新型移动灯具的上下灯座盖注塑模结构设计
2021-10-11高俊丽文根保
高俊丽,文根保
(中国航空工业航宇救生装备有限公司,湖北 襄阳 441002)
0 引言
上、下灯座盖是新型可移动灯具中的一种零件,它是利用其形体上左、右和后端方向的3×0.8 mm×(5-3) mm×0.5 mm×35°凸台要素与灯座面板型槽相扣后进行连接,这种扣公与扣母的连接方式在塑料组件中十分普遍。
1 上下灯座盖的形体分析
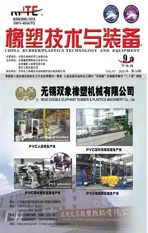
上灯座盖及分型面Ⅰ-Ⅰ,如图1(a)所示。下灯座盖及分型面Ⅱ-Ⅱ,如图1(b)所示. 下灯座盖三维图,如图1(c)所示.材料为ABS,收缩率:0.3%~0.8%。灯座盖形体上存在着如下的形体要素:
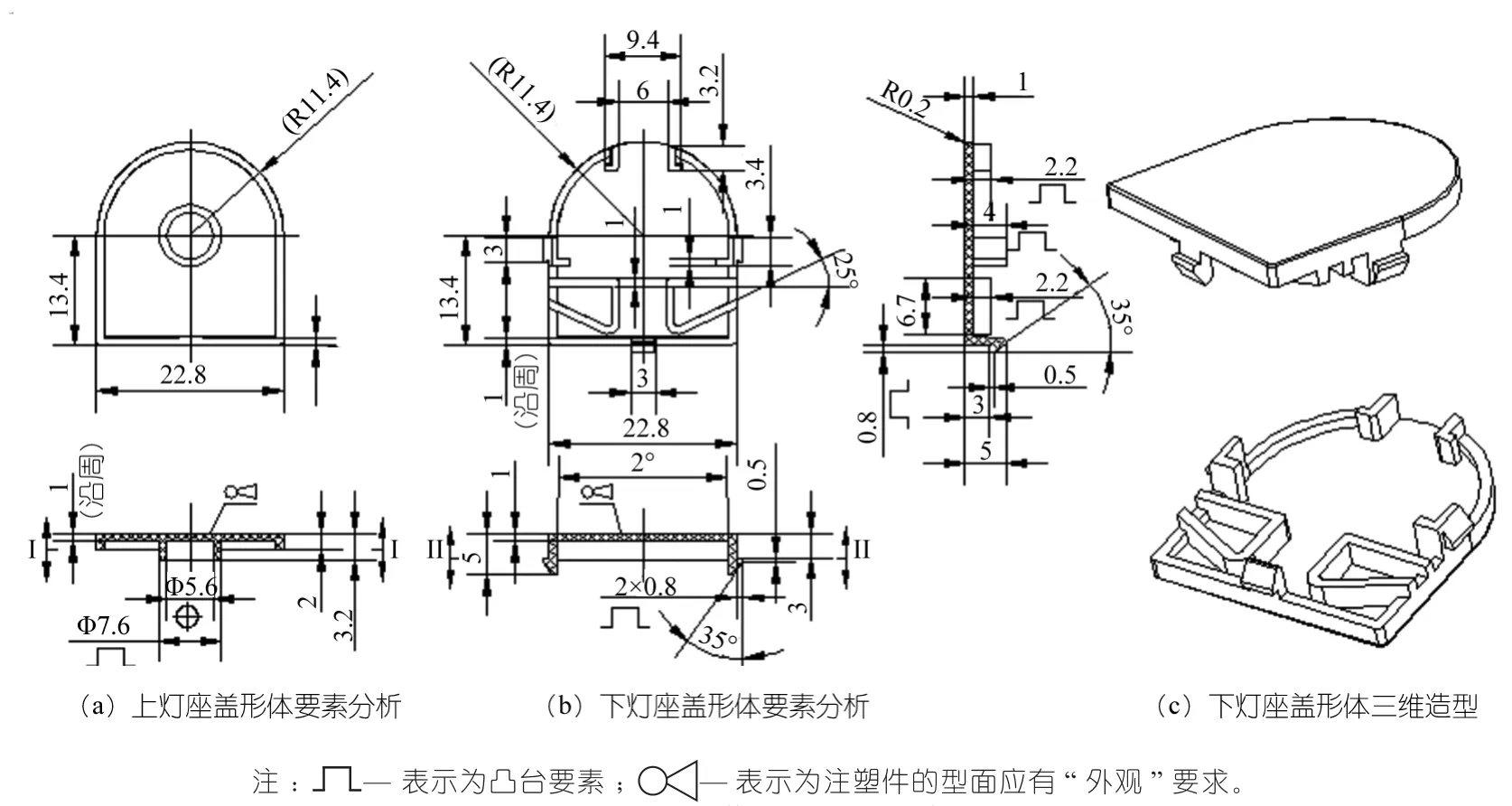
图1 上、下灯座盖形体要素可行性分析
(1)上灯座盖形体要素可行性分析:存在着Φ7.6 mm×(3.2-1) mm凸台要素;存在着Φ5.6 mm×(3.2-1) mm 型孔要素[1]、大批量和外观要素[2]。
(2)下灯座盖形体要素可行性分析:左、右和后端方向上存在着 3×0.8 mm×(5-3) mm×0.5 mm×35°凸台要素[3];前端存在着 2×(2.2-1) mL 形凸台要素;中部存在着2×(4-1) mL形凸台要素和2×(2.2-1) mm×6.7mmU形凸台要素、大批量和外观要素.
灯具是大批量的产品,灯座盖属于大批量要素,注塑模应该具有自动化多型腔生产的形式。灯具除了具有照明的作用之外,在家庭中具有装饰的作用,灯具所有的零件外表面应该具有外观要求,也就是说灯座盖外表面不应该存在着注塑模结构的痕迹,即应具有外观要素的要求。
2 上、下灯座盖注塑模结构方案可行性分析
上、下灯座盖形体要素是影响注塑模结构形式的因素,只有一一对应地解决了上、下灯座盖形体要素在模具成型加工中的问题,才能够制订出注塑模的结构可行性方案。
对于上灯座盖形体凸台和型孔要素,可以在动模型芯上加工出相应的整体型芯来成型。对应下灯座盖形体的左、右和后端方向上三处凸台要素,虽然会影响到下灯座盖的脱模。但由于它们处在形状轮廓的外部,可以利用定、动模整体型芯来成型凸台。定模部分开启后可消除上、下灯座盖凸台对脱模的阻挡作用,在顶杆的作用下可以使上、下灯座盖顺利地脱模。
由于上、下灯座盖形体和重量相近似,塑料相同,考虑注塑模可以同时进行上、下灯座盖成型。又因为是特大批量,注塑模可采用一模八腔结构。1号位置的型腔为4处上灯座盖,2号为位置的型腔为4处下灯座盖。由于灯座盖外表面具有外观要求,成型上、下灯座盖外表面不能具有模具结构的痕迹,相对应的模腔表面需要抛光至Ra0.8以上。
3 注塑模处置下灯座盖左、右端凸台与上灯座盖型孔模具结构的设计
下灯座盖左、右端方向上二处凸台要素是阻挡注塑模脱模的因素,处理不当下灯座盖无法顺利脱模。若采用斜导柱滑块或斜推杆抽芯机构,注塑模结构便显得过于复杂,并且型腔数量只能是4腔。为了取得更快更经济的注塑模设计和制造的效果,需要找出注塑模最佳优化结构方案。
(1)上、下灯座盖注塑模闭模状态:如图2(a)所示,当定、动模闭合时,由动模嵌件2和定模嵌件5组成的型腔。当塑料熔体流入型腔冷却后,可以成型下灯座盖3和上灯座盖4。
(2)上、下灯座盖注塑模开启状态:如图2(b)所示,定模与动模开启时,成型下灯座盖3和上灯座盖4的定模模腔被打开,有利于下灯座盖3和上灯座盖4的脱模。
(3)上、下灯座盖注塑模脱模状态:如图2(c)所示,当当注射机顶杆推动推件板12、安装板11和顶杆10时,顶杆可分别将下灯座盖和上灯座盖4的顶离动模嵌件2.由于顶杆所顶的型面,是下灯座盖和上灯座盖内型面,而下灯座盖分型面Ⅱ-Ⅱ和上灯座盖分型面Ⅰ-Ⅰ也不在外表面上,成型的下灯座盖和上灯座盖外表面便不会存在着注塑模结构的痕迹。
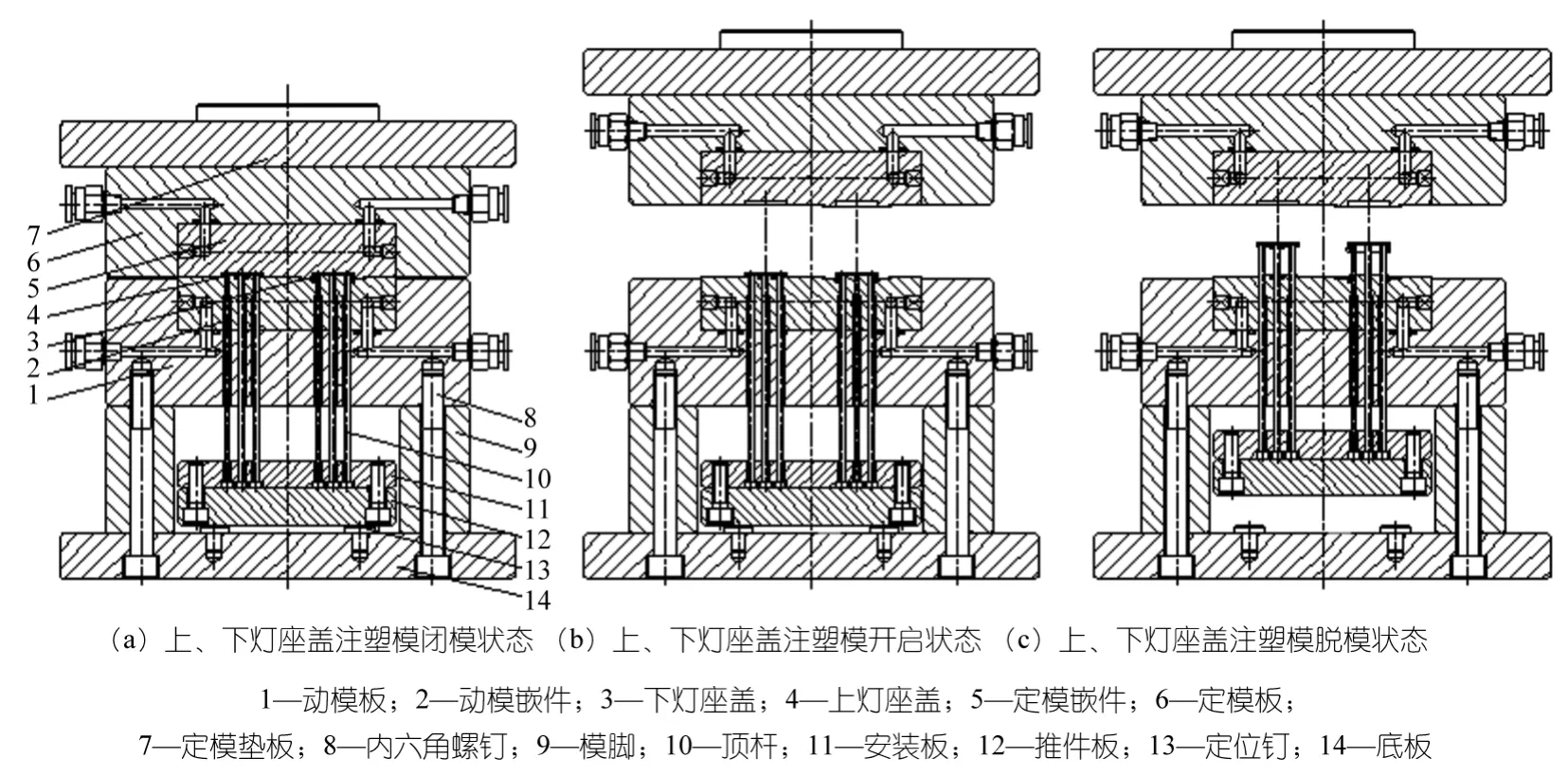
图2 注塑模处置下灯座盖左、右端凸台与上灯座盖型孔模具结构的设计
4 注塑模处置下灯座盖后端凸台模具结构的设计
下灯座盖后端方向上凸台要素也是阻挡注塑模脱模的因素,处理不当下灯座盖无法顺利脱模,需要采用优化模具结构设计。
(1)下灯座盖注塑模闭模状态:如图3(a)所示,当定、动模闭合时,由动模嵌件2和定模嵌件4组成的型腔,当塑料熔体流入型腔冷却后可以成型下灯座盖3。
(2)下灯座盖注塑模开启状态:如图3(b)所示,定模与动模开启时,成型下灯座盖3的定模模腔被打开,有利于下灯座盖3的脱模。
(3)下灯座盖注塑模脱模状态:如图3(c)所示,当当注射机顶杆推动推件板17、安装板16和顶杆10、15时,顶杆10、15可分别将4处下灯座盖3顶离动模嵌件2。由于顶杆所顶的型面是下灯座盖内型面,下灯座盖分型面Ⅱ-Ⅱ也不在注塑件的外表面上,成型的下灯座盖外表面便不会存在着注塑模结构的痕迹。
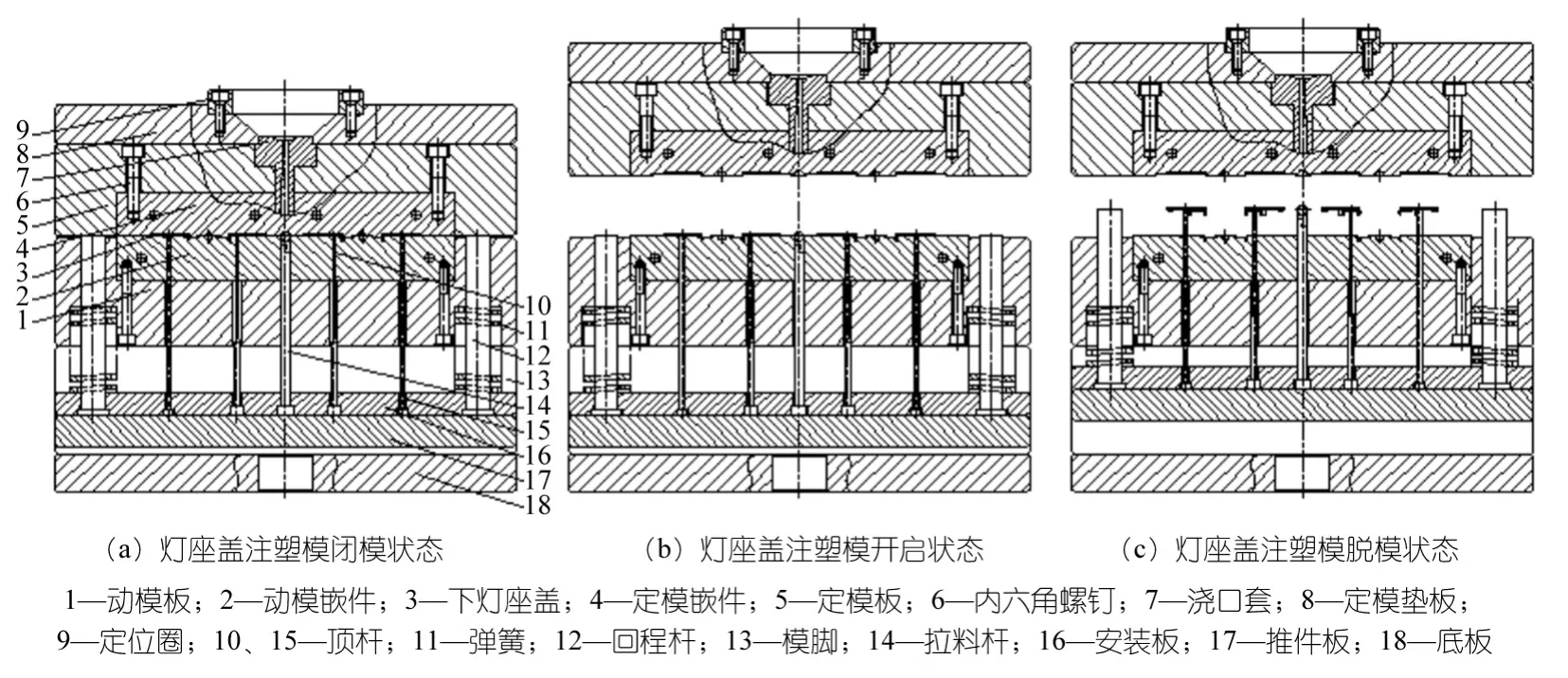
图3 注塑模处置下灯座盖前端凸台模具结构的设计
5 灯座盖注塑模的结构设计
如图4所示,上、下灯座盖注塑模结构,由定、动模部分、脱模、脱浇口冷凝料、回程机构和模架、浇注系统、冷却系统及导向构件等组成。注塑模所有成型上、下灯座盖的型面尺寸都应该是:图纸尺寸+图纸尺寸×收缩率0.5%,并且平行上、下灯座盖脱模方向的型面都应该制有1°30′的拔模斜度。
(1)模架:由动模板1、定模板6、定模垫板7、内六角螺钉8、模脚9、顶杆10、18、安装板11、推件板12、定位钉13、底板14、导柱15、导套16、拉料杆17、弹簧19、回程杆20、浇口套21和定位圈22组成,模架是整副模具机构和构件的安装平台。
(2)定模部分:由定模嵌件5、定模板、定模垫板、导套、浇口套、定位圈和螺塞、“O”形密封圈25、冷却水接头24组成。
(3)动模部分:由动模板、动模嵌件2、模脚、顶杆10、18、安装板、推件板、定位钉、底板、导柱、弹簧、回程杆、冷却水接头26、“O”形密封圈27、螺塞28和推件板导柱29组成。
(4)脱模机构:由安装板、推件板、推件板导柱和顶杆10、18组成,该机构是脱灯座盖的机构。
(5)脱浇注系统冷凝料机构:由安装板11、推件板12、推件板导柱29和及拉料杆17组成,该机构是脱浇注系统冷凝料的机构。
(6)回程机构:由安装板、推件板、回程杆和弹簧组成,该机构是实现脱模和脱浇注系统冷凝料机构复位,有利于注塑加工能自动循环进行。
(7)浇注系统:由浇口套中主流道、定模嵌件和动模嵌件上组合后的分流道及动模嵌件上的浇口组成,ABS熔体料流经过主流道流入分流道再流入浇口,最后流入模具型腔。
(8)冷却系统:由定、动模中冷却水通道、螺塞、、“O”形密封圈25、27和冷却水接头24、26组成,冷却水流动路线,如图4所示。
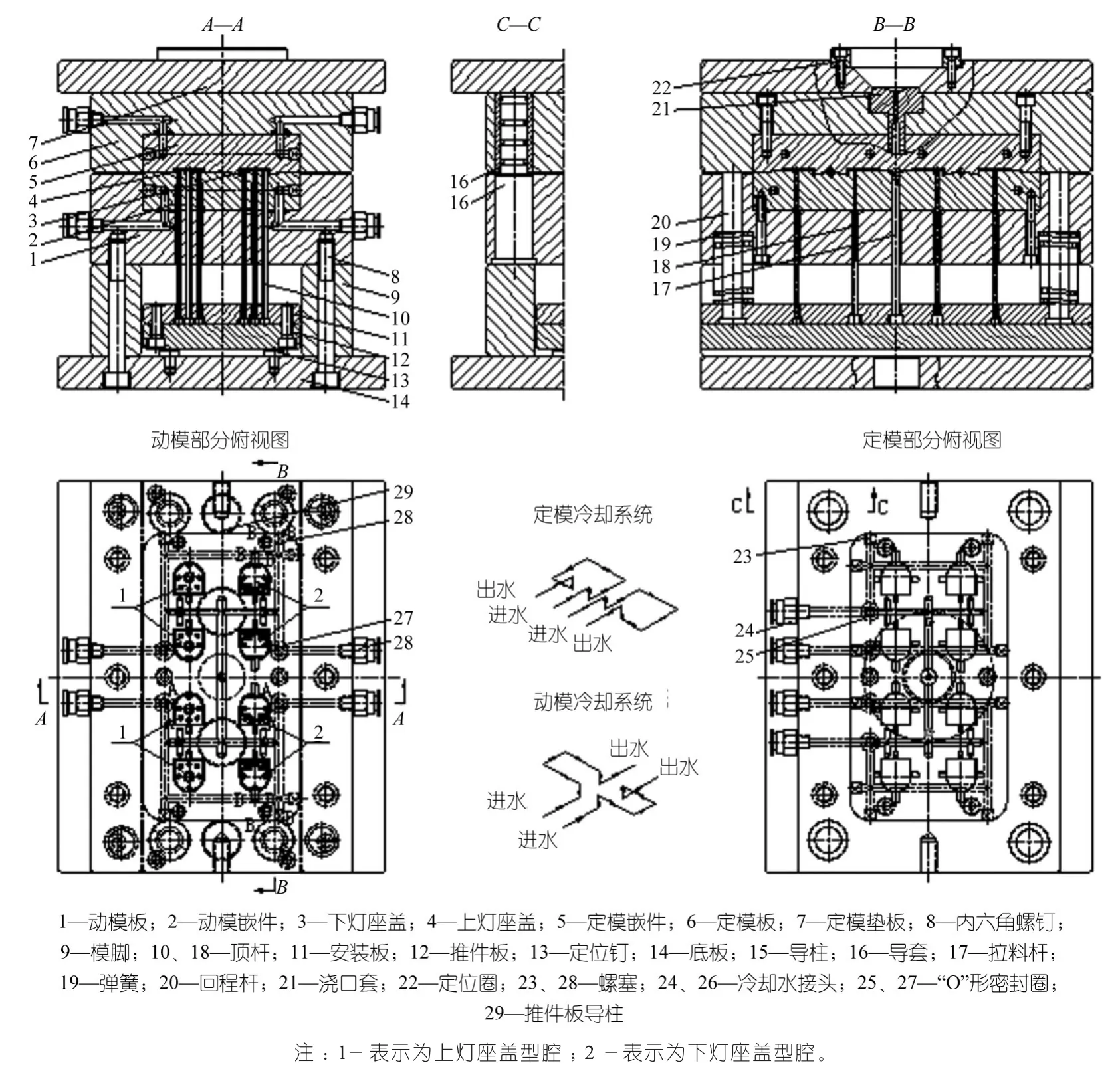
图4 上、下灯座盖注塑模结构设计
(9)导向构件:由导四组导柱和导套组成,导向构件是定、动模部分定位和运动导向的构件。脱模系统的导向,由推件板导柱保证。
上述各种机构、系统、构件和零部件设计和制造的到位,才能确保灯座盖注塑模的到位,最后才能确保灯座盖成型加工的合格。
6 结束语
通过对上、下灯座盖进行的形体要素全面和细致的分析,制订出来的与上、下灯座盖的形体要素相对应的模具结构方案才能正确无误,从而达到灯座盖注塑模结构设计准确无误的目的。最后,达到确保灯座盖注射加工的合格性,并确保灯座盖外表面无模具结构痕迹的要求。其它注塑模结构的设计,也要遵守这种原则。