质子交换膜(PEM)水电解制氢技术进展及应用前景
2021-10-11米万良荣峻峰
米万良,荣峻峰
(中国石化石油化工科学研究院,北京 100083)
氢能在能源供给侧和消费终端转型发展中可以发挥重要作用。在能源供给侧,氢能可以消纳可再生能源电力,实现能量在时间上的存储和空间上的转移。相对于其他储能方式,氢能具备规模优势;在能源消费终端,氢能可以实现零排放、零污染,减少碳排放。2020年9月,在第七十五届联合国大会一般性辩论上,中国提出力争2030年实现碳达峰、2060年实现碳中和的目标。在实现目标的过程中,氢能的应用除了可以减少碳排放、助力碳达峰,还可以通过氢与二氧化碳反应制成有机化学品,实现碳中和。
现阶段,氢气主要用作工业原料,但在发电、供热、交通燃料等领域有巨大发展潜力。随着可再生能源发电比例和规模不断提升,间歇性电力“削峰填谷”的储能作用将得到广泛体现。目前,全世界的氢产量约为70 Mt/a,主要消费方向以石油炼制、化工原料为主。氢气的主要用途和应用比例如表1所示。由表1可知,目前氢气以能源属性应用的比例不足1%[1]。
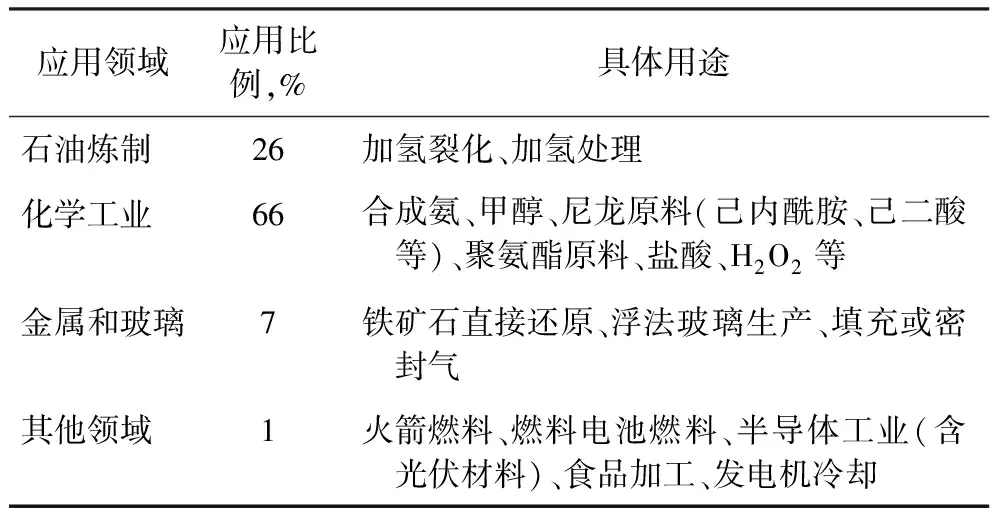
表1 氢气的主要用途及占比
2019年,中国产氢33.42 Mt,而生产原料以化石能源为主。其中,以煤为原料制得氢气(煤制氢)的量最多,达21.24 Mt,占比60%以上,如图1所示。根据中国氢能联盟研究院发布的数据,当单位制氢的碳排放(CO2)不高于4.9 kg/kg时,制备的氢气才是清洁的,如表2所示。煤制氢的碳排放强度接近风电、水电制氢的20倍,天然气制氢的碳排放强度也很高,两种方式制氢的碳排放均远超清洁制氢的碳排放标准;而以可再生资源发电,进行水电解制氢则能够满足清洁氢气的碳排放标准。需要强调的是,采用水电解制氢时,只有利用可再生能源电力制取的氢气才满足低碳排放的标准;而利用不可再生能源电力制取的氢气,从全生命周期来看,同样存在碳排放量大的问题。因此,水电解制氢是否属于清洁氢,要根据电网电力的种类来判断。

图1 2019年国内氢气来源构成情况

表2 不同制氢方式的碳排放及清洁氢气指标
按照2019年全国的氢气产量和构成比例来计算,共产生约0.4 Gt的CO2排放。现阶段,CO2捕集、封存技术(CCS)和CO2捕集、利用、封存技术(CCUS)因成本过高,暂时不具备经济性。而为了实现“碳达峰”和“碳中和”目标,未来以化石能源制氢的方式势必要受到限制或部分被清洁制氢方式取代。随着可再生能源发电装机容量不断上升、比例不断增加、可再生能源电力价格不断下降;同时,结合碳税、碳交易等利好政策,水电解制氢的经济性将显著提高;而且,利用可再生能源电力的水电解制氢具备几乎碳零排放的优势,因此在各种制氢方式中,水电解制氢的占比将大幅提升,成为实现“双碳”目标的重要抓手。
表3列出了质子交换膜(PEM)水电解、碱性阴离子交换膜(AEM)水电解、碱性水电解(ALK)以及高温固体氧化物(SOEC)水电解等4种水电解制氢技术的性能对比。从表3可知:在各种水电解制氢技术中,AEM技术成熟度低,目前还无法实现大规模应用,但是由于其不使用贵金属催化剂,同时兼具PEM和ALK制氢的优点,未来将会成为取代PEM制氢的替代技术;SOEC制氢技术由于固体氧化物的寿命和制氢规模的限制,暂时未达到工业应用程度,但其制氢效率高,未来具有稳定连续大规模制氢的潜力;ALK技术具备成本低、产氢规模大、技术成熟度高等优点,是目前应用最广的水电解制氢技术,但是存在负荷调节幅度小、启动响应慢、需要碱液处理过程等缺点,特别不适合可再生能源电力波动性的特点,只能从电网取电制氢。
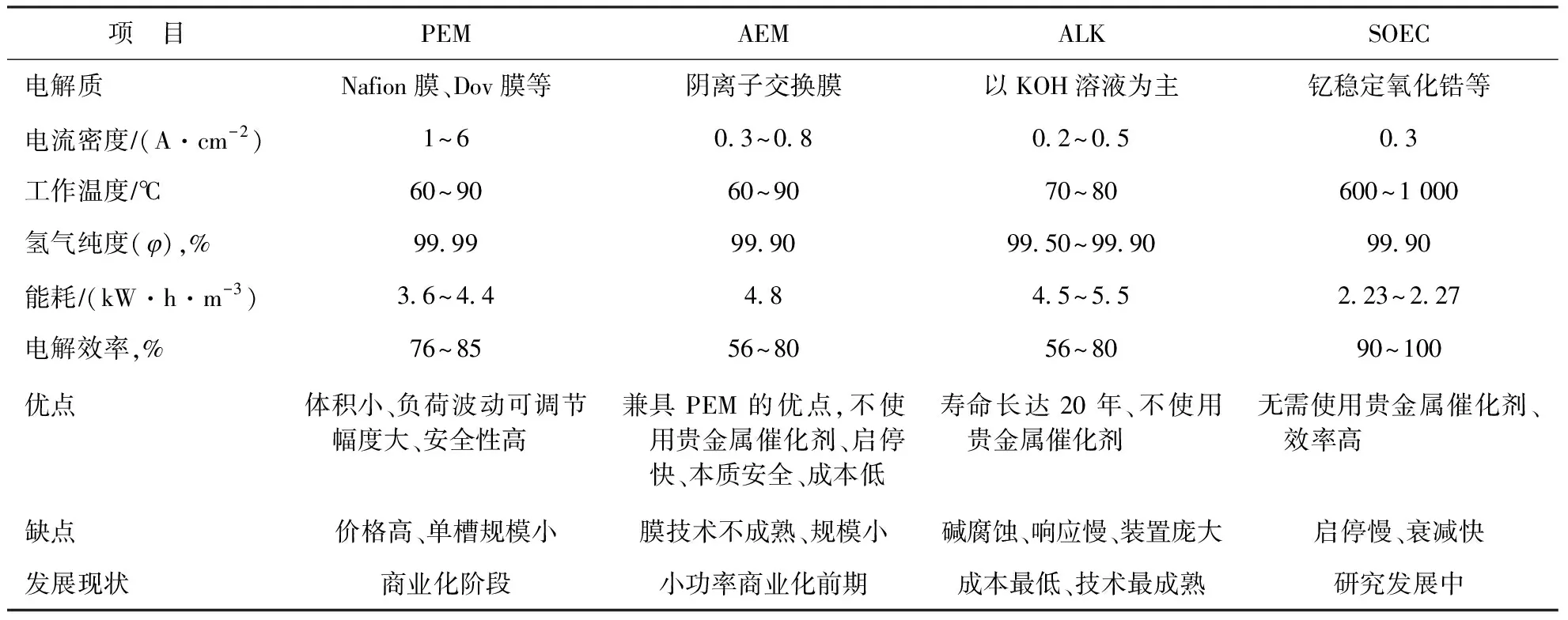
表3 不同水电解制氢技术的性能对比
与ALK技术对比,PEM水电解制氢技术启停速度快、负荷波动范围广、产氢压力高,尤其适合利用可再生能源电力(尤其是离网电力)制氢,是实现大规模水电解制氢应用最有效的方式之一。此外,它还可以实现对风电、水电、光伏电等电力能源的调峰运行和对弃电资源的充分利用,因而成为大规模、高效储能的重要方式之一。
1 PEM水电解制氢的应用现状
氢气比重小、扩散快,其导热系数是空气的8.4倍,因此常被用作发电机组的冷却剂,可以大幅降低风摩擦损耗,对于1 GW的发电机组,氢气纯度(φ)每提高1%,可以节约228 kW的能源[2]。PEM水电解制得的氢气纯度高,而且其制氢负荷可以实现在0~1之间智能连续自动化控制,因而PEM水电解制氢逐步取代了传统的碱水制氢和氢气瓶组等方式。目前,美国35家电厂、西班牙6家电厂、罗马尼亚6家电厂,以及卡塔尔多哈的RasAbuFontas、埃及开罗的ELKureimat等电厂均使用了PEM水电解制氢技术。国内方面,华能北京热电厂、浙江台州电厂、蒙能右中电厂、汇能长滩电厂等也相继应用PEM水电解制氢技术[3]。然而,电厂使用的PEM水电解制氢装置规模较小、生产的氢气量较少,一般仅为10 m3/h左右,规模化带动市场发展的潜力较小。
由于氢气可以大规模长时间存储,相对于其他储能方式,在时间尺度和规模尺度上均有显著优势;结合可再生能源电力的波动性,可以充分发挥氢气的储能优点,并实现大规模低成本制氢。在国外,大规模可再生能源制氢技术不断被应用:2015年12月德国在汉堡建立了1.5 MW可再生能源电力水电解制氢装置,所产氢气进入天然气管网供给居民使用;2016年西门子公司建造了6 MW的PEM电解槽与风电联用电解制氢系统,氢气产量达200 t/a,因风电价格低廉,该项目已于2018年实现盈利[4];2017年3月丹麦Hobro公司的Hybalance项目利用风电进行1.2 MW的PEM制氢,所产氢气用于加氢站;2019年ITM Power公司与丹麦海上风电巨头Ørsted公司合作开发了一种低成本的模块化5 MW电解槽堆栈,所产氢气供给Phillips 66 Limited公司炼油厂,用于石油炼制;2020年12月欧盟的H2Future项目利用电网调峰电力在奥地利林茨进行6 MW的PEM水电解制氢示范运营,所产氢气用于钢铁冶炼,助力钢铁行业的碳减排;2021年1月法国液化空气公司在加拿大魁北克省坎库尔市利用水电完成迄今世界规模最大的20 MW PEM制氢项目,所产氢气用于工业生产,当采用低价电力或废弃风电、光电时,上述项目具备经济性。目前,我国大规模PEM水电解制氢技术的应用才刚刚起步,2019年第一个兆瓦级氢能源储能电站落户安徽六安,是利用国家电网的低谷电建设的兆瓦级PEM水电解制氢储能热电联供工程。该项目是电网调峰的新模式,对氢能产业和能源互联网的发展均有重要意义。
2 PEM水电解制氢技术
2.1 阳极催化剂材料
在PEM水电解过程中,电解槽阳极的析氧反应是该过程的速控步骤。阳极反应过电势与阴极反应过电势的大小,是水电解制氢效率高低的主要影响因素之一,通常阳极反应过电势远远高于阴极反应过电势。当电流密度为10 mA/cm2时,不同催化材料的阳极过电势通常为200~500 mV。在高电位、氧化、酸性环境下,PEM电解槽对阳极催化剂材料的要求极为苛刻,能满足该要求的催化材料仅限于某些贵金属。通常,活性越高的金属,其在水电解过程中越容易溶解,稳定性越差。例如:从金属活性角度来讲,金属活性由高到低的顺序为Os>Ru>Ir>Pt>Au;但从金属稳定性角度来讲,其稳定性由高到低的顺序为Au>Pt>Ir>Ru>Os[5]。综合活性和稳定性等因素,目前工业上选用的PEM电解槽阳极催化剂以铱黑以及IrO2等为主。
虽然Ir阳极催化剂成本在整个电解槽成本中占比不大,但若未来PEM水电解制氢技术大规模普及,其需求量会大幅度上升。目前,全世界Ir产量少于9 t/a,因此在PEM水电解技术大规模应用后,阳极催化剂的成本占比会逐渐提升。Ir资源储量能否支撑整个PEM水电解制氢技术的未来发展,成为业内普遍关注的焦点,国外机构对此进行了相关研究预测。按照目前用量水平来计算,膜电极上的Ir用量为2 mg/cm2,而膜电极典型运行参数为4 W/cm2,因而1 GW级PEM电解槽的Ir用量为500 kg[6]。因此,单纯从规模和用量来看,Ir资源储量难以维持行业的发展,必须对现有的PEM水电解技术进行完善和升级。一方面,可以通过提升催化剂、膜电极技术,以及电解槽整体技术,大幅度降低Ir的用量;另一方面,可以有效回收Ir资源,使其回收利用率达90%以上[7]。
Christine等[7]分别分析了保守情况和乐观情况下未来50年PEM水电解行业对Ir资源需求量的变化情况,如图2所示。由图2可知,保守情况下,即PEM电极的Ir负载量保持0.33 g/kW不降低,则2045年前Ir的累计需求增长率与Ir有效回收情况的累计需求增长率相同。这是由于,在未来前20年中因Ir使用寿命及装置未到报废时限等因素,PEM水电解装置中Ir资源回收利用还没有得到有效实施,因此对新Ir资源需求总量增长较快,到2045年Ir的需求量达到约1.5 t/a,小于Ir的产量(9 t/a),因而供给可以满足需求。在2045—2070年,新增PEM水电解装置装机容量不断加大,同时Ir资源的回收利用量也不断加大。由于Ir资源的回收利用,Ir资源的累计需求增长率增长幅度不断减小,到2070年Ir的需求量为2 t/a左右,增幅不大。因此,按照目前Ir的年产量,未来50年Ir供给可以满足使用需求。
乐观情况下,参考燃料电池对Pt/C催化剂需求量的演进历程,假设到2035年技术进步使PEM电极的Ir负载量从0.33 g/kW降至0.05 g/kW,基于Ir回收率的提高及电解槽中单位面积Ir用量的大幅下降,Ir累计需求增长率很小,到2070年累计仅约20 t左右的总需求量,目前Ir供给完全可以满足使用需求。

图2 保守情况和乐观情况下未来50年PEM水电解行业对Ir的需求量预测■—Ir需求量; ■—Ir回收量; —累积Ir需求量; —包含回收Ir累积需求量
2.2 阳极催化剂的发展方向
除大幅降低阳极催化剂成本外,研制高活性、高稳定性的低Ir、超低Ir催化剂,以及非Ir催化剂是PEM水电解制氢技术的关键,因而需要探索制备高性能、稳定可靠、低成本催化剂材料的方法,其研究方向主要有以下几个方面[8-16]。
2.2.1 掺杂型催化剂目前,制备高性能、低成本催化剂材料常用的方法是将Ir与其他贵金属或非贵金属掺杂,形成二元或三元均相共熔体,降低电极的Ir用量、提升其分散度。例如:研究发现,将RuO2与IrO2混合,可以同时保持RuO2的高活性和IrO2的高稳定性,而且其催化析氧反应(OER)的活性比纯IrO2更高;但是,此方法不能从根本上解决RuO2稳定性不好的问题。为进一步降低电极的Ir用量并提升其活性,有学者在电极催化材料中添加惰性非贵金属氧化物,如CeO2,SnO2,TiO2,Nb2O5,TaO2,Ta2O5等及其混合物。非贵金属氧化物的添加比例最好限制在50%~60%的范围内,若添加比例过大,会降低催化剂的活性;而且,掺杂元素与Ir或Ru元素需具有良好的匹配性,因此可选择的掺杂物种较少。
2.2.2 负载型催化剂负载型催化剂可以避免掺杂型催化剂体相多种元素不匹配的问题,并实现催化活性中心的高度分散。但是,在PEM水电解阳极反应的苛刻条件下,载体必须具有较高的导电性(电导率大于0.01 μS/cm),卓越的耐氧、耐酸腐蚀能力和持久的寿命(几万小时以上)。此外,为高度分散贵金属粒子并保证水、气等物质能充分扩散,载体必须具有较大的比表面积和丰富可调的孔结构。目前,很难找到兼具高导电性和大比面积等优点的高性能载体材料,较常用的载体有TiO2、Nb掺杂的TiO2、Sb掺杂的SnO2、In掺杂的SnO2以及某些氮化物、硼化物等。碳材料兼具高导电性和大比面积等优点,但其不耐氧化且存在高电位腐蚀,限制了其在阳极催化剂上的应用。因此,合成新型耐腐蚀、高导电、大比表面积载体是未来的重要研究方向。
2.2.3 核壳型催化剂掺杂型催化剂和负载型催化剂虽然可以在一定程度上降低Ir的用量,但在PEM水电解过程中,由于非Ir金属溶解或者载体导电性、耐腐蚀性下降,导致阳极催化剂的性能不断下降,因而限制了掺杂元素和载体的实际应用。到目前为止,Ir依然是最佳的阳极催化剂活性组分。同时,电催化过程是一个表面反应过程,只有分布在催化剂表面的活性位点才能够参与反应[17]。因此,阳极催化剂可以充分利用核-壳结构形式,内核用非贵金属物质,外壳用Ir等贵金属物质,这样既增大外壳贵金属与反应物的接触几率,又减少Ir等贵金属的用量。核壳结构催化剂由两种或两种以上的物质组成,一般记作“核@壳”[18]。得益于核壳之间的表面应变效应和电子调节效应(核壳间电荷转移),核壳结构催化剂具有独特的物理化学性质和协同作用,提高了其在OER过程中的稳定性和催化活性[19]。
2.3 阴极催化剂材料
在PEM水电解制氢过程中,阴极反应的条件更加苛刻,因而电解槽对阴极催化剂材料的活性和稳定性要求更高,这有别于燃料电池用阴极催化剂。目前,电解槽阴极催化剂主要以Pt/C催化剂为主,其中Pt质量分数为20%~60%,其用量较阳极催化剂低近一个数量级。尽管如此,当PEM水电解技术大规模普及后,Pt的用量仍然会很大,因而发展低Pt含量阴极催化剂是降低成本的重要方向,发展单原子低Pt含量催化剂、Pt合金催化剂及非Pt催化剂成为重要的研究方向。Miles等[20]在80 ℃下、0.1 mol/L H2SO4溶液中,采用三电极体系测试金属催化阴极反应的活性,发现催化活性由高到低的顺序为Pd>Pt>Rh>Ir>Re>Os>Ru>Ni。未来,提升廉价金属催化剂的稳定性和活性将会成为研究的重点。
2.4 质子交换膜
目前,质子交换膜主要以全氟磺酸膜为主,主要有杜邦公司的Nafion系列、旭硝子株式会社的Flemion系列、德国Fumatech公司的Fumapem、德山化学公司的Neosepta-F系列以及旭化成株式会社的Aciplex等。这些质子交换膜的寿命普遍可以达到10 000 h,质子电导率达0.1 S/cm以上。
考虑到质子交换膜的气体阻隔性、耐久性及安全因素等,目前行业内使用的质子交换膜多为厚膜(如Nafion117、Nafion115等),厚度通常在100 μm以上,因而导致电解槽内阻占比提高、水电解制氢能耗增加。因此,降低交换膜厚度是未来发展方向。但是,由于水电解制氢过程电解液存在压差,交换膜厚度降低后会造成交换膜气体阻隔性和机械强度下降,容易产生安全问题。此外,气体阻隔性下降还会使催化剂上产生过氧化氢及各种自由基(·H,·OH,·OOH等),反过来攻击质子交换膜并使其劣质化。采用复合增强方式既可以保持质子交换膜的机械强度和气体阻隔性,又能降低其厚度,如复合膜Nafion/Graphene/Nafion可以将氢气的穿透率降低88%[21],Nafion XL和Gore-Select复合膜均表现出了较好的性能,但目前还未商业化应用[22-23]。Giner公司的DSM膜已在部分水电解领域得到应用[24],但其市场占有率仍较低。
目前,PEM水电解质子交换膜的材料价格较高,远远高于燃料电池用的质子交换膜价格,但是,质子交换膜材料由碳、氢、氟等元素组成,制造成本下降空间较大。
2.5 膜电极
膜电极(MEA)是电解槽中水电解制氢反应的心脏,由阴、阳极催化剂和质子交换膜构成。其制备过程为:将阴、阳极催化剂与浆料混合,分别涂布在质子交换膜的两侧,经过热处理等工序,制成膜电极。膜电极的性能除由阴、阳极催化剂的本征活性和质子交换膜的性能决定外,还受到浆料配方、涂布工艺、热处理工艺等影响。在浆料中增加离子聚合物(离聚物)的含量可以提高质子传导率,有利于质子从电极层传输到质子膜侧,降低催化电极的质子电导率;但离聚物也是电子的阻隔物,其含量增加会增大催化电极的电子电阻。因此,离聚物含量是平衡催化电极电子电导率与质子电导率的重要关键因素[25]。
目前,膜电极的制备方法主要有直接涂布、超声喷涂、转印法等。直接涂布可用刮刀涂布或狭缝挤压涂布,其自动化程度高、效率高、制备成本低、适合大规模生产,但催化剂负载量低、涂布模头易堵塞、投资成本高、不适用于厚层涂布。超声喷涂将配置好的浆料溶液直接喷涂到经过预处理的质子交换膜上,操作简单、工艺灵活、适合大负载量膜电极的制备,但是其只能单片喷涂,不适合规模化生产。转印法先将一定黏度的催化剂浆料涂布在基体上,再将其转印到未经处理的质子交换膜上,其效率高、适合大规模生产,但有时不能完全转印。
膜电极有序化能够增加电化学反应面积,大幅降低催化剂用量,是未来重要的发展方向。3M公司研发了纳米结构薄膜(NSTF)电极[26],阴阳两极分别采用Ir、Pt催化剂,负载量均为0.25 mg/cm2,大幅降低了MEA成本。Proton Onsite公司采用直接喷雾原位沉积法,制备了非常薄的阴阳两极膜电极,大幅减少了催化剂的用量[27]。
若膜电极的催化剂层不均匀或催化剂层与质子交换膜的结合不够紧密,则会成为水电解过程中的安全隐患,并导致其性能衰减。这种情况尤其容易在大面积膜电极上出现。目前,国外制备膜电极的面积可以达10 000 cm2以上,而我国制备膜电极的面积仅为2 000~3 000 cm2,因此制备大面积、均一化膜电极也是膜电极研发的重要方向。
PEM电解槽的性能主要由膜电极的性能决定。表4为由不同催化剂和质子交换膜制备的膜电极性能。由表4可知,电流密度在1 A/cm2时,不同单片膜的电极电压为1.5~2 V。

表4 PEM水电解中不同催化剂制备的膜电极性能[28]
2.6 集电器和双极板
PEM水电解槽的集电器和双极板主要由钛金属制成,其表面需进行贵金属涂层防护,以保证电解槽的寿命,因而集电器和双极板的制造成本占PEM电解槽总成本的50%以上。
集电器是连接双极板和膜电极的桥梁。在阳极侧,水通过集电器进到膜电极表面进行分解反应,释放氧气分子、质子和电子。氧气通过集电器扩散回水相中,质子通过质子交换膜进入到阴极侧,电子通过集电器从外电路进入阴极与质子结合生成氢气。因此,集电器既要具有丰富的孔道,利于水和氧气的扩散传递,又要具有较好的导电性能,能将电子传导到阴极。电解过程中形成的酸性氢质子和氧原子等对集电器有一定的腐蚀性,因而集电器在高电位下必须具备耐氧腐蚀和酸腐蚀的特性。
图3为集电器孔道内气液两相流的不同流动模式[29]。由图3可知,在不同的电流密度下,集电器孔道内的气液两相流会有不同的流动形式,某些流动形式有利于水的传输,某些流动形式有利于气体传输。研究表明[29]:集电器的孔道孔径大于10 μm时,降低孔道孔径可以提升水电解的性能;当孔隙率超过0.5后,孔隙率的变化对水电解的性能影响不大。集电器孔道结构设计的关键是如何保证气液逆流的同时满足不同电流密度下气液的高效输运要求,既能保证水及时到达阳极膜电极表面,又能保证生成的氧气被及时移除,保持系统动态平衡。否则,会形成气液扩散阻力,影响水电解过程。

图3 集电器孔道内气液两相流的流动模型[29]
典型集电器的性能参数如表5所示[30]。

表5 典型集电器的性能参数[30]
双极板是汇流气体分子、水分子以及电子的重要部件,由于其运行环境与集电器相似,因而也需要进行贵金属涂覆防腐处理。为了降低双极板的制造成本,通常以不锈钢为主体,外层进行Nb(1 μm)/Ti(50 μm)复合涂层防护。与单一Ti涂层防护相比,Nb/Ti复合涂层防护可将界面电阻降低一个数量级[31]。然而,在特定条件下,氢脆会导致复合涂层产生裂纹和缺陷,因此必须严防氢脆现象发生。此外,某些碳基化合物和氮化物涂层有望替代贵金属涂层[32-34]。Carmo等[35]发现,相对于Pt、Au涂层,Ir涂层会显著降低界面接触电阻(降低约60 mΩ·cm2),因而Ir也是较常用的涂层材料。
2.7 PEM电解槽制氢系统
PEM电解槽制氢系统主要由膜电极、双极板、集电器以及密封件等部件组成,此外还包括电源、冷却、纯化等单元以及控制系统等。目前,全球投产100多个PEM水电解制氢项目,并且已经开展光电、风电、水电等可再生能源制氢的大规模应用。国外单槽电解槽的最大氢气产量达到500~600 m3/h,成熟制氢企业的制氢规模可达1 000 m3/h以上;制氢系统单位制氢耗电量为4.5 kW·h/m3,比碱水电解制氢耗电量减少约1 kW·h/m3。国内单槽电解槽的氢气产量仅为200 m3/h左右,在规模、能耗等方面与国外均有一定差距,而且利用可再生能源电力的PEM水电解制氢项目非常少,主要原因归结于PEM水电解制氢成本较传统碱水制氢高,投资大。
PEM水电解制氢的单位成本主要由电费[制氢单位综合电耗为5(kW·h)/m3]、折旧费(根据开工时间不同,PEM设备折旧费为0.2~0.7 元/m3)和运维费(约0.1元/m3)构成。年运营时间分别为2 500 h和8 000 h时,PEM水电解制氢的成本和电价的关系如图4所示。

图4 运营2 500 h/a和8 000 h/a时PEM水电解制氢系统成本与电价关系■—折旧与运维(运营2 500 h/a); ■—电费(运营2 500 h/a); ■—折旧与运维(运营8 000 h/a); ■—电费(运营8 000 h/a)。数据来自Proton onsite
从图4可以看出:年运营时间越长,制氢的总成本越低,系统运行2 500 h/a时的制氢成本是运行8 000 h/a时的1.2~1.8倍;电价越低二者成本差距越大,电费成本远远大于运维和折旧成本,电价越高,电费占总成本的比例越高。当电价不低于0.2元/(kW·h)时,系统运行8 000 h/a情况下,电价成本占总成本的77%以上;当电价为0.15元/(kW·h)时,生产氢气的总成本约为1.14元/m3,与天然气制氢成本相比具备一定的竞争力。此外,生产1 kg氢气会同时产生8 kg氧气,而且氧气纯度通常可以达到医用级,如果能充分利用,可以进一步降低氢气生产成本。
3 未来发展和应用展望
(1)PEM水电解制氢技术应用的主要障碍在于成本过高,降低成本主要包括降低关键材料、关键部件、系统控制等方面成本。
材料方面主要包括阴极催化剂、阳极催化剂、质子交换膜、集电器、双极板等。从降低阴、阳极催化剂成本来看,现阶段主要是降低贵金属用量或者开发非贵金属材料。短期内,开发低Ir含量、超低Ir含量的阳极催化剂和超低Pt含量的阴极催化剂具有可行性,例如:中国石化新能源研究所米万良水电解制氢团队、贺利氏公司、吉林大学邹晓新团队等均研制出高活性和高稳定性的低Ir阳极催化剂,性能与商业IrO2相当或更优。长期来看,开发非Ir催化剂,解决其活性稳定性问题,是研究的重点。阴极催化剂方面,开发单原子Pt系催化剂,解决其稳定性是重要的研究方向;而对非Pt催化剂,需重点研究其活性和稳定性。对于集电器、双极板等材料,重点研究方向在于非贵金属、耐腐蚀涂层研发,尤其是提升氮化物、硼化物、Nb等涂层的稳定性。对于质子交换膜的研究,重点在于:制备增强复合薄膜,大幅降低膜厚,减少质子交换膜用量;开发有序化的质子交换膜,进而开发制备有序化膜电极;开发原位沉积的膜电极制备技术,大幅降低催化剂用量。
同时,可以通过改进上、下游配套衔接技术,提升PEM水电解制氢系统的整体经济性。例如:发展高压及超高压水电解制氢电解槽,分别开发中高压(21~42 MPa)、超高压(70~80 MPa)等不同级别制氢电解槽,满足氢气压缩、罐装运输、加氢站加氢要求,形成一体化制氢、储氢、加氢系统。
另外,可以通过发展大面积膜电极,提升单槽氢气产量,进行兆瓦级PEM电解槽的开发,以平衡企业控制成本;通过提升电流密度,提升电解槽的产氢能力,在催化剂用量不变的情况下,当电流密度提升1倍时,单位产氢成本降低50%。
(2)随着可再生能源装机容量的不断提升,基于可再生能源制取绿氢,将成为碳减排和碳中和的重要途径,其应用领域主要包括天然气掺氢、与CO2合成甲醇、钢铁冶炼、绿色炼化、绿色化工、交通能源等。
在国外,已将可再生能源电力制取的氢气掺入天然气管网中,且掺杂比例(φ)高达20%。中国2019年天然气消费量为3.067×1011m3,若按照20%比例掺入氢气,则氢气消耗量将达6.0×1010m3/a,可减少CO2排放约0.12 Gt,碳减排效果非常显著。
甲醇是重要的大宗化工原料。目前甲醇生产主要通过CO与氢气进行费-托合成反应,随着CO2与氢气反应制甲醇技术的发展,有望代替传统甲醇合成路径,并实现碳中和,具有重要意义。
2019年中国钢铁耗煤量约为0.7 Gt,若其中10%由氢气实现铁直接还原,将产生巨大氢气需求;按照每吨煤排放CO2约2.6 t计算,则可以减排CO2达0.18 Gt。
中国石油化工股份有限公司每年产氢量约3.5 Mt,主要用于石油炼制过程。如果用绿氢替代,每年可以减少35 Mt的CO2排放。
合成氨及己内酰胺等化工过程,每年消耗大量由传统化石能源制备的氢气;若用绿氢替代,将成为碳达峰、碳中和的主要贡献者。
作为燃料电池汽车的燃料,氢气的能源属性逐渐显现。虽然目前中国燃料电池汽车保有量和用氢量都还很低,但是随着未来燃料电池汽车的增长,氢能需求将大幅上升。
