厚壁铜合金顶盖铸件气孔缺陷失效分析
2021-09-29王清宇陶韬
王清宇,陶韬
哈尔滨电机厂有限责任公司大电机研究所 黑龙江哈尔滨 150040
1 序言
1.1 铸件材质
顶盖铸件是哈尔滨电机厂有限责任公司系列水轮机试验装置的重要部件,铸件材质为硅黄铜ZCuZn16Si4。
硅黄铜在大气、淡水和300℃以内的蒸汽、石油、酒精和其他有机介质中耐蚀性良好。铸造性能优良,流动性好,疏松倾向小,线收缩较小,铸件气密性好,可以砂型铸造复杂的铸件,也适宜于金属型和压铸,切削性能和焊接性都较好,是比较理想的试验装置用材料[1]。顶盖铸件结构如图1所示。
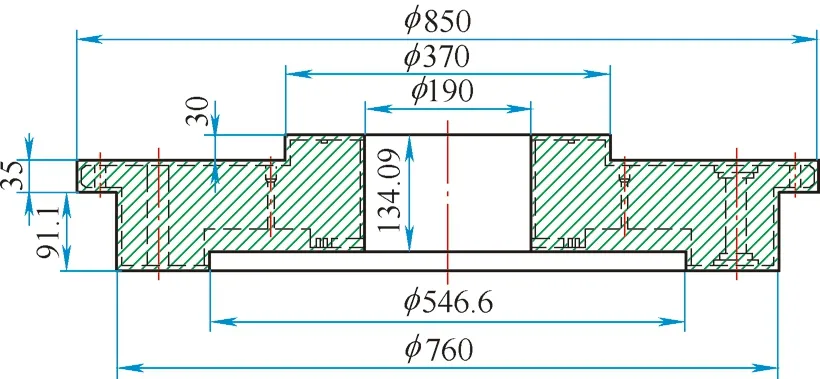
图1 顶盖铸件结构
1.2 铸造工艺
此顶盖结构属于规范截面的厚壁铸件,铸件最厚在100mm以上。
铸造工艺通常采用底面冷铁以提高激冷度、顶面加冒口的补缩工艺设计,并采取补浇冒口、保温覆盖等措施加强温度场的调整,实现铸件的顺序凝固和加强补缩;面砂为树脂砂,以提高铸型表面的强度,降低表面粗糙度值[2]。使用醇基锆石粉涂料,防止粘砂和砂眼缺陷;另外,在加强合金液精炼除气、提高合金液纯净度的情况下,保证铸件的内部质量,达到产品的质量要求。
经过多年的实际生产验证,此铸造工艺过程已经固化,顶盖铸件质量良好且非常稳定。
2 问题状况
铸件粗加工后顶面与底面均存在圆球形和不规则形状的孔洞类缺陷,且加工过程中一直存在,无法通过去除加工余量的方式消除该类缺陷,如图2所示。
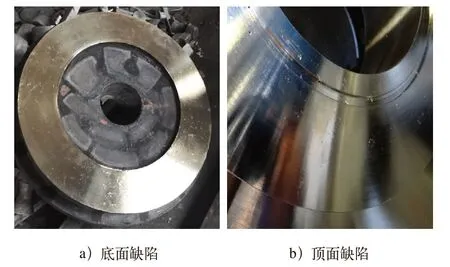
图2 顶盖铸件加工后缺陷
试验装置顶盖的作用是与底环一起构成过流通道,防止水流上溢;支撑导叶、传动机构以及某些机组的操纵机构;支撑导轴承以及其他附属装置。同时需要承受水压力,但因该顶盖铸件存在孔洞类缺陷而报废,无法使用。
3 失效分析
3.1 缺陷种类判定
根据缺陷的形态、分布情况以及缺陷的内表面形貌,初步判断是气孔缺陷。气孔缺陷通常分为三大类:析出性气孔、侵入性气孔和反应性气孔。
(1)析出性气孔 液态金属在冷却凝固过程中,因气体溶解度下降,析出的气体因来不及逸出而产生的气孔称为析出性气孔。这类气孔主要是氢气孔和氮气孔[3]。
析出性气孔通常分布在铸件的整个断面或冒口、热节等温度较高的区域。当金属含气量较少时,呈裂纹多角形状;当含气量较多时,气孔较大,呈团球形。
(2)侵入性气孔 将液态金属浇入砂型时,砂型或砂芯在金属液的高温作用下会产生大量气体,随着温度的升高和气体量的增加,金属-铸型界面处气体的压力不断增大。当界面上局部气体的压力高于外界阻力时,气体就会侵入液态金属,在型壁上形成气泡。气泡形成后将脱离型壁,浮入型腔液态金属中。当气泡来不及上浮逸出时,就会在金属中形成侵入性气孔。
侵入性气孔的特征是数量较少、体积较大、孔壁光滑、表面有氧化色,常出现在铸件表层或近表层。形状多呈梨形、椭圆形或圆形,梨尖一般指向气体侵入方向。侵入的气体一般是水蒸汽、一氧化碳、二氧化碳、氢、氮和碳氢化合物等[3]。
(3)反应性气孔 虽然主要是作为砂型黏结剂的呋喃树脂热分解产生的热皮下气孔,但呋喃树脂黏结剂铸型对浇注温度很敏感,当浇注温度<1350℃时,一般不会出现热皮下气孔[4]。铜合金铸件浇注温度一般在950~1100℃,因此基本不会出现反应性气孔。
经观察问题铸件的冒口发现,浇注结束后冒口收缩量较小;打箱清理后,切割冒口时根部出现孔洞,如图3所示。初步判定为析出性气孔。
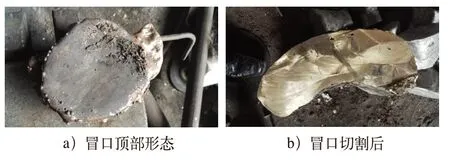
图3 顶盖铸件冒口
3.2 气体来源的判定
铸件中的气体可能来自于金属的熔炼过程,也可能来自浇注过程和砂型。为进一步确定缺陷的类型和气体的来源,我们对报废的铸件进行了实物解剖,如图4所示。
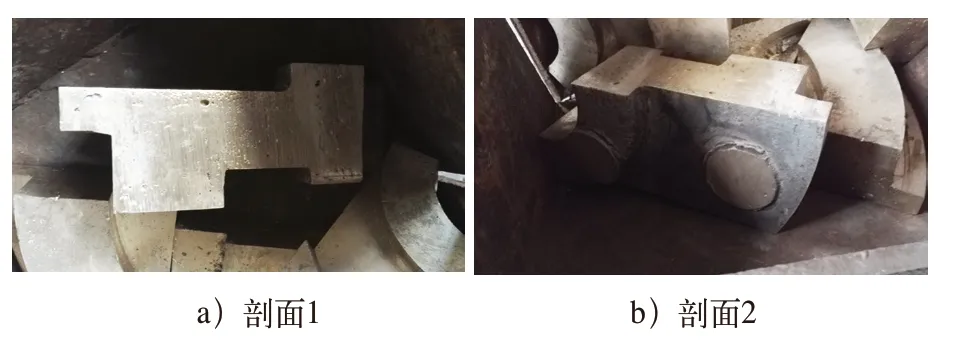
图4 铸件解剖断面
通过解剖铸件和冒口发现:铸件整个断面存在弥散性气孔,同时冒口根部有气孔,大部分冒口顶面液面有上涨现象。判断气体来自熔炼过程,因此以下从熔炼、浇注过程进行分析。
(1)原材料 铸件材质为硅黄铜ZCuZn16Si4。原材料组成为纯铜、锌锭、铜硅合金和部分回炉料,原材料符合标准,无油、无锈且干燥预热后入炉,应不是产生气孔的原因。
(2)熔炼与浇注过程 熔炼过程按固化的工艺过程执行,且ZCuZn16Si4硅黄铜中含锌量较高,本身具有脱氧、除气的作用,且该牌号铜合金为常用材料,无熔炼难度。
后经生产车间实地调查,由于顶盖铸件较以往生产的铸件吨位大,因此采用的是合炉浇注工艺,即前一炉铜液熔炼好后,进入保温炉保温,再熔炼一炉铜液合包,除气后浇注。
问题出在保温及合包浇注过程中,铜液保温时间过长、温度下降较多、过程中吸气,同时合包后进行除气,由于铜液温度下降较多,除气反应不完全,气体不能及时、完全上浮,导致浇注后气体继续析出,但此时温度较低,不能完全逸出到铸件之外,进而加剧了铸件的气孔缺陷。
4 改进措施
通过以上的分析、验证,找到了铸件产生气孔而报废的原因,根据生产厂家的实际情况,对下一步顶盖的生产提出了建议。
4.1 熔炼与浇注
多炉合浇的工艺方案,质量风险大,建议不采用。建议仍使用单炉熔炼、浇注,采用加锌精炼取代六氯乙烷精炼;熔炼温度、浇注温度严格按我公司工艺要求执行;采用侧面切向浇道以提高浇注速度;浇注时采用一浇到顶的方式,浇注后及时补浇冒口。
4.2 铸造工艺
根据冒口和冷铁方案,进行计算机模拟,采用底面冷铁,取消内圆冷铁,同时调整冒口的大小、数量和位置。铸件补缩方案及模拟结果如图5所示。
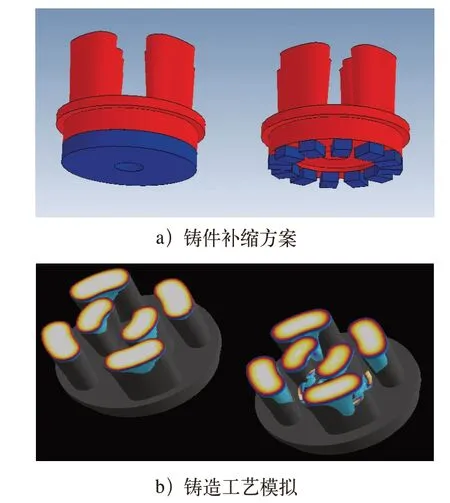
图5 铸件补缩方案及模拟结果
4.3 改进后的生产
通过铸造工艺模拟、优化,先进行熔炼、浇注工艺的调整,再进行铸件生产。从造型(见图6)、熔炼、浇注、清理,直至粗加工、精加工、装配结束,全过程铸件“零缺陷”,一次制造完成。
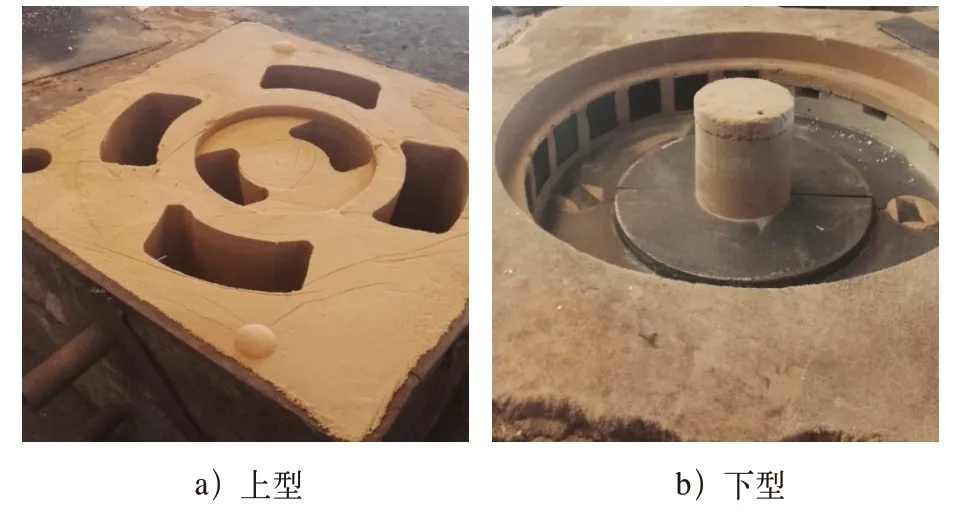
图6 改进后的造型
5 结束语
经过分析和验证,此铸件出现的缺陷是熔炼过程中产生的气体并在冷却、凝固过程中形成的析出性气孔。金属液在保温、合包,以及后期除气、精炼时的温度过低、等待浇注的时间过长是产生气孔缺陷的直接原因。经过改进工艺和生产过程控制,此问题得到解决,生产出了优质的产品。
