D5产品中气味检测方法、产生原因及处理措施研究
2021-10-12过军芳孟令富陈光杰
过军芳,孟令富,陈光杰
(浙江新安迈图有机硅有限责任公司,浙江 建德 311600)
十甲基环五硅氧烷(D5)广泛应用在护肤、防晒、彩妆、除臭止汗、头发调理等人体护理产品中。由于其直接用于人体,气味要求非常严格。在D5产品生产过程中,如果存在异味,就会影响产品质量,引起客户投诉甚至退货,增加后续处理成本。而异味主要来源于碳氢类化合物,如甲醛、烯烃等。甲醛、苯已经被世界卫生组织认定为致畸致癌物质,在织物、食品、护肤品中都有严格的要求。甲醛含量测定方法有高效液相色谱法、气相色谱法和乙酰丙酮分光光度法[1-3]。但是,高效液相色谱法和气相色谱法使用的仪器昂贵。本文以客户投诉样品为研究对象,探索样品前处理方法,通过乙酰丙酮分光光度法测定样品的甲醛含量,建立异味严重程度与甲醛含量的对应关系,同时研究生产过程中产生甲醛的原因和有效控制方法。
1 D5产品异常气味研究
试验前,根据D5产品异常气味特性(刺激性),与标准样品进行对比,初步判定气味的来源很可能是甲醛。D5物料的安全技术说明书(MSDS)明确指出,如果该化学品在150 ℃以上温度条件下接触氧气,可能会产生甲醛等化学物,与推测相吻合。
试验采用乙酰丙酮分光光度法分别测试若干批次的客户投诉产品及正常接收产品,同时收集若干名人员的气味感官测试结果,将甲醛含量与感官测试结果对比,再次确认D5产品气味的主要来源为甲醛。
1.1 试验方法
前处理方法如下:考虑到样品与甲醛在水中的溶解度存在明显差异,直接采用水萃取甲醛的前处理方法。将50 mL测试样品与50 mL水等质量充分混合,并上下震荡20 min,将甲醛充分溶于水中。放在50 ℃水浴中1 h充分分层(水层在下,油层在上,油层起到水封的作用),采用长针头注射器方式吸取水层样品20 mL待用。
标准曲线的建立方法如下:按照《水质 甲醛的测定 乙酰丙酮分光光度法》(HJ 601—2011)的标准方法,配制10 mg/L甲醛标准溶液,分别吸取0.50、1.00、2.00、4.00、5.00、10.00 mL甲醛标准溶液,加入20 mL蒸馏水和5 mL乙酰丙酮溶液,并用蒸馏水定容到50 mL。在60 ℃±2 ℃下反应15 min,然后取出并冷却,制作标准曲线。在波长414 nm处,以空白标准试剂作为参比,利用1 cm吸收皿逐个测定样品的吸光度,然后制作吸光度与甲醛含量的标准曲线。
将处理后的20 mL待用试样加到50 mL容量瓶中,加入5 mL乙酰丙酮溶液,定容到刻度线,同样在60 ℃±2 ℃下反应15 min,以空白作为参比,测试吸光度,在标准曲线上读出甲醛含量。
1.2 试验结果与讨论
1.2.1 标准曲线的线性可靠性
在制作标准曲线时,对空白做了归零处理,得到原点的线性图。从图1可以看出,可决系数R2=0.999,线性完全满足要求。
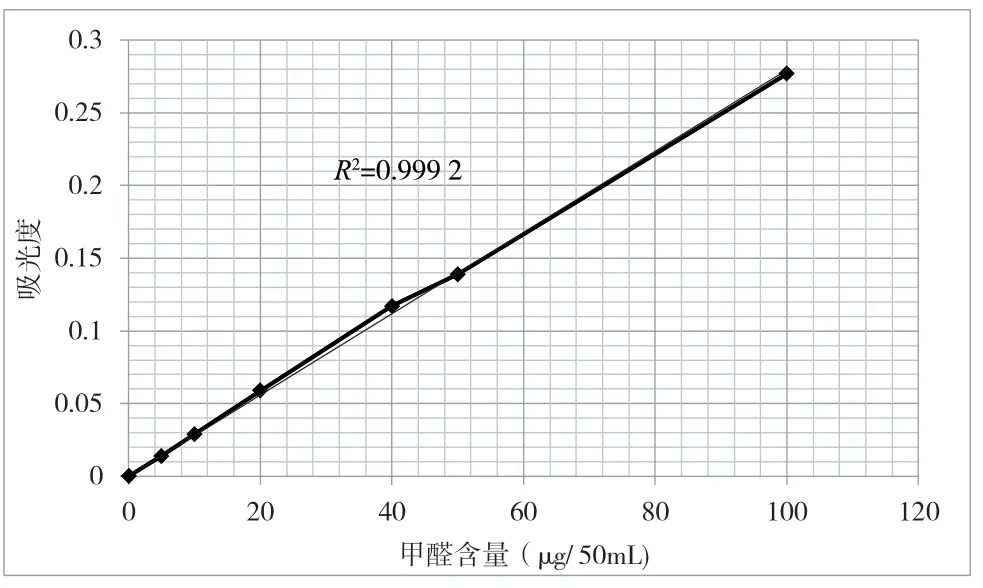
图1 乙酰丙酮分光光度法标准曲线
1.2.2 异味程度不同的样品甲醛测试结果分析
不同异味程度的几个样品中,甲醛含量测试结果如表1所示,平行测试3次。1#样品、2#样品和3#样品均受到客户异味投诉,4#样品、5#样品和6#样品为客户接受样品。从表1可以看出,异味越明显,所测甲醛含量越高,当甲醛含量小于0.4 mg/L时,正常人体嗅觉基本闻不出异常气味。产品质量控制量化指标可设定为甲醛含量≤0.4 mg/L,能保证客户需求。

表1 异味程度不同的样品甲醛测试数据
2 D5产品生产工艺中甲醛产生的原因及控制方法
十甲基环五硅氧烷(D5)是二甲基硅氧烷混合环体精馏得到的,在常压精馏的过程中,D5的沸点为210 ℃左右。在这个温度下,如果D5产品接触氧气,可能会产生甲醛等化学物,那么在生产过程中氧气是如何进入系统的呢?
经分析,主要原因是精馏塔操作不稳定,导致系统形成长时间或间歇性负压而吸入空气,空气中的氧气在高温下与D5接触。在浙江新安迈图有机硅有限责任公司的D5产品生产过程中,一旦系统出现负压,那么空气会从放空口吸入空气,空气进入回流罐,经回流罐到达冷凝器与高温D5接触。在这样的条件下,生产出的D5产品就有可能带有刺激性气味,影响品质。
在生产过程中,观察发现,系统出现负压的原因有两点。一是冷凝器的冷量过大,导致D5气体瞬间冷凝,造成系统出现负压,但逐步调整冷凝器负荷,当冷量可以使系统微正压时,会有部分D5经放空口进入空气,不但存在安全风险,而且造成浪费;二是冷凝器的冷量波动较大,会使系统出现间断性负压,导致少量空气进入从而接触D5,使D5产品产生刺激性气味。
根据实际原因,将惰性气体稳定补充至系统,保持系统压力稳定,避免系统出现负压,保证D5产品质量稳定。改造后,浙江新安迈图有机硅有限责任公司在生产D5产品的过程中有效地排除了D5异味问题,为下游客户提供了高质量的产品。
3 结论
十甲基环五硅氧烷的异味来源为甲醛,在其质量控制中,量化指标设定为甲醛含量≤0.4 mg/L,可满足客户无异味需求。分析发现,甲醛产生原因为在精馏过程中,系统内部进入少量氧气,发生不完全氧化反应。研究表明,通过惰性气体氮气保护,保证系统微正压,能够避免甲醛的产生。
