侧进侧出加热炉出钢卡阻原因和断轴分析及改造
2021-09-28朱清行
朱清行
(邢台钢铁有限责任公司,河北 邢台 054602)
在冶金行业生产中,加热炉用于轧钢工序将原料钢坯加热至一定温度,实现轧制时按照工艺要求内部组织进行变化,达到产品质量的性能。原料钢坯通过悬臂辊辊道顺利进入、移出加热炉动作关系到整个轧钢产线的生产效率。
1 加热炉实施改造前的状态
1)原料钢坯在从步进梁移动至出炉悬臂辊道时,出现钢坯卡在步进梁和悬臂辊道之间,无法顺利运送出加热炉情况,偶尔还会出现步进梁端部耐磨块掉落问题。造成整条产线生产作业率降低,直接影响了产量的发挥和订单的交付。根据卡钢发生频率统计,2019年卡钢频率达到了30%,卡钢时出钢时间为2 min/根,正常出钢时间为0.16 s/根。卡钢时每根出钢时间延长了119.84 s。按照年产54万t计算,年影响产量5.4万t。
2)在实际生产过程中悬臂辊道出现辊轴断裂,导致无法继续生产,影响整体产能的发挥,同时由于悬臂辊道使用寿命没有达到设计寿命,辊轴断裂而下机更换,造成了设备维护费用的浪费。加热炉悬臂辊道装机量20根,正常使用寿命1.5年时间,断轴比例占30%,断轴寿命只达到正常寿命的50%,每根悬臂辊3万元计算,年费用浪费18万元。
2 加热炉出钢卡阻及断轴的原因分析
2.1 改造前加热炉卡钢原因分析
加热炉步进梁由4根动梁和5根静梁间隔布置构成,通过静梁的步进运动实现钢坯按照设定距离向前移动,同时在动梁和静梁上固定有耐高温材质的耐磨块,避免钢坯与水梁接触导致水梁损坏漏水。悬臂辊辊道分别布置与步进梁的两端,分入炉辊道和出炉辊道,钢坯通过步进梁的步进运动将已经到达出炉侧定梁端部的钢坯移动到悬臂辊道上,再由悬臂辊辊道旋转实现将钢坯运送出加热炉,然后由轧机进行轧制。
经过查询步进梁的步距155 mm,当钢坯从步进梁端部移动至辊子上时,会有约70 mm部分悬空至辊外部,在辊子旋转时,有可能会掉落卡到步进梁和辊子之间,造成卡钢,从而影响钢坯的正常出炉。因此如何缩小辊道与步进梁之间的距离或增加步距是解决卡钢问题的关键,但是钢坯尺寸为155 mm2,如果改变步距,将会造成炉内钢坯之间距离增大,减少装钢量,影响整体的生产节奏,同时炉底、框架、液压缸驱动等机械件的尺寸会产生干涉,改造难度较大。因此缩小辊道与步进梁之间间距是解决此问题的可行方法。
2.2 悬臂辊断轴原因分析
对悬臂辊结构及承受力进行分析,悬臂辊结构为悬臂结构,在承受向下的4 t钢坯质量和自身质量的同时,还要负责传递转矩给辊子来输送钢坯,因此悬臂辊承受了旋转扭矩和弯矩。
悬臂辊断裂位置辊轴直径140 mm,断裂位置距离辊头承载钢坯位置1 280 mm,辊轴为空心水冷辊轴。利用如下受力公式对辊轴强度进行校核:
实心圆轴
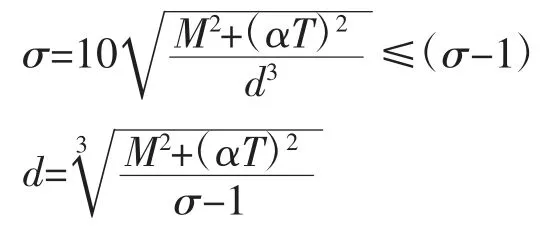
空心圆轴

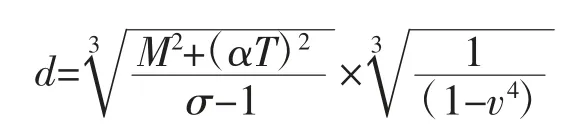
式中:σ为轴计算截面上的工作应力,MPa;d为轴的直径,mm;M为轴计算截面上的合成弯矩,N·mm;T为轴计算截面上的转矩,N·mm;α为根据转奕力变化性质而定的校正系数:转应力对称循环变化时,α=1;转应力脉动循环变化时,α=(σ-1)/(σ0)≈0.7;转应力不变时,α=(σ-1)/(σ+1)≈0.65;V为空心轴内径d0与外径d之比,v=d0/d,数值;(σ-1)为许用疲莲应力(MPa)
经过校核计算,支撑点辊轴直径d>177.14 mm,才能满足目前工况强度要求,因此目前辊轴直径140 mm,明显强度小于安全强度要求尺寸,所以才会频繁出现辊轴断裂问题。需要将辊轴轴承部位直径加大,重新选择轴承。
3 改进措施
针对上述原因分析,采取如下措施进行改进:
3.1 卡钢问题措施
通过上述分析出炉辊道处卡钢,主要原因为悬臂辊辊头与步进梁之间距离过大,导致钢坯上辊后翻落卡阻在辊头和步进梁之间,形成卡阻。因此对步进梁加长和悬臂辊辊头加长两项措施,来缩短其间的距离避免钢坯翻落后卡阻。
对步进梁结构进行分析,由步进梁和耐磨块组成,如果对步进梁进行整体加长,难度较大,不容易实现,但是选择加长耐磨块相对容易实现。因此设计将耐磨块加长20 mm,改造前后见图1。
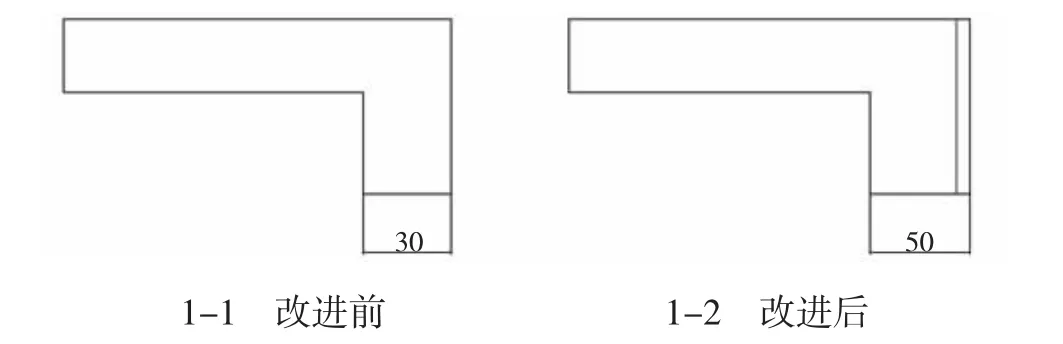
图1 步进梁改进(mm)
对于悬臂辊辊头加长设计,直径不变,只是对辊头有效辊面尺寸进行加长20 mm,改造前后对比见图2。
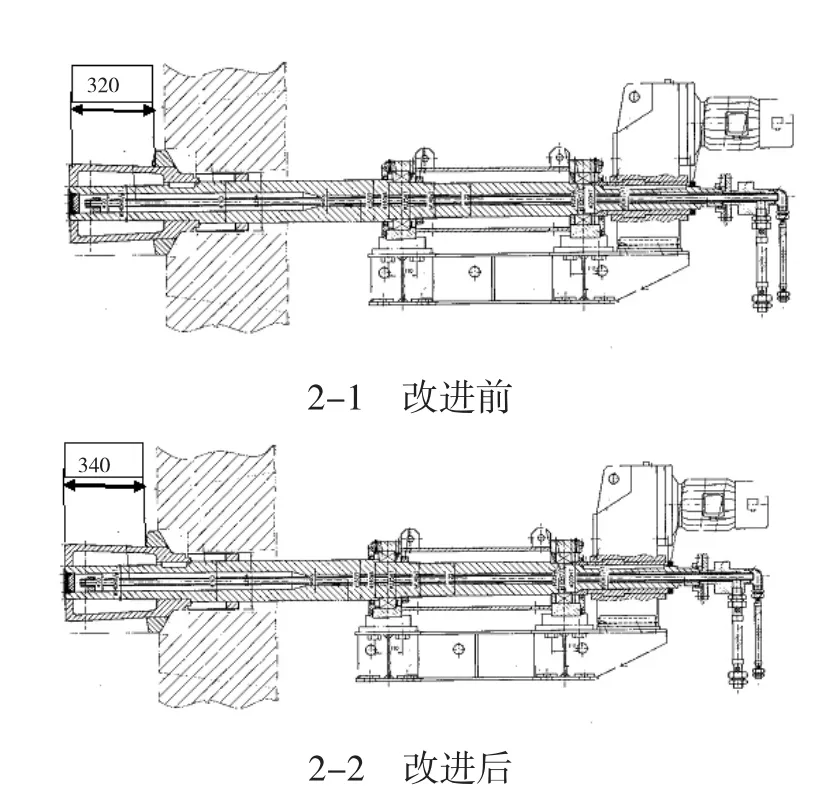
图2 悬臂辊辊头改进
改造前后布置情况对比:
改造后步进梁与悬臂辊辊头之间距离将缩短为40 mm,超过钢坯截面的60%在辊道上,可以有效避免钢坯翻落导致的卡钢问题。
3.2 悬臂辊辊轴断裂问题措施
根据上述校核数据,支撑点辊轴直径d>177.14 mm时,可以满足现场使用要求,承载4 t钢坯的质量及运输带来的冲击力。因此参照现有辊道辊子使用轴承情况,选择24038轴承,即可以满足悬臂辊轴支撑点受力,也可以实现备件的统一。选择此轴承改造后,支撑点辊轴直径为Φ190.00 mm,大于177.14 mm;轴承型号与二开坯辊道轴承相同,便于备件管理和备件统一。
4 效果分析
通过上述改进措施的实施,解决了五线加热炉辊道卡钢和辊轴断裂问题,自2020年3月初改造至今1年时间没有出现卡钢及辊轴断裂问题,彻底解决了加热炉卡钢和辊轴断裂故障。提高了轧钢产线的生产效率,延长了备件的使用寿命(见图3和图4)。
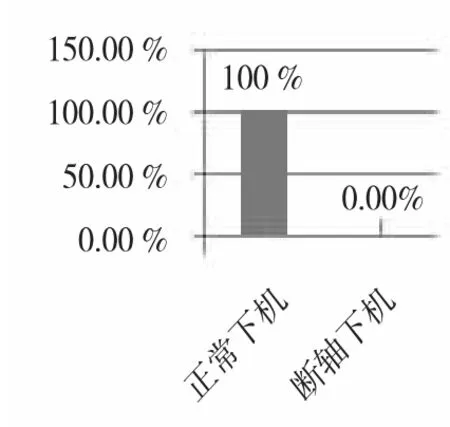
图3 改造后卡钢情况统计
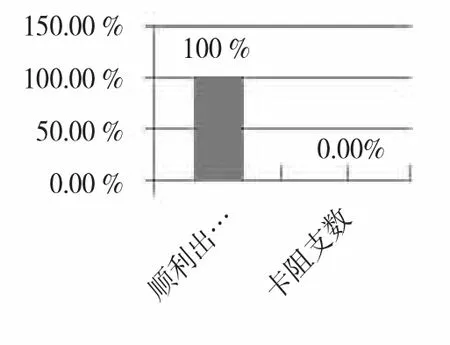
图4 断轴下机与正常下机对比
