成为我国纺纱行业共同关注的热点,而纺制高品质特细号纱线也成为衡量企业甚至行业技术水平的重要标志之一[1]。粘胶纤维由于强度相对较低,纺制高品质特细号纱存在较多工艺技术难点。赛络集聚纺结合了赛络纺和集聚纺的优点,纱线条干CV值、毛羽、常发性纱疵等指标均优于普通环锭纺纱线;同时其成纱结构紧密、耐磨性好,单纱强力高,适合纺制特细号纱[2]。
本研究在企业长期生产粘胶纱的基础上,对影响纱线质量的几个主要因素进行了分析,通过原料、工艺和专用器件的选配和优化,成功开发出R 5.4 tex 赛络集聚纱。
1 原料的选配
原料是纱线的基础,生产赛络集聚纺粘胶特细号纱,首先必须选择适合的粘胶纤维原料。特细号纱横截面内纤维根数少,纱线条干不匀增加,加上普通粘胶纤维的强力偏低,导致细纱很容易断头。基于以上原因,为克服纺制粘胶特细号纱过程中的困难,通过与上游纤维生产企业合作,共同开发了Sadaer 粘胶纤维(以下简称粘胶纤维)用于特细号纱生产,且分别采用1.00 dtex、1.11 dtex、1.33 dtex 粘胶 纤维纺制R 5.4 tex 纱。由纺纱结果发现,当采用1.33 dtex 粘胶纤维时,成纱质量明显下降,尤其棉结、条干、毛羽等指标较差,已无法满足产品使用要求。1.00 dtex 粘胶纤维的成纱质量除毛羽指标略差之外,其他指标均好于1.11 dtex 和1.33 dtex 粘胶纤维纱线,其成纱质量具有明显的优势。与同规格的常规粘胶纤维相比,本研究选用1.00 dtex 粘胶纤维的超长纤维率、倍长纤维、干/湿态断裂强度等指标均更佳,为后续特细号纱的生产提供了良好的原料基础。
2 各工序主要技术措施
本研究生产粘胶特细号纱采用赛络集聚纺工艺。具体工艺流程:FB1011 型往复式抓棉机→FB125C 型重物落杂器→FB1029B 型多仓混棉机→FB1115‐160 型精开棉机→FB1171 型棉箱→FB1233 型梳棉机→TMFD81S 型并条机→TMFD81L 型并条机→HY492C 型粗纱机→TH518J 型细纱机→SAVIO POLAR‐M 型自动络筒机。
2.1 清梳联工序
工艺上要求做到“薄喂,柔和开松,多梳,少打,少落”,即少伤纤维,梳理转移适度,打手速度偏低掌握,减轻打击力度,控制好系统各处工艺风压、风量,保证气流稳定,管道棉流畅通。梳棉工序主要工艺参数:生条干定量18.6 g/5 m,出条速度110 m/min,锡林速度330 r/min,刺辊速度715 r/min,适当减小棉网张力牵伸。
本研究纺制的特细号纱所用粘胶纤维细度小,强力值低,在梳理过程中容易损伤形成短绒,造成成纱纱疵和棉结多,布面质量差。为减少梳理对纤维的损伤、降低短绒率和棉结增长率,选用了经表面强化处理的梳理针布。采用普通针布与表面强化针布的纱线质量对比如下。
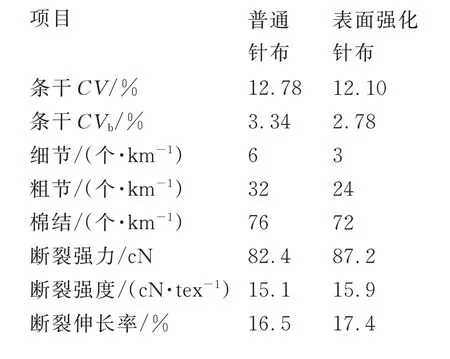
从以上数据可以看出,采用表面强化针布能够有效降低纱线条干不匀率、粗细节等关键质量指标,同时提高了成纱强度。其原因是针布经表面强化处理,针布齿尖硬度提高、表面粗糙度下降,可有效解决传统针布第二点不耐磨的问题,降低了纤维与针齿间的梳理摩擦作用力,从而达到减少纤维损伤、降低短绒和棉结的目的[3]。
2.2 并条工序
采用两道并条,并条干定量头并13.0 g/5 m,二并10.8 g/5 m;车速头并250 m/min,二并250 m/min;后区牵伸头并1.76 倍,二并1.50 倍。该工序重点解决并条工序机械波问题:通过将TMFD81L 型并条机的差速箱传动部分套筒由单排轴承改造为双排轴承,使得差速箱传动平稳,且套筒基本无损坏,消除了末道并条在5 cm、8 cm、18 cm、54 cm 处的机械波,确保了产品质量。
2.3 粗纱工序
粗纱工序采用“重定量,中档加压,较小的后区牵伸,低速度”的工艺原则。粗纱干定量为2.8 g/10 m。由于赛络集聚纺细纱退绕时引纱距离比普通环锭纺引纱距离长,张力较大,粗纱退绕时容易产生断头,为保证粗纱正常退绕,在细纱不出“硬头”的前提下,适当增大粗纱捻系数,以减少粗纱退绕时意外伸长,增加细纱前区须条的紧密度,从而减少成纱细节及毛羽,提高成纱强力。为确保粗纱品质,适当降低锭翼速度,小纱时750 r/min,中纱时900 r/min,大纱时750 r/min,以减少断头率、降低伸长率,保证粗纱生产正常运行。
2.4 细纱工序
由于赛络集聚纺无导纱动程,胶辊易磨损,使用寿命明显缩短,生产时选用邵尔A65 度铝衬套胶辊,表面经无色涂料微处理,既保证了抗绕性能,又降低了出“硬头”几率,减少了断头,使成纱质量稳定。
采用“重定量,大牵伸,小后区牵伸”的工艺原则。由于大牵伸,须条对罗拉的作用力可能会大于罗拉的紧固力,导致罗拉接头松脱并产生偏移,使纱线牵伸倍数变化,从而导致所纺纱线出现定量偏差。通过安装细纱机罗拉位移检测装置就可有效解决此问题[4]。
选用双碳丝网格圈规格2 600 目/cm2、131 mm×23.5 mm,其具有防静电性能好、黏花少、运行稳定的特点,可保证纱线毛羽指标优良,并避免黏附纤维、灰尘、蜡质而堵塞网眼等问题。
钢丝圈、钢领是环锭细纱机的关键器材,通过选配,最终选用HD(黑氮)PG1/2 3854 型钢领与TPJM1/2ES 型(黄晶)钢丝圈配套。HD(黑氮)钢领采用优质轴承钢,通过特殊渗透处理,表面采用特殊化学热处理,具有良好的耐磨性、耐疲劳性能、抗腐蚀性能,走熟期短,使用寿命2 年~5 年。TPJM1/2ES 型(黄晶)钢丝圈走熟期短,直接达到理想速度时也不会飞钢丝圈,纺制赛络集聚纺粘胶特细号纱时,明显改善了纱线断头率和毛羽指标,且钢丝圈使用寿命能够达到15 天以上,在保证纺纱质量的同时能够降低器材成本。
生产R 5.4 tex 赛络集聚纱时,细纱工序采用“重定量,大牵伸,小后区牵伸,粗纱大捻系数”的工艺原则,主要工艺参数:粗纱捻系数115,总牵伸110.45 倍,后区牵伸1.11 倍,细纱捻系数395,罗拉中心距44.5 mm×70 mm,锭速12 687 r/min,双锭摇架压力190 N×150 N×140 N,负压2 500 Pa 左右。双喇叭口间距8.0 mm,钳口隔距2.0 mm。
2.5 络筒工序
根据粘胶特细号纱强力低、受到摩擦后易产生棉结的特性,络筒工序速度不宜过高,设定为800 m/min。根据纱线质量要求,清纱器工艺参数以重点控制小棉结、长粗节、长细节为主,合理配置捻接工艺,保证纱线通道光洁。结合洛菲清纱工艺中错号、捻接、疵点等设定,根据纱疵分布以及纱线用途,优选后的主要清纱参数:棉结4.30 倍;短 粗 节2.00 倍,长 度1.3 cm;长 粗 节1.25 倍,长度20 cm;长细节-16%,长度16 cm。
2.6 加强温湿度管理
因粘胶纤维回潮率高,吸放湿能力较棉纤维快,要严格控制各工序的温湿度,以适应和满足粘胶纤维在加工过程中对温湿度的特殊敏感性,保证生产工艺过程的正常进行,提高产品质量和设备生产效率。各工序对环境温湿度控制要求:前纺工序温度28 ℃~32 ℃,相对湿度55%~65%;细纱工序温度28 ℃~35 ℃,相对湿度50%~60%;络筒工序温度25 ℃~32 ℃,相对湿度60%~65%。
2.7 成纱质量
综合以上技术措施,优选1.00 dtex 粘胶纤维纺制R 5.4 tex 赛络集聚纱的成纱质量满足了下游产品的质量要求。主要质量指标:单纱断裂强度15.9 cN/tex,断裂伸长率9.0%,条干CV12.3%,细节7个/km,粗节41个/km,棉结69个/km,捻度168.3捻/10 cm,筒纱3 mm毛羽数1.37根/m。
3 结语
综上所述,通过优选原料,清梳联做到“薄喂,柔和开松,多梳,少打,少落”,并优选梳理针布;并条工序改造并条差速箱传动套筒;粗纱工序以“重定量,中档加压,较小的后区牵伸,低速度”为原则;细纱工序采用赛络集聚纺技术,且遵循“重定量,大牵伸,小后区牵伸”的工艺原则;络筒工序优化清纱参数等措施,最终成功开发出R 5.4 tex赛络集聚纱。与常规粘胶纱产品相比,该纱线制成的面料具有染色均匀,色彩鲜艳,成品布面光洁,印花效果好;外观方面兼具莫代尔和莱赛尔的垂感;洗涤方面,抗起球,缩水率小;产品适用于针织、梭织、经编以及各种混纺织物,在高档面料开发中具有广阔的应用前景。
